Изобретение относится к обработке металлов и токопроводящих материалов резанием и может найти применение при исследовании их обрабатываемости, назначении режимов резания и проектировании режущих инструментов.
Известен так называемый метод подведенной термопары, когда для измерения средней температуры в различных точках контактных площадок используется инструмент, в специально выполненных и изолированных отверстиях корпуса которого размещается стандартная термопара, к концам которой подключается гальванометр (см. Бобров В.Ф. Основы теории резания металлов. - М.: Машиностроение, 1975, 344 с.).
Недостатками известного способа являются низкая точность и большие трудности, а порой невозможность его применения, например, при вращающемся инструменте.
Известен также так называемый метод естественно образующейся термопары, когда для измерения средней температуры на контактных поверхностях инструмента изолируют от массы станка инструмент или заготовку, включают инструмент и заготовку в замкнутую измерительную цепь и регистрируют термоЭДС, возникающую на контактных поверхностях инструмента (см. Бобров В.Ф. Основы теории резания металлов. - М.: Машиностроение, 1975, 344 с.).
Недостатками известного метода являются низкая точность измерений и ограниченные технологические возможности, т.к. с его помощью можно измерить только некоторую среднюю контактную температуру всех, находящихся в контакте с заготовкой и стружкой поверхностей инструмента.
Техническая задача, на решение которой направлено предложенное изобретение, - повышение точности измерений и расширение технологических возможностей метода естественно образующейся термопары.
Указанная техническая задача решается тем, что в способе измерения ЭДС резания, при котором изолируют от массы станка корпус сборного инструмента или заготовку, включают инструмент и заготовку в замкнутую электрическую цепь и регистрируют ЭДС резания, возникающую на контактных поверхностях инструмента, используют режущую сменную многогранную токопроводящую пластину, на контактные поверхности которой наносят диэлектрическое износостойкое покрытие таким образом, что при установке ее в корпусе одной из вершин изолированы главная и вспомогательная задние поверхности, при установке другой изолированы передняя и вспомогательная задняя поверхности, при установке третьей изолированы передняя и главная задняя поверхности и при установке четвертой - все контактные поверхности токопроводящие.
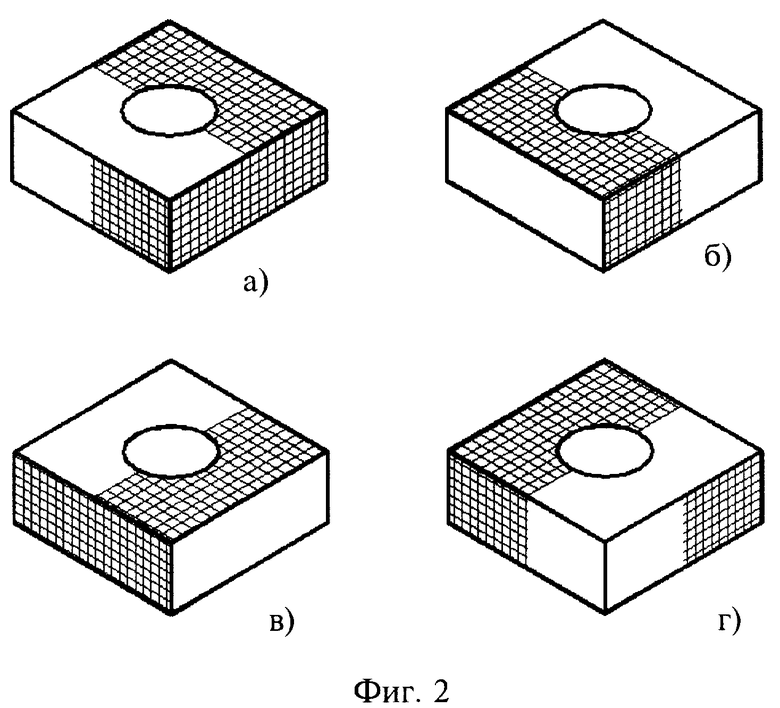
На фиг. 1 представлена схема реализации способа для измерения ЭДС резания; на фиг. 2а, 2б, 2в и 2г показано положение вершины режущей пластины для измерения ЭДС резания соответственно на передней поверхности; на главной задней поверхности; на вспомогательной задней поверхности и на всех ее контактных поверхностях.
Пример реализации способа. Для измерения ЭДС резания используют резец 1 сборной конструкции, в гнезде корпуса которого размещена в положении, соответствующем фиг. 2а, и закреплена рычагом 2 посредством винта 3 режущая пластина 4. Резец устанавливают в резцедержателе станка и изолируют от его массы прокладками 5. Заготовку 6 устанавливают в шпинделе станка. Резец 1 и заготовку 6 подсоединяют в измерительную цепь 7, в которую для измерения ЭДС резания включен гальванометр 8.
Далее производят резание заготовки. В процессе резания на контактных площадках режущей пластины передней поверхности со стружкой и задних поверхностей с заготовкой, естественным путем создаются термопары, генерирующие ЭДС резания, электродами которых являются материал заготовки, инструментальный материал и диэлектрическое износостойкое алмазное покрытие. При этом гальванометр 8 зафиксирует ЭДС резания, возникающую только на передней поверхности режущей пластины 4, т.к. электрические цепи задних изолированных поверхностей режущей пластины с заготовкой будут разомкнуты.
Процесс резания прерывают, режущую пластину 4 посредством винта 3 открепляют, поворачивают ее в положение, соответствующее фиг. 2б, и вновь закрепляют. При неизменных режимах возобновляют резание заготовки. В этом случае гальванометр 8 зафиксирует ЭДС резания, возникающую только на главной задней поверхности режущей пластины 4.
Поступая аналогично описанному выше, последовательно измеряют ЭДС резания, возникающую только на вспомогательной задней поверхности (положение пластины по фиг. 2в) и на всех контактных поверхностях (положение пластины по фиг. 2г).
Таким образом, изложенный способ позволяет повысить точность измерения ЭДС резания, как за счет локализации площади поверхностей контакта инструмента с заготовкой и стружкой, так и за счет того, что при измерениях сохраняются неизменными физико-механические свойства инструментального материала, а также, благодаря достаточно высокой точности изготовления режущей пластины и гнезда корпуса инструмента для ее базирования, - геометрические параметры инструмента, а значит и условия резания при переустановке режущей пластины в корпусе инструмента.
Расширение технологических возможностей данного способа достигается измерением ЭДС резания, действующей на каждой из контактных поверхностей режущей пластины в отдельности, благодаря чему у исследователя появляются новые знания и возможности по совершенствованию конструкции инструмента и технологических процессов механической обработки.
Предлагаемый способ измерения ЭДС резания опробирован в лаборатории "Резание металлов" Тамбовского государственного технического университета.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ЭДС РЕЗАНИЯ | 1998 |
|
RU2149745C1 |
| СПОСОБ ОЦЕНКИ ВЛИЯНИЯ ТЕРМОТОКА НА СТОЙКОСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2170648C2 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2147489C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2176175C2 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ ИНСТРУМЕНТА | 1998 |
|
RU2150355C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173239C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173240C2 |
Изобретение относится к обработке металлов и токопроводящих материалов резанием и может найти применение при исследовании их обрабатываемости, назначении режимов резания и проектировании режущих инструментов. Способ заключается в том, что изолируют от массы станка корпус токопроводящего режущего инструмента или заготовку, включают инструмент и заготовку в замкнутую электрическую цепь и регистрируют ЭДС, возникающую в процессе резания на контактных поверхностях инструмента. Для повышения точности измерений и расширения технологических возможностей метода естественно образующейся термопары режущий инструмент выполняют сборным со сменной режущей многогранной токопроводящей пластиной, на которую наносят диэлектрическое износостойкое покрытие. При этом ЭДС регистрируют при установке режущей пластины в корпусе режущего инструмента одной из вершин с расположением диэлектрического покрытия на главной и вспомогательной задних поверхностях, при установке другой - на передней и вспомогательной задней поверхности, при установке третьей вершиной - на передней и главной задней поверхности, а при установке четвертой - со всеми контактными поверхностями, свободными от диэлектрического покрытия. 2 ил.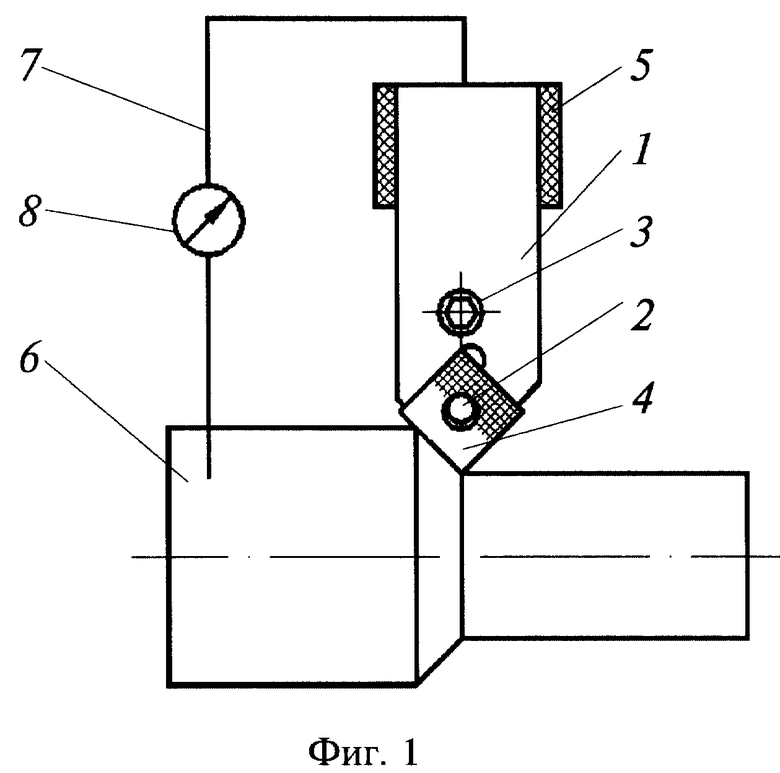
Способ измерения ЭДС резания, при котором изолируют от массы станка корпус токопроводящего режущего инструмента или заготовку, включают инструмент и заготовку в замкнутую электрическую цепь и регистрируют ЭДС, возникающую в процессе резания на контактных поверхностях инструмента, отличающийся тем, что режущий инструмент выполняют сборным со сменной режущей многогранной токопроводящей пластиной, на которую наносят диэлектрическое износостойкое покрытие, при этом ЭДС регистрируют при установке режущей пластины в корпусе режущего инструмента одной из вершин с расположением диэлектрического покрытия на главной и вспомогательной задних поверхностях, при установке другой - на передней и вспомогательной задней поверхностях, при установке третьей вершиной - на передней и главной задней поверхностях, а при установке четвертой - со всеми контактными поверхностями, свободными от диэлектрического покрытия.
| БОБРОВ В.Ф | |||
| Основы теории резания металлов | |||
| - М.: Машиностроение, 1975, с.144 - 146 | |||
| СПОСОБ ИЗМЕРЕНИЯ ТЕРМОТОКА В ОТДЕЛЬНЫХ ТОЧКАХ РЕЖУЩЕЙ КРОМКИ СВЕРЛА | 0 |
|
SU218613A1 |
| Устройство для определения темпе-ратуры в зоне резания | 1974 |
|
SU509344A1 |
| Устройство для измерения удельной термо э.д.с. на режущих кромках инструмента | 1977 |
|
SU686826A1 |
| Способ контроля состояния режущей кромки инструмента | 1981 |
|
SU1009620A1 |
| US 3587367, 28.06.1971. | |||
