Изобретение относится к обработке металлов и токопроводящих материалов резанием и может быть использовано при обработке изделий по методу автоматического получения размеров на предварительно настроенных универсальных ручных станках, станках-полуавтоматах и автоматах (встроенных или не встроенных в автоматические линии), на станках с ЧПУ, а также при исследовании стойкости режущего инструмента.
Известно устройство для контроля износа режущей кромки инструмента, в котором текущее значение износа режущей кромки определяется по отношению произведения силы тока и термо-ЭДС естественной термопары к сопротивлению контактного перехода деталь - инструмент и последующего его сравнения с заданным критическим значением (см. авторское свидетельство СССР N 1371786, B 23 B 25.06).
Недостатком известного устройства являются низкая точность и сложность конструкции.
Известен также резец для контроля режущей кромки в процессе резания, на корпусе которого на опорной токопроводящей пластине, включенной в электрическую цепь с обрабатываемой деталью, размещена режущая пластина (см. патент US 3079821, B 23 B 25/04, 1959).
Недостатком известного инструмента является сложность его конструкции.
Техническая задача, на решение которой направлено предложенное изобретение - упрощение конструкции резца, что позволяет с меньшими затратами эффективно осуществить активный контроль размеров обрабатываемой детали и износа режущей пластины.
Указанная техническая задача решается тем, что в резце для контроля износа режущей кромки в процессе резания, на корпусе которого на опорной токопроводящей пластине, включенной в электрическую цепь с обрабатываемой деталью, размещена режущая пластина, указанная режущая пластина выполнена из диэлектрического материала.
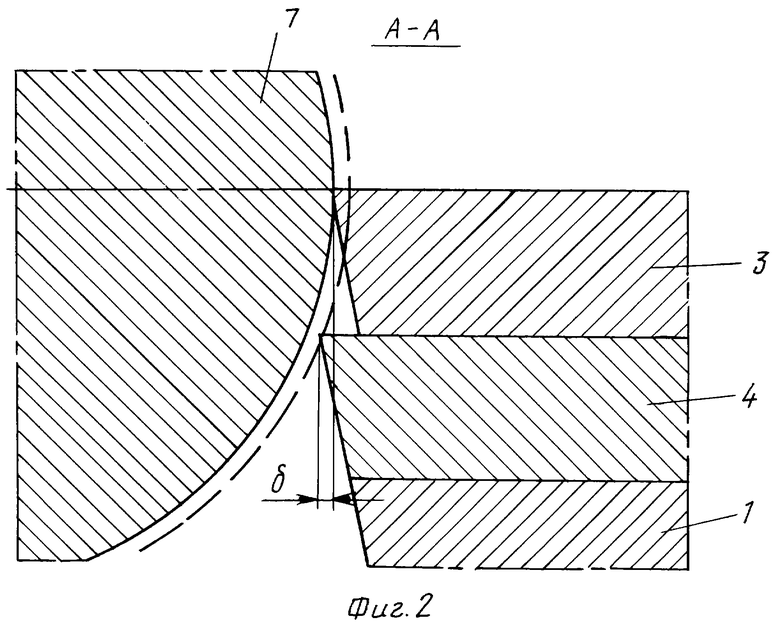
На фиг. 1 представлен резец, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Резец для контроля износа режущей кромки в процессе резания включает в себя резец 1, изолированный от массы станка прокладками 2, режущую пластину 3, выполненную из диэлектрического материала, например из керамики или композита, опорную пластину 4, выполненную из токопроводящего материала, например твердого сплава. Режущая пластина 3 прижата к опорной пластине 4 диэлектрическим прихватом 5 посредством винта 6. Изделие 7 и резец 1 подсоединены к измерительной цепи 8, в которую для регистрации ЭДС резания включены источник питания 9 и сигнальная лампа 10.
Работа резца осуществляется следующим образом. Перед установкой на станке производят настройку резца вне станка. Она заключается в установке лезвия режущей пластины 3 относительно лезвия опорной пластины 4 со смещением δ, измеряемым в главной секущей плоскости А-А. Величина смещения δ, при этом, выбирается в зависимости от величины допустимого износа задней поверхности режущей пластины, конструктивных и геометрических параметров инструмента, элемента режима резания - подачи и размера обрабатываемого изделия. Если требуется обеспечить максимальный срок службы инструмента, не предъявляя жестких требований к точности размеров обрабатываемой детали (черновая обработка), то смещение δ рассчитывается в зависимости от величины допустимого износа, приводимой в справочной и нормативно-технической литературе. При чистовой обработке величина допустимого износа задней поверхности режущей пластины лимитируется точностью достигаемых на операции размеров заготовок. Ширина площади износа при этом может быть рассчитана на основе статистических данных, приводимых в нормативно-технической литературе, либо определена экспериментально.
Далее настроенный резец устанавливается на станке. Для выполнения чистовой операции установка резца на станке осуществляется таким образом, чтобы получаемые размеры заготовок при точении с учетом поля рассеяния не выходили за наименьший предельный размер, а при растачивании - за наибольший предельный размер.
По мере работы резца его режущая пластина 3 изнашивается. В начальный период эксплуатации инструмента и далее, по мере его износа, пока ширина изношенной площадки задней поверхности не достигнет расчетной величины, сигнал на выходе системы отсутствует, т.к. режущая пластина 3 выполнена из диэлектрического материала и электрическая цепь 8 разомкнута. Когда износ задней поверхности режущей пластины 3 достигнет расчетной величины, в контакт с заготовкой вступает опорная пластина 4, выполненная из токопроводящего материала, которая замыкает электрическую цепь 8, в которую включены источник питания 9 и сигнальная лампа 10. При этом сигнальная лампа - загорается.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2176175C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173240C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173239C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
| СПОСОБ ОЦЕНКИ ВЛИЯНИЯ ТЕРМОТОКА НА СТОЙКОСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2170648C2 |
| СВЕРЛО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2166412C2 |
| СПОСОБ ИЗМЕРЕНИЯ ЭДС РЕЗАНИЯ | 1999 |
|
RU2165337C2 |
| Способ определения предельно допустимого износа режущей пластины из недиэлектрического материала по главной задней поверхности. | 2018 |
|
RU2712328C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ ИНСТРУМЕНТА | 1998 |
|
RU2150355C1 |
Изобретение относится к обработке металлов и токопроводящих материалов резанием и может быть использовано при обработке изделий по методу автоматического получения размеров на предварительно настроенных универсальных ручных станках, станках-полуавтоматах и автоматах (встроенных или не встроенных в автоматические линии), на станках с ЧПУ, а также при исследовании стойкости режущего инструмента. Технический результат: упрощение конструкции резца, что позволяет с меньшими затратами эффективно осуществить активный контроль размеров обрабатываемой детали и износа режущей пластины. На корпусе резца на опорной токопроводящей пластине, включенной в электрическую цепь с обрабатываемой деталью, размещена режущая пластина. Указанная режущая пластина выполнена из диэлектрического материала. 2 ил.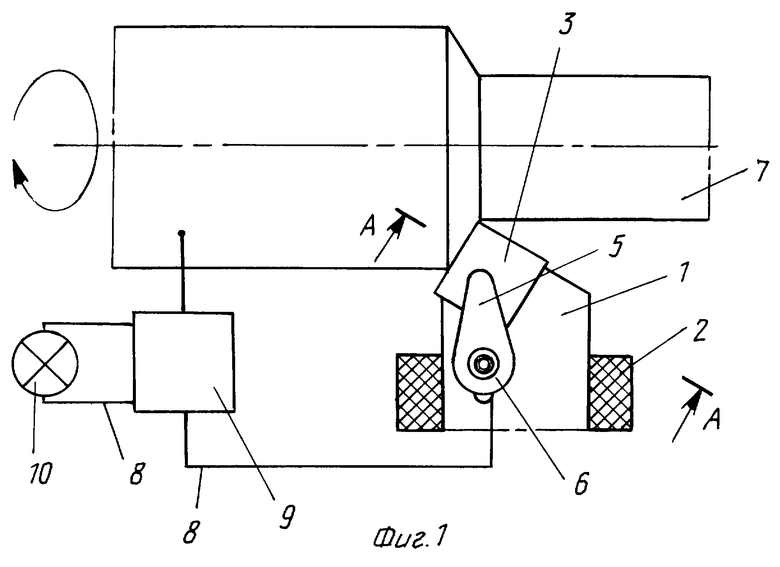
Резец для контроля износа режущей кромки в процессе резания, на корпусе которого на опорной токопроводящей пластине, включенной в электрическую цепь с обрабатываемой деталью, размещена режущая пластина, отличающийся тем, что указанная режущая пластина выполнена из диэлектрического материала.
| US 3079821, 16.02.1959 | |||
| Способ контроля состояния резца и устройство для его осуществления | 1984 |
|
SU1291292A1 |
| Устройство для контроля износа режущей кромки инструмента | 1986 |
|
SU1371786A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С УСТРОЙСТВОМ КОНТРОЛЯ СОСТОЯНИЯ | 1990 |
|
RU2023540C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОТА ИЗ АБРИКОСОВ | 2009 |
|
RU2416326C1 |
| US 5442981, 22.08.1995. | |||
