Изобретение относится к способу загрузки сыпучего материала на конвейерную ленту печи с вращающимся подом, имеющей кожух, который закрывает конвейерную ленту, образуя кольцо, а также к соответствующему устройству.
В печах такой конструкции в печной камере создают равномерную температуру при наименьшем возможном потреблении энергии. При этом особое значение имеет механизм выгрузки и, в частности, механизм загрузки. Так, из DE 3312467 C2 известна печь для нагрева сыпучего материала, имеющая транспортирующее устройство для загрузки и выгрузки сыпучего материала в зоне дверного проема, в которой предусмотрено большое количество захватывающих приспособлений, которые могут подводить нагреваемый материал от транспортирующего устройства через отверстия в печи к опоре, расположенной внутри печи, или отводить от нее. Известная печь представляет собой так называемую печь с выдвижным подом, в которой материал не транспортируется на круговой конвейерной ленте.
Из ЕР 0058736 В1 известна печь с вращающимся подом, имеющая нагревательное устройство для создания горячей зоны с приспособлением, образующим позицию подачи, с помощью которой детали могут вводиться в печь.
Оба устройства не позволяют возможности подавать сыпучие материалы на конвейерную ленту печи. Такое устройство известно из ЕР 0259510 В1. Здесь применяют шнековый конвейер, который, однако, используется только для выгрузки материала.
И здесь подачу сыпучего материала, как обычно принято, осуществляют с помощью конвейерных лент или самотечных желобов. В предложенном случае материал подают на ленту пода через крышку (на чертеже не показана более подробно).
Кроме того, известны способ и устройство для загрузки сыпучего материала в печь с вращающимся подом, содержащую кожух, закрывающий конвейерную ленту печи с образованием кольца, включающий загрузку сыпучего материала на транспортирующее устройство и последующую выгрузку на конвейерную ленту печи с распределением сыпучего материала с постоянной высотой по всей ширине ленты (US, 3160402, кл. F 27 B 21/02, 08.12.64.
Целью изобретения является создание способа загрузки материала на конвейерную ленту печи с вращающимся подом и устройства для его осуществления, которые обеспечивают загрузку равномерного и тонкого слоя сыпучего материала по сравнению с шириной ленты.
Эта цель достигается в способе согласно изобретению за счет того, что загрузку сыпучего материала на транспортирующее устройство осуществляют с переменной толщиной по его ширине, прямо пропорционально зависящей от расстояния до центра печи, и с образованием конусного сужения поперечного сечения слоя к центру печи, разравнивают поверхность сыпучего материала, находящегося на транспортирующем устройстве, и разгружают его на конвейерную машину при скорости движения транспортирующего устройства по крайней мере в три раза выше скорости движения конвейерной ленты печи.
Разравнивание поверхности осуществляют путем перемещения возвышений сыпучего материала в места впадин или путем приведения его в колебательное движение, например, путем встряхивания.
Указанный технический результат достигается в устройстве согласно изобретению за счет того, что устройство снабжено средством для нанесения на транспортирующее устройство сыпучего материала с формой поперечного сечения, имеющего конусное сечение к центру печи, и средством для разравнивания поверхности сыпучего материала, расположенным в зоне края для сброса материала над транспортирующим устройством под углом α к оси печи и имеющим постоянное поперечное сечение, при этом транспортирующее устройство выполнено с возможностью регулирования его скорости транспортировки обратно пропорционально высотам слоя сыпучего материала на транспортирующем устройстве или конвейерной ленте печи.
При этом транспортирующее устройство может быть выполнено в виде бесконечной конвейерной ленты с расположенными по ее краям ограничителями, имеющими высоту, соответствующую высоте слоя сыпучего материала, или в виде качающегося желоба с ограничительными планками в краевой зоне, имеющими высоту, соответствующую высоте слоя сыпучего материала. Кроме того, средство для разравнивания поверхности сыпучего материала может быть выполнено в виде валка, расположенного параллельно краю для сброса материала транспортирующего устройства и имеющего возможность вращения против направления транспортировки сыпучего материала, причем валок может иметь упругие лопасти по наружному периметру или в виде планки, расположенной параллельно краю для сброса материала транспортирующего устройства.
Является также целесообразным, чтобы средство для нанесения материала на транспортирующее устройство было выполнено в виде конвейерной ленты с приводом, имеющим возможность регулирования его положения и скорости или в виде качающейся конвейерной ленты с приводом поворота, имеющей возможность регулирования угла и скорости поворота.
Согласно изобретению механизм загрузки сконструирован таким образом, что подачу материала проводят за несколько операций. Отдельные операции легко контролировать и при этом надежно управляется переход к отдельной операции.
Во время первой операции равномерно подводят постоянное количество материала. Для этого применяют, например, движущуюся конвейерную ленту, количество сбрасываемого материала с которой можно контролировать, а положение сбрасывания можно регулировать. Положение места передачи устанавливают таким образом, что на другом транспортирующем устройстве регулируют слой материала, высота которого зависит от конструктивных особенностей печи с вращающимся подом, в данном случае от размера конвейерной ленты печи. При этом принимают во внимание, что на отдельных позициях конвейерная лента в зависимости от ее расстояния до центра вращающегося пода печи, имеет различные скорости транспортировки. Высота слоя на этом транспортирующем устройстве является таким образом наибольшей на внешней стороне конвейерной ленты печи, которая наиболее удалена от центральной точки печи. В общей сложности слой имеет в поперечном сечении форму четырехугольника, который конусно сужается к центру печи.
Точную форму поверхности устанавливают с помощью разравнивающего приспособления. Это транспортирующее устройство приводится в действие с заранее заданной скоростью. С помощью разравнивающего приспособления и постоянной скорости можно точно регулировать транспортируемое количество, которое устанавливается по поперечному сечению, непосредственно перед положением выгрузки относительно расстояния до центра печи.
Во время третьей операции с вышеназванного транспортирующего устройства на месте выгрузки материал выгружают на конвейерную ленту пода. Соотношение между скоростью конвейерной ленты печи и скоростью транспортирующего средства определяет таким образом высоту слоя, а именно его постоянство по всей ширине конвейерной ленты печи.
Путем простого сохранения конусной формы поперечного сечения сыпучего материала на конвейерной ленте можно лишь за счет зависимости скоростей конвейерной ленты печи и конвейерной ленты снизить высоту слоя до минимума и постоянно регулировать ее с высокой надежностью.
Так, на практике требуется высота слоя на конвейерной ленте только 30 мм при ширине конвейерной ленты печи до 7 м. Эта высокая точность достигается с помощью устройства согласно изобретению, причем на конвейерной ленте предусмотрена высота слоя от 200 до 400 мм. Устройство согласно изобретению предназначено, в частности, для крупнозернистых сыпучих материалов.
Вместо движущейся бесконечной ленты в качестве подвода первичного материала может также применяться качающаяся конвейерная лента.
В качестве транспортирующего узла применяют, предпочтительно, бесконечную конвейерную ленту. Непосредственно на своих краях она может иметь возвышение в виде канта или предусматривается боковой молдинг, не зависимый от конвейерной ленты. С помощью такого бокового ограничения можно точно регулировать желаемую высоту сыпучего материала на конвейерной ленте.
В зависимости от качества материала можно также аккуратно транспортировать сыпучий материал посредством качающегося желоба, который сбоку имеет жесткую планку. При этом частоту колебаний устанавливают таким образом, что соблюдается конусная форма поперечного сечения.
Пример распределения материала на конвейерной ленте печи поясняется с помощью следующего примера.
Если, например, конвейерная лента печи шириной от 6 до 7 м для печи с вращающимся подом, имеющим диаметр около 35 м, занимает в общей сложности 6 сегментов выреза, с приблизительно 3o для одного кругового сегмента, то выясняется, что при загрузке шестого и наружного сегмента необходим насыпной вес, равный 36 кг, а для внутреннего сегмента - общий вес только около 25 кг, соответственно около 70%.
Пример выполнения изобретения показан на прилагаемом чертеже.
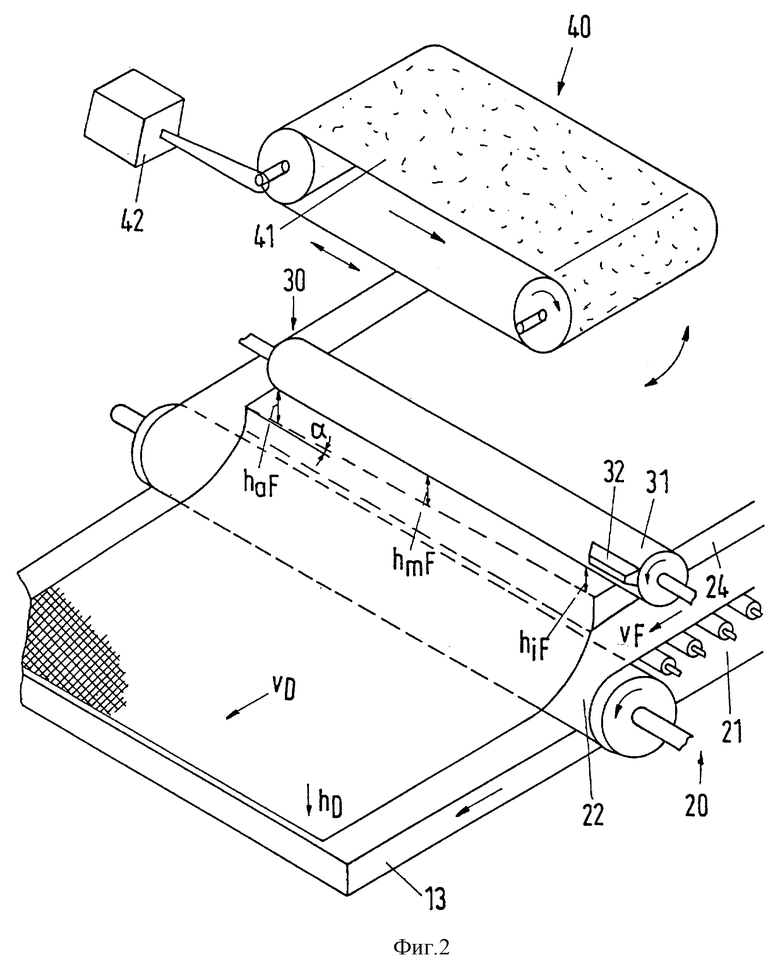
На фиг. 1 показан общий вид печи с вращающимся подом; на фиг. 2 - схема устройства загрузки.
На фиг. 1 показана печь 11 с вращающимся подом с центром в точке М, конвейерная лента для загрузки материала которой закрыта кожухом 14.
Для устройства загрузки предусмотрен вырез 12 в кожухе.
На фиг. 2 показан участок конвейерной ленты 13 печи, движущейся со скоростью VD. Конвейерная лента 13 печи загружена сыпучим материалом с высотой слоя hD.
Сверху конвейерной 13 печи расположена бесконечная конвейерная лента 21, загруженная материалом, который на стороне, направленной к центру печи с вращающимся подом, имеет высоту hiF, в центре - высоту hmF и в наружной - высоту haF. Бесконечная конвейерная лента 21 движется со скоростью vF.
Поверхность материала проходит под разравнивающим валком 31. Под нижней стороной разравнивающего валка 31 в краевых зонах бесконечной конвейерной ленты 21 предусмотрены ограничения в форме ограничительных планок 24. На разравнивающем валке 31 расположены распределенные по его аксиальной длине лопасти 32, служащие для распределения материала по бесконечной конвейерной ленте 21.
В направлении транспортировки бесконечной конвейерной ленты 21, перед разравнивающим валком и сверху этой бесконечной конвейерной ленты 21 предусмотрена конвейерная лента 41, имеющая привод 42. Как показано на чертеже стрелками, конвейерная лента может двигаться возвратно-поступательно.
Кроме того, конвейерная лента 41 может поворачиваться вокруг оси, расположенной вне печи с вращающимся подом. Это также показано на чертеже с помощью двойной стрелки. Этот поворот служит для улучшения загрузки материала на бесконечную конвейерную ленту, в частности, для получения различной высоты сыпучего материала.
Список позиций
Нагревательное устройство:
11 - печь с вращающимся подом
12 - вырез в кожухе
13 - конвейерная лента печи
14 - кожух
20 - транспортирующее устройство
21 - бесконечная конвейерная лента
22 - край для сброса материала
24 - ограничительная планка
30 - разравнивающее приспособление
31 - разравнивающий валок
32 - лопасть
40 - средство для подвода материала
41 - движущаяся конвейерная лента
42 - привод перемещения
М - центр вращающегося пода
α - угол разравнивающего приспособления
v - скорость
h - высота сыпучего материала
Обозначения:
F - транспортирующее устройство
D - конвейерная лента печи с вращающимся подом
а - снаружи
m - в центре
i - внутрие
Сущность: изобретение относится к способу загрузки сыпучего материала на конвейерную ленту печи с вращающимся подом, имеющей кожух, закрывающий конвейерную ленту печи с образованием кольца. Сыпучий материал загружают на транспортирующее устройство с переменной толщиной слоя по ширине, прямо пропорциональной расстоянию до центра печи и с образованием конусного сужения поперечного сечения к центру печи. Поверхность разравнивают и разгружают на конвейерную машину при скорости транспортирующего устройства в три раза выше скорости движения конвейерной ленты. Устройство содержит средство для нанесения на транспортирующее устройство сыпучего материала и средство разравнивания, расположенное над транспортирующим устройством под углом к оси печи и имеющее постоянное поперечное сечение. Транспортирующее устройство выполнено с возможностью регулирования его скорости транспортировки обратно пропорционально высотам слоя сыпучего материала на транспортирующем устройстве или конвейерной ленте печи. Изобретение позволяет улучшить загрузку материала на бесконечную конвейерную ленту для получения различной высоты сыпучего материала. 2 с. и 9 з.п.ф-лы, 2 ил.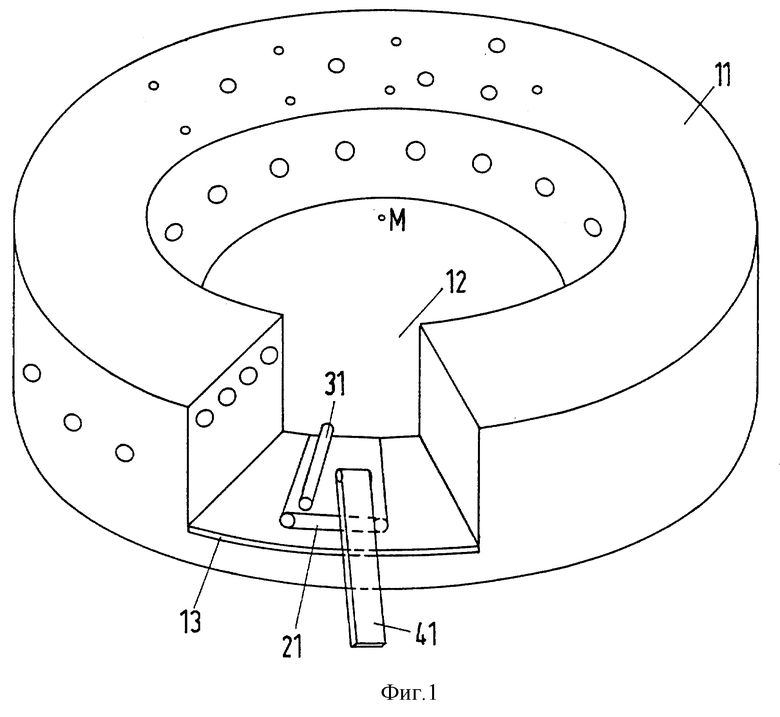
| US 3160402 A, 08.12.64 | |||
| Кольцевая печь для пирометаллургической обработки железных руд | 1958 |
|
SU117734A1 |
| МАШИНА ДЛЯ РЫТЬЯ ТРАНШЕЙ | 1967 |
|
SU225074A1 |
| US 4452153 A, 05.06.84 | |||
| US 3929219 A, 30.12.75 | |||
| US 3042467 A, 19.09.67. | |||

