1
Изобретение относится к оборудованию для непрерывного производства слоистых пластиков и может быть использовано в химической и электротехнической промышленности.
Цель изобретения - повьш ение надежности конструкции и улучшение качества слоистого пластика.
На фиг. 1 изображена схема линии для непрерывного изготовления листовых слоистых пластиков, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел уплотнения крышки вакуумной камеры.
Линия для непрерывного изготовления листовых слоистых пластиков содержит узел пропитки, включающий вакуумную камеру из верхней съемной части 1, дополнительной камеры с крышкой 2 и нижней части 3 - собственно камеры вакуумирования с обогревательными- плитами 4, к которой примыкает камера 5 пропитки, обогреваемая нагревателями б и снабженная на выходе модулем 7 для регулирования содержания связующего в рулонном наполнителе, систему 8 приготовления и подачи связующего в камеру 5 пропитки и вакуумную станцию 9, соединенную с камерой вакуумирования. В верхней части 1 вакуумной камеры установлена кассета 10 для рулонов наполнителя с центрирующими конусными наконечниками 11, причем между крышкой 2 и верхней частью 1, а также между верхней 1 и нижней 3 частями камеры установлены по их периметру уплотнительные элементы 12.
За узлом пропитки смонтирован узел предполимеризации, включающий камеру 13 с излучателями 14, установленными с возможностью регулирования положения относительно пластика, воздуходувками 15 для подачи горячего (холодного) воздуха и воздуховодами 16 для удаления летучих, а также камеры 17 подогрева фольги, расположенные под углом 30-45° к оси камеры 13 и примыкающие к ее выходу. Камеры 17 снабжены нагревателями 18 м средствами 19 смотки фольги, а на выходе из них установлены барабаны-ламинаторы
20 для соединения слоев пластика. За узлом предполимеризации смонтированы камеры 21 окончательной полимеризации с валами 22 для опрессовки пластика, узел 23 транспортирования, механизм 24 резки и стол 25
упаковки.
Равномерность натяжения длинномерного рулонного наполнителя обеспечивается тормозом 26, соединенным с валами 27 рулонов наполнителя на кассете 10.
Предлагаемая линия может быть расположена по горизонтали.
Линия работает следующим образом. Кассету 10 с рулонами наполнителя устанавливают в верхнюю часть 1 камеры вакуумирования с помощью центрирующих наконечников 11, заправляют наполнитель между узлами линии и закрывают крышку 2. Устанавливают необходимые зазоры между элементами модуля 7, барабанами-ламинаторами 20, валами 22. Создают заданные вакуум и терморежим на плитах 4, нагревателях 6, излучателях 14, нагревателях 18 фольги и в камерах 21. Подают связующее в камеру 5 пропитки из системы 8 его приготовления и подачи. Задают скорость протяжки рулонного материала и включают привод узла 23 транспортирования. При этом наполнитель, сматываясь с рулонов, проходит камеру вакуумирования, где с помощью вакуума и температуры 150-200°С, создаваемой плитами 4, удаляются из него влага и воздух.
Затем наполнитель поступает в камеру 5 пропитки и пропитывается подогретым нагревателями 6 связующим при окунании, излишки связующего отжимаются модулем 7 в виде полуцилиндрических или цилиндрических элементов. Пропитанный наполнитель поступает в узел предполимеризации.
В камере 13 узла предполимеризации наполнитель подвергается совмещенной терморадиационной и конвективной сушке с помощью излучателей 14 и воздуходувок 15, летучие удаляются через воздуховоды 16. Подаваемая со средств 19 смотки подогретая в камерах 17 фольга барабанами-ламинаторами 20 наносится на многослойный материал. Далее в камере 21 многослойный материал подвергается термической обработке до полного отверждения при заданном давлении валов 22, режется на листы необходимых размеров механизмом 24 резки и упаковывается на столе 25.
Использование изобретения в производстве слоистых пластиков за счет улучшения конструкции линии, повышения надежности ее работы позволяет повысить качество многослойного материала.
Изобретение может быть использовано также для механизированной сборки многослойного материала с последующей допрес- совкой в этажных прессах, что сокращает время прессования слоистого пластика. Формула изобретения
1. Линия для непрерывного изготовления листовых слоистых пластиков включающая узел подачи слоев рулонного материала, герметичный узел пропитки материала с обогреваемой камерой пропитки, имеющей средства подачи связующего и вы- ходную щель в нижней части, и расположенной над ней через перегородку камерой вакуумирования, узел предполимеризации, средства подачи фольги с двух сторон среднего слоя с камерами ее подогрева, барабаны для соединения слоев,
0 камеру окончательной полимеризации, узел транспортирования и механизм резки, отличающаяся тем, что, с целью повышения качества слоистого материала и надежности конструкции, узел пропитки снабжен
5 установленной на камере вакуумирования дополнительной съемной герметичной камерой, в которой установлен узел подачи слоев рулонных материалов, выполненный в виде съемной кассеты с центрирующими ее наконечниками.
0 2. Линия по п. 1, отличающаяся тем, что камеры подогрева фольги расположены под углом к оси установки и смонтированы на выходе узла предполимеризации, образуя в нижней части общую полость, с перекрытую примыкающими снизу барабанами для соединения слоев с получением выходной щели.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОПИТКИ СЛОИСТЫХ ЗАГОТОВОК НА ОСНОВЕ ТКАНЫХ НАПОЛНИТЕЛЕЙ И ЭПОКСИДНЫХ, КРЕМНИЙОРГАНИЧЕСКИХ И ПОЛИИМИДНЫХ СВЯЗУЮЩИХ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2020 |
|
RU2743422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО РЕЗИСТИВНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2337507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ КЛЕЕВ И КЛЕЕВЫХ ПРЕПРЕГОВ С ТЕРМОРЕАКТИВНЫМ ПОЛИМЕРНЫМ СВЯЗУЮЩИМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО РЕЗИСТИВНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380861C1 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| Устройство для изготовления слоистых пленочных материалов | 1983 |
|
SU1131670A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕПРЕГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2243093C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ЭЛЕКТРОЛИЗОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2258770C2 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКИХ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1996 |
|
RU2116890C1 |
| Способ и система дублирования тканей | 2019 |
|
RU2712318C1 |
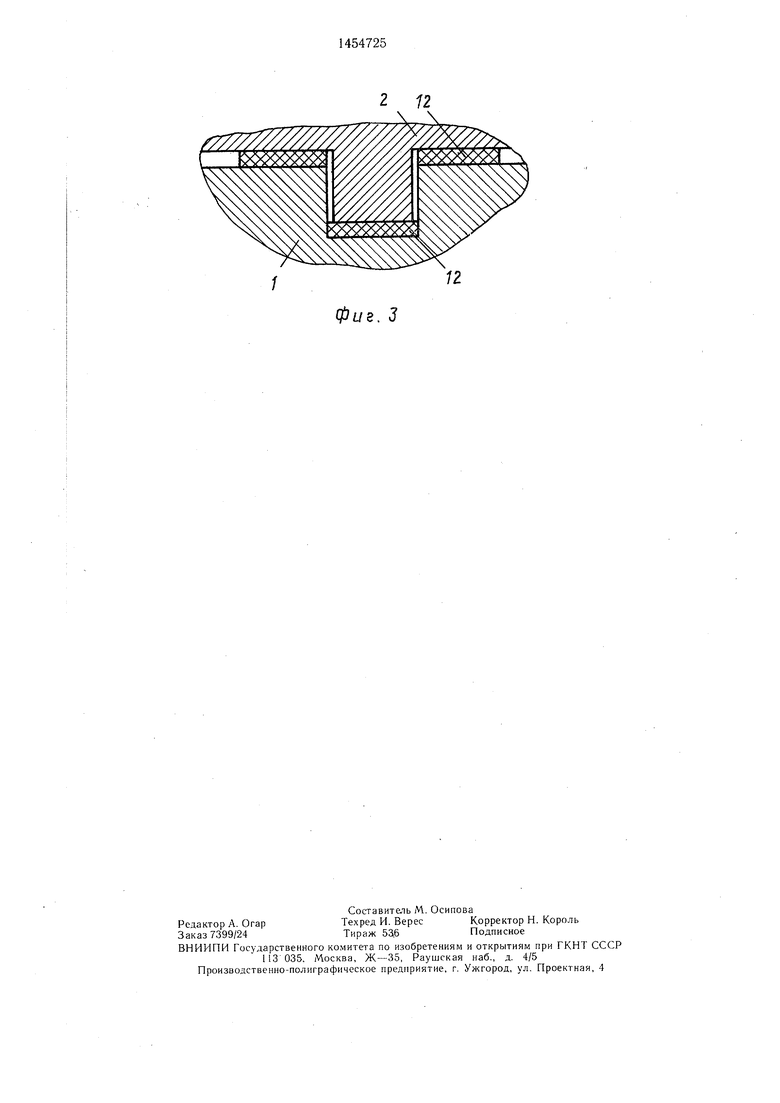
Изобретение относится к оборудованию для производства слоистых пластиков непрерывным способом и может быть использовано в химической и электротехнической промышленности. Цель изобретения - повышение надежности конструкции и улучшение качества слоистого пластика. Для этого узел пропитки выполнен в виде герметичной вакуумной камеры со съемной верхней частью 1 и крышкой 2, герметизированных уплотняюш,ими элементами 12 по периметру, кассеты 10 для рулонов наполнителя с центрирующими конусными
гв
Удаление Jie/nyvi/x
////////////////////////
WL Z.Z
А
Подача компонен/поВ
... связующе-- 2Ь gn
12
9
Вакуум
.
| Авторское свидетельство СССР № 1352834, кл | |||
| Солесос | 1922 |
|
SU29A1 |
