Изобретение относится к инструменту для грубого шлифования в соответствии с преамбулой к п. 1 формулы изобретения, в частности, для ручных машинок для шлифования под углом.
В субтрактивных способах изготовления грубое шлифование означает снятие материала с большим объемом стружки. Чтобы добиться непродолжительного времени механической обработки, инструменты для грубого шлифования должны обеспечивать высокую интенсивность снятия и иметь при этом длительный срок службы.
В заявке ЕР 3015222 А1 раскрыт шлифовальный диск, имеющий опорный диск и множество абразивных кругов. Опорный диск изготовлен с уступами таким образом, чтобы образовать ряд кольцевых участком, на каждый из которых устанавливается абразивный круг. Таким способом абразивные круги формируют многослойный блок абразивных кругов. Блок абразивных кругов образует ступенчатый уступ в основном в виде усеченного конуса. Это дает возможность располагать шлифовальный диск напротив поверхности обрабатываемой заготовки под различными установочными углами, обеспечивая полную отработку блока абразивных кругов до тех пор, пока опорный диск не достигнет поверхности обрабатываемой заготовки и не износится шлифовальный диск.
Целью изобретения является создание надежного в эксплуатации инструмента для грубого шлифования, который технологичен в изготовлении, имеет высокую интенсивность снятия и длительный срок службы.
Данная цель достигается созданием инструмента для грубого шлифования, имеющего признаки п. 1 формулы изобретения. В соответствии с изобретением опорный корпус выполнен с возможностью грубого шлифования и содержит абразивное шлифовальное зерно. Таким образом опорный корпус служит для размещения по меньшей мере одного абразивного круга в процессе грубого шлифования, а также и сам может выполнять грубое шлифование, обеспечивая в результате высокий уровень эксплуатационной надежности и длительный срок службы инструмента для грубого шлифования. В частности, опорный корпус выполнен в соответствии с требованиями безопасности одноточечной боковой нагрузки, как указано в стандарте Германии DIN EN 12413 "Требования безопасности для связанных абразивных изделий" (версия от мая 2011 г.). Опорный корпус имеет также простую конструкцию и является технологичным в изготовлении. В результате выбора абразивного шлифовального зерна достигается высокая интенсивность снятия материала при механической обработке.
Инструмент для грубого шлифования может быть выполнен в виде шлифовального диска или в виде чашеобразного шлифовального круга. Инструмент для грубого шлифования имеет один или более абразивных кругов, которые устанавливаются на опорном корпусе. Смежный с опорным корпусом абразивный круг крепится к опорному корпусу с помощью адгезионного связывания и/или винтового соединения и/или соединения проволочными скобами. Если инструмент для грубого шлифования имеет несколько абразивных кругов, каждый абразивный круг крепится к нижележащему абразивному кругу с помощью адгезионного связывания, и/или клепки, и/или винтового соединения, и/или соединения проволочными скобами. Адгезионное связывание осуществляется с помощью адгезионного слоя, который предпочтительно содержит смолу.
В каждом случае по меньшей мере один абразивный круг имеет по меньшей мере один адгезионный слой с ориентированным и/или неориентированным абразивным шлифовальным зерном. Абразивное шлифовальное зерно выбирается, в частности, из алмаза, кубического нитрида бора, карбида кремния, природного корунда и/или искусственного корунда. Корунд является, например, цирконовым корундом и/или оксидом алюминия (Al2O3).
Инструмент для грубого шлифования в соответствии с пунктом 2 формулы изобретения имеет длительный срок службы. Абразивное шлифовальное зерно связано с помощью связывающего вещества и образует абразивный слой или абразивную зону. Связывающее вещество, является, в частности, синтетической смолой, например, фенольной смолой. Предпочтительно, абразивный слой в направлении оси инструмента для грубого шлифования имеет толщину, соответствующую толщине опорного корпуса. Это значит, что в опорном корпусе образован абразивный слой по всей его толщине. Абразивное шлифовальное зерно выбирается, в частности, из алмаза, кубического нитрида бора, карбида кремния (SiC), природного корунда и/или искусственного корунда. Корунд является, например, цирконовым корундом и/или оксидом алюминия (Al2O3). Абразивный слой или абразивную зону наносят по меньшей мере на верхнюю сторону и/или нижнюю сторону опорного корпуса. Абразивное шлифовальное зерно опорного корпуса является идентичным абразивному шлифовальному зерну по меньшей мере одного абразивного круга и/или отличается от него. Абразивные слои или абразивные зоны опорного корпуса имеют идентичное или отличающееся абразивное шлифовальное зерно.
Инструмент для грубого шлифования по п. 3 формулы изобретения имеет длительный срок службы. Предпочтительно опорный корпус имеет два элемента усиления опорного корпуса рядом с наружными поверхностями опорного корпуса, т.е. рядом с верхней стороной или нижней стороной опорного корпуса. По меньшей мере один элемент усиления опорного корпуса соединяется с опорным корпусом с помощью связующего вещества или смолы. Внешние элементы усиления опорного корпуса пропитывают, например, связывающим веществом или смолой. Внешние элементы усиления опорного корпуса выполняют предпочтительно из ткани, в частности, из стеклоткани или стекловолоконной ткани.
Инструмент для грубого шлифования в соответствии с пунктом 4 формулы изобретения имеет длительный срок службы. Предпочтительно, опорный корпус имеет внутренний элемент усиления опорного корпуса, который внедрен в абразивный слой или абразивную зону. Внутренний элемент усиления опорного корпуса вставлен между связанными абразивными зернами.
Инструмент для грубого шлифования в соответствии с пунктом 5 формулы изобретения имеет высокий уровень эксплуатационной надежности и длительный срок службы. Предпочтительно, чтобы внешний диаметр опорного корпуса соответствовал внешнему диаметру абразивного круга.
Инструмент для грубого шлифования в соответствии с пунктом 6 формулы изобретения, технологичен в изготовлении и имеет длительный срок службы. Инструмент для грубого шлифования в виде диска грубого шлифования является также универсально применимым. Предпочтительно, чтобы опорный корпус и/или по меньшей мере один абразивный круг и/или по меньшей мере один из абразивных кругов имели уступ под углом.
Инструмент для грубого шлифования в соответствии с пунктом 7 формулы изобретения имеет чрезвычайно длительный срок службы. По меньшей мере один абразивный круг, в частности, блок абразивных кругов, образованный из нескольких абразивных кругов, установлен между двумя опорными корпусами, каждый из которых содержит абразивное шлифовальное зерно для грубого шлифования. Опорные корпуса изготавливают идентичным или различными способами. Первый опорный корпус соединен с верхней стороной смежного установленного первым абразивного круга блока абразивных кругов, в то время как второй опорный корпус соединен с нижней стороной смежного установленного первым абразивного круга блока абразивных кругов.
Инструмент для грубого шлифования в соответствии с пунктом 8 формулы изобретения имеет высокий уровень эксплуатационной надежности и длительный срок службы. Абразивные круги блока абразивных кругов установлены послойно один над другим.
Инструмент для грубого шлифования в соответствии с пунктом 9 формулы изобретения является технологичным в изготовлении. Абразивные круги установлены простым способом один над другим, и смежные абразивные круги соединены вместе. Соединение происходит, в частности, путем адгезионного связывания. Предпочтительно, смежные абразивные круги соединены вместе во внутренней зоне соединения и не соединены в рабочей зоне, окружающей зону соединения. Таким образом, опорный корпус и блок абразивных кругов являются технологичными в изготовлении.
Инструмент для грубого шлифования в соответствии с пунктом 10 формулы изобретения обеспечивает технологичность изготовления. Первый абразивный круг прикреплен непосредственно к опорному корпусу, а второй абразивный круг прикреплен только к первому абразивному кругу. Таким образом, второй абразивный круг не соединен непосредственно с опорным корпусом, а соединен только косвенным образом. Соединение происходит, в частности, путем адгезионного связывания. Предпочтительно, абразивные круги имеют внутреннюю зону соединения, в которой первый абразивный круг соединен с опорным корпусом, а второй абразивный круг соединен с первым абразивным кругом, и рабочую зону, которая окружает зону соединения и с которой абразивные круги не соединены.
Инструмент для грубого шлифования в соответствии с пунктом 11 формулы изобретения обеспечивает длительный срок службы. Абразивные круги блока абразивных кругов предпочтительно не соединены в рабочей зоне, и они вплотную прилегают один к другому неразделимым образом. Так как по меньшей мере один абразивный круг не соединен в рабочей зоне, после отработки указанного абразивного круга его легко удаляют из процесса грубого шлифования. По меньшей мере один абразивный круг изготовлен с абразивным материалом в основании. Таким образом, абразивное шлифовальное зерно наносено на подложку или на основание с помощью связывающего вещества. После выработки абразивного шлифовального зерна в процессе шлифования достигается заданный уровень износа подложки или основания таким образом, что находящийся ниже абразивный круг или опорный корпус легко и быстро входит в контакт с заготовкой, подлежащей обработке. В результате достигается высокая интенсивность снятия материала и высокий уровень работоспособности инструмента для грубого шлифования. Рабочая зона по меньшей мере одного абразивного круга выполнена в основном в виде кольца или диска.
Инструмент для грубого шлифования в соответствии с пунктом 12 формулы изобретения обеспечивает высокую интенсивность снятия материала. В результате применения ориентированного абразивного шлифовального зерна достигаются высокий уровень и высокая интенсивность снятия материала. Это обеспечивает, в частности, эффективное использование инструмента для грубого шлифования. Абразивное шлифовальное зерно изготовлено, в частности, из алмаза, кубического нитрида бора, карбида кремния (SiC), природного корунда и/или искусственного корунда. Корунд является, например, цирконовым корундом и/или оксидом алюминия (Al2O3).
Инструмент для грубого шлифования в соответствии с пунктом 13 формулы изобретения обеспечивает высокий уровень эксплуатационной надежности. В результате использования элемента усиления абразивного круга достигается большая устойчивость на разрыв отдельных абразивных кругов. Элемент усиления абразивного круга прикреплен по меньшей мере к одному абразивному кругу по меньшей мере в рабочей зоне. Предпочтительно, элемент усиления абразивного круга прикреплен по меньшей мере к одному абразивному кругу по всей поверхности, т.е. и в рабочей зоне, и в соединительной зоне. Элемент усиления абразивного круга прикреплен, в частности, к задней стороне по меньшей мере одного абразивного круга. Предпочтительно, элемент усиления абразивного круга прикреплен к задней стороне абразивного круга с помощью связывающего вещества, например, фенольной смолы. В частности, элемент усиления абразивного круга прикреплен к каждому абразивному кругу. Например, элемент усиления абразивного круга соединен с задней стороной или нижней стороной абразивного круга с помощью смолы. Предпочтительно, все абразивные круги соединены с соответствующими элементами усиления абразивных кругов. Если необходимо, можно соединять только отдельные абразивные круги с элементами усиления абразивных кругов. Предпочтительно, элемент усиления абразивного круга прикреплен к задней стороне или нижней стороне по меньшей мере одного абразивного круга и/или внедрен в абразивный слой по меньшей мере одного абразивного круга. Связывающее вещество, в частности, смола для крепления элемента усиления абразивного круга служит также для крепления абразивного круга к опорному корпусу или к находящемуся ниже абразивному кругу.
Инструмент для грубого шлифования в соответствии с пунктом 14 формулы изобретения обеспечивает технологичность изготовления. По меньшей мере один абразивный круг изготовлен с абразивным материалом в основании. Основание содержит подложку для нанесения на нее абразивного шлифовального зерна. Подложка выполнена, в частности, из бумаги, вулканизированного волокна, нетканого материала и/или подкладочной ткани, например, тканого полотна и/или безуточного изделия. Абразивное шлифовальное зерно нанесено на подложку ориентированным и/или неориентированным способом. Абразивное шлифовальное зерно соединено с подложкой с помощью связующего вещества. Дополнительно на верхний слой или на связующее может быть нанесено абразивное шлифовальное зерно.
Инструмент для грубого шлифования в соответствии с пунктом 15 формулы изобретения обеспечивает технологичность изготовления и длительный срок службы. Подкладочная ткань является каркасной тканью, имеющей, в частности, по меньшей мере одну нить в основе и одно направление утка. Предпочтительно, подкладочная ткань выполнена в виде ткани из смешанных волокон полиэфир/хлопок.
Инструмент для грубого шлифования в соответствии с пунктом 16 формулы изобретения обеспечивает длительный срок службы. По меньшей мере один абразивный круг усилен наполнительной смолой таким образом, что снижается циклическая дисперсия по меньшей мере одного абразивного круга в процессе механической обработки заготовки. В результате резко выраженной циклической дисперсии абразивное шлифовальное зерно отрывается от основы до износа абразивного шлифовального зерна и достижения потенциала снятия материала. Дополнительно в результате вырывания абразивных шлифовальных зерен происходит ослабление слоя абразивного материала, так как смежные абразивные шлифовальные зерна более не поддерживают друг друга. В результате усиления предотвращается резко выраженная циклическая дисперсия. Усиление происходит абразивными кругами, выполненными из абразивного материала на основе с последующим внесением наполнительной смолы и отверждением наполнительной смолы. Наполнительная смола выбирается из группы, включающей термореактивные смолы, эластомеры, синтетические смолы и/или термопласты и их комбинации. Предпочтительно, наполнительная смола является термореактивной смолой, например, фенольной смолой. Абразивные круги могут быть легко выполнены или пропитаны наполнительной смолой после того, как они соединены с опорным корпусом или находящимся ниже абразивным кругом. Предпочтительно, по меньшей мере один абразивный круг погружают в ванну наполнительной смолы.
Инструмент для грубого шлифования в соответствии с пунктом 17 формулы изобретения обеспечивает высокий уровень эксплуатационной надежности и длительный срок службы. Предпочтительно, по меньшей мере один элемент усиления опорного корпуса и/или соответствующий элемент усиления абразивного круга выполнен из ткани, в частности, из стекловолоконной ткани.
Инструмент для грубого шлифования в соответствии с пунктом 18 формулы изобретения имеет длительный срок службы. По меньшей мере один абразивный слой соответствующего абразивного круга содержит абразивное шлифовальное зерно. Каждый абразивный круг может иметь абразивный слой на нижней стороне, обращенной к опорному корпусу, и/или на верхней стороне, обращенной в обратном от опорного корпуса направлении. Предпочтительно, все абразивные круги имеют абразивный слой на соответствующей верхней и/или нижней стороне. Абразивный слой соответствующего абразивного круга выполнен из идентичного абразивного шлифовального зерна или отличающегося абразивного шлифовального зерна. Далее, абразивный слой различных абразивных кругов выполнен из идентичного абразивного шлифовального зерна и/или отличающегося абразивного шлифовального зерна.
Дальнейшие признаки, преимущества и подробности изобретения будут понятными из нижеследующего описания нескольких примеров осуществления изобретения.
Краткое описание чертежей
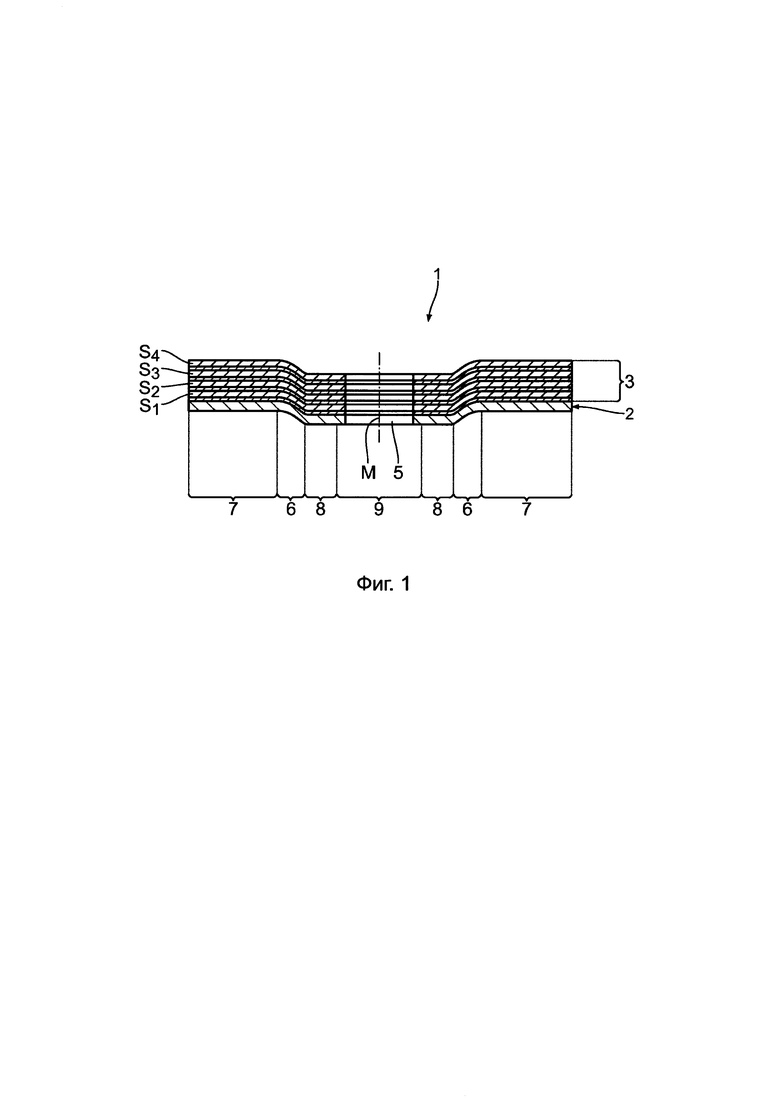
На фиг. 1 представлен схематический вид в разрезе инструмента для грубого шлифования в соответствии с первым примером осуществления изобретения.
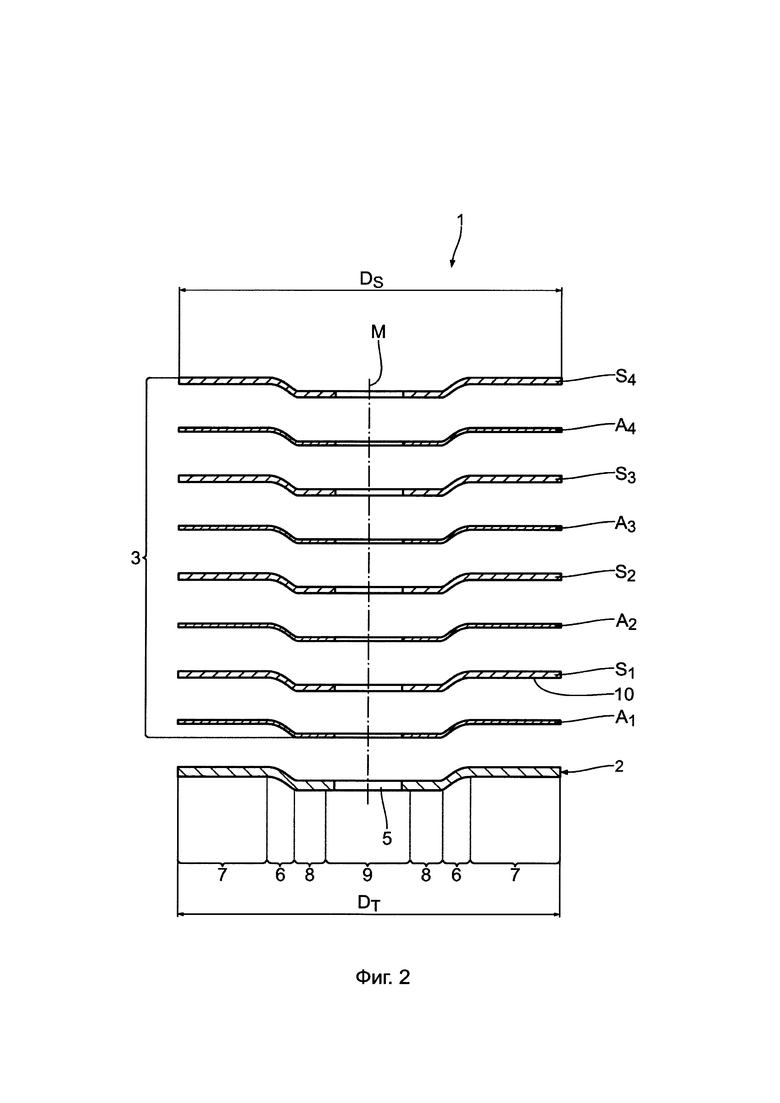
На фиг. 2 представлена покомпонентная иллюстрация инструмента для грубого шлифования, показанного на фиг. 1, для демонстрации его конструкции.
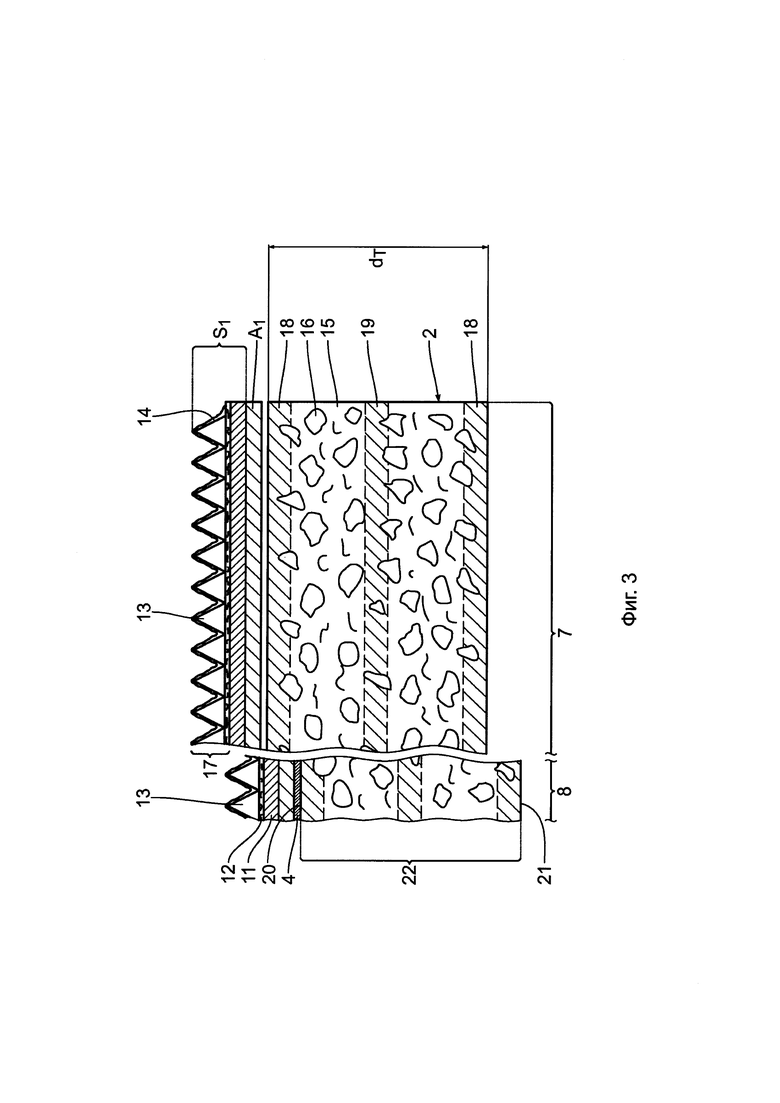
На фиг. 3 представлен увеличенный вид в разрезе опорного корпуса, первого абразивного круга и элемента усиления соответствующего первого абразивного круга инструмента для грубого шлифования, показанного на фиг. 1.
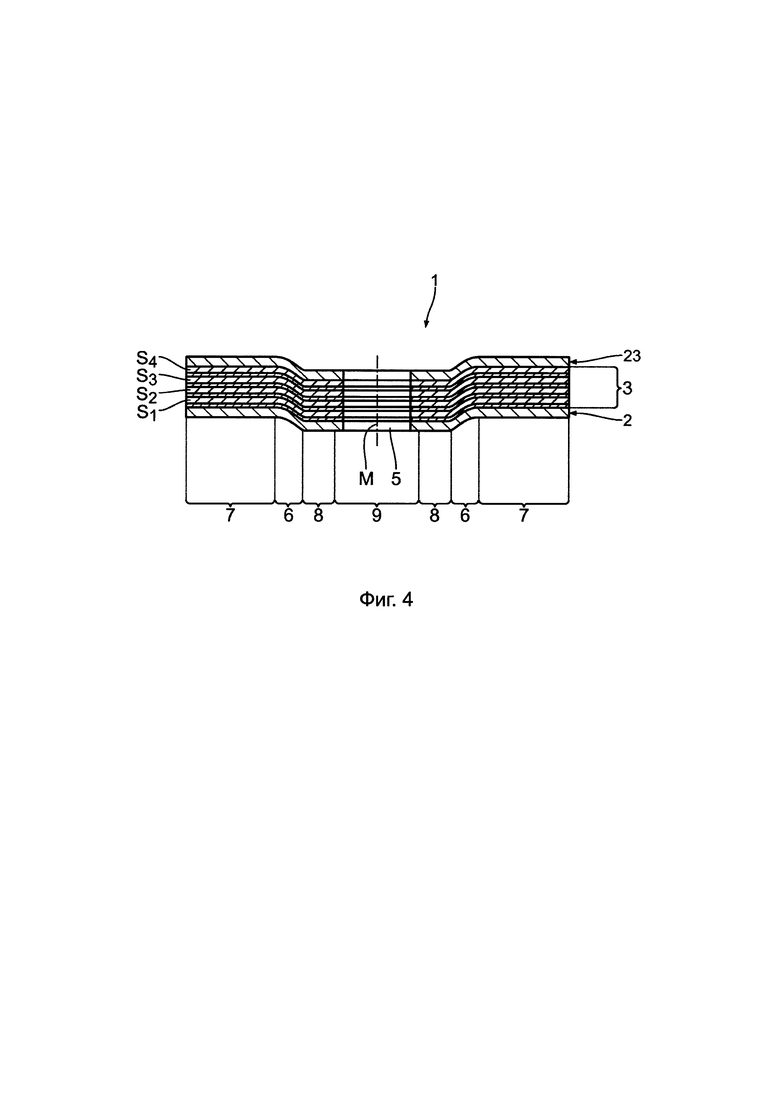
На фиг. 4 изображен схематический вид в разрезе инструмента для грубого шлифования в соответствии со вторым примером осуществления изобретения.
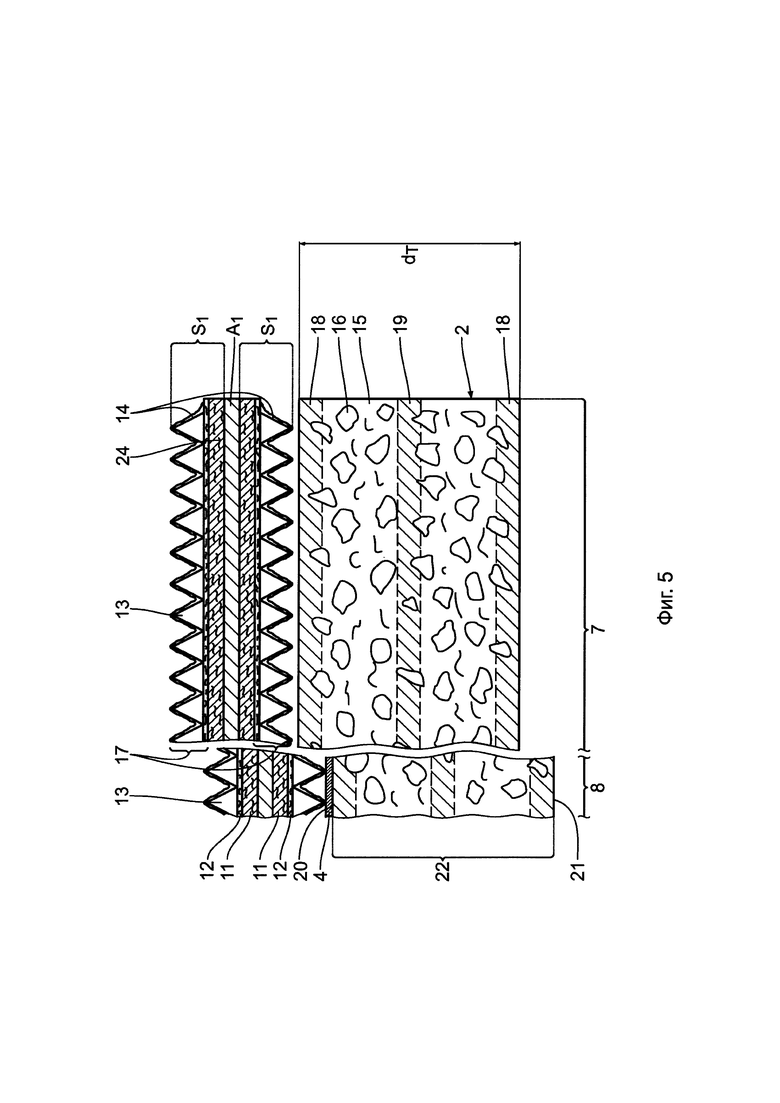
На фиг. 5 изображен увеличенный вид в разрезе опорного корпуса, первого абразивного круга и элемента усиления соответствующего первого абразивного круга инструмента для грубого шлифования, показанного на фиг. 1 или 4.
Первый пример осуществления изобретения описан ниже со ссылками на фиг. 1-3. Инструмент для грубого шлифования 1 выполнен в виде диска грубого шлифования и имеет опорный корпус 2 в форме диска или пластины и блок абразивных кругов 3. Опорный корпус 2 и блок абразивных кругов 3 образуют концентрично оси М сквозное отверстие 5 для крепления привода инструмента. Опорный корпус 2 выполнен с кольцевым уступом 6. Радиально за пределами уступа 6 образована планарная рабочая зона 7, при этом с внутренней стороны уступа 6 радиально расположены соединительная зона 8 и зажимная зона 9. Как альтернатива диск грубого шлифования может быть изготовлен в плоском виде.
Блок абразивных кругов 3 имеет N абразивных кругов S и связанные с ними элементы А усиления абразивных кругов, при этом относительно количества абразивных кругов N справедливо неравенство: 1≤N≤9, в частности, 2≤N≤8, в частности, 3≤N≤7. На Фиг. 2 показан, например, блок абразивных кругов 3, имеющий четыре абразивных круга и четыре связанных с ними элемента усиления абразивных кругов, при этом абразивные круги отдельно обозначены S1-S4, а связанные с ними элементы усиления абразивных кругов обозначены A1-А4. Каждый элемент усиления абразивного круга A1-А4 прикреплен к задней стороне 10 соответствующего связанного с ним абразивного круга S1-S4. Крепление происходит, например, по всей поверхности с помощью связывающего вещества, например, фенольной смолы. Каждый элемент усиления абразивного круга A1-А4 установлен по меньшей мере в рабочей зоне 7 соответствующего абразивного круга S1-S4 и прикреплен к задней стороне 10 по всей ее поверхности. Каждый элемент усиления абразивного круга A1-А4 является, например, тканью, выполненной из стекловолокна и/или из джутового волокна.
Первый абразивный круг S1 со связанным с ним элементом усиления первого абразивного круга A1 прикреплен к опорному корпусу 2 в соединительной зоне 8. Крепление происходит, в частности, путем адгезионного связывания. Например, в соединительной зоне 8 вблизи уступа 6 нанесен по окружности адгезионный слой 4, с помощью которого адгезивно закреплен первый абразивный круг S1, включающий связанный с ним элемент усиления A1 абразивного круга. Адгезионный слой 4 выполнен, в частности, из связующего вещества или смолы, используемых для крепления элемента усиления A1 абразивного круга к абразивному кругу S1.
Второй абразивный круг S2, включающий связанный с ним элемент усиления А2 второго абразивного круга, прикреплен к первому абразивному кругу S1 в соединительной зоне 8. Крепление происходит, в частности, путем адгезионного связывания. Например, соответствующим способом в соединительной зоне 8 вблизи уступа 6 по окружности нанесен адгезионный слой 4, с помощью которого происходит адгезионное связывание. Адгезионное связывание абразивного круга S2 с находящимся ниже абразивным кругом S1 происходит, в частности, с помощью связующего вещества или смолы, которые также используются для крепления элемента усиления А2 к абразивному кругу S2. Аналогичным способом третий абразивный круг S3 со связанным с ним элементом усиления А3 третьего абразивного круга прикреплен ко второму абразивному кругу S2, а четвертый абразивный круг S4 со связанным с ним элементом усиления А4 четвертого абразивного круга прикреплен к третьему абразивному кругу S3. Первый абразивный круг S1 со связанным с ним элементом усиления A1 абразивного круга прикреплен таким образом к опорному корпусу 2, а следующие абразивные круги S2-S4 со связанными с ними элементами усиления абразивных кругов А2-А4 прикреплены к соответствующим находящимся ниже абразивным кругам S1-S3. Абразивные круги S2-S4 со связанными с ними элементами усиления А2-А4 прикреплены таким образом не напрямую к опорному корпусу 2. В рабочей зоне 7 абразивные круги S1-S4 со связанными с ними элементами усиления абразивных кругов A1-А4 не закреплены и не соединены, а плотно лежат друг на друге в неламинированном состоянии.
Опорный корпус 2 имеет внешний диаметр DT опорного корпуса, а абразивные круги S1-S4 со связанными с ними элементами усиления A1-А4 имеют внешний диаметр абразивного круга DS, при этом предпочтительны следующие условия: 0,1⋅DS≤DT≤1,2⋅DS, в частности, 0,5⋅DS≤DT≤1,1⋅DS, и, в частности, 0,8⋅DS≤DT≤DS. В примере осуществления изобретения в соответствии с фиг. 2, например, DT≈DS.
Абразивные круги S1-S4 выполнены с абразивным материалом на основаниях. Абразивные круги S1-S4 содержат подложки 11, на которые нанесено ориентированное абразивное шлифовальное зерно 13 с помощью связывающего вещества 12. Верхний слой 14 нанесен на ориентированное абразивное шлифовальное зерно. Подложка 11 имеет заднюю сторону 10 для крепления соответствующего элемента усиления абразивного круга A1-А4. Связующее вещество 12 с абразивным шлифовальным зерном 13 и верхним слоем 14 образует соответствующий абразивный слой 17 абразивных кругов S1-S4. Абразивный слой 17 нанесен на верхнюю сторону, обращенную в противоположном направлении от опорного корпуса 2, соответствующего абразивного круга S1-S4. Как альтернатива или дополнительно, абрвеивный слой 17 может быть нанесен на нижнюю сторону, обращенную в сторону опорного корпуса 2. Предпочтительно, абразивный слой 17 нанесен и на верхнюю, и на нижнюю стороны, обеспечивая таким образом двустороннюю работу.
Подложка 11 выполнена, например, из бумаги, вулканизированного волокна, нетканого материала и/или подкладочной ткани. Предпочтительно, подкладочная ткань включает полиэфирное волокно, хлопковое волокно и/или стекловолокно. Подложка 11 выполнена, в частности, из ткани из смешанных волокон полиэфир/хлопок. Связывающее вещество 12 является, например, синтетической смолой, в частности, фенольной смолой. Ориентированное абразивное шлифовальное зерно 13 является, например, алмазным абразивным шлифовальным зерном. Абразивное шлифовальное зерно 13 выбирается, в частности, из алмаза, кубического нитрида бора, карбида кремния (SiC), природного корунда и/или искусственного корунда. Корунд является, например, цирконовым корундом и/или оксидом алюминия (Al2O3).
Опорный корпус выполнен с возможностью грубого шлифования. Он содержит абразивное шлифовальное зерно 16, связанное с помощью связывающего вещества 15, и элементы усиления опорного корпуса 18 и 19. Абразивное шлифовальное зерно 16, например, выбирается из алмаза, кубического нитрида бора, карбида кремния (SiC), природного корунда и/или искусственного корунда. Корунд является, например, цирконовым корундом и/или оксидом алюминия (Al2O3). Внешние элементы усиления опорного корпуса 18 расположены рядом с верхним слоем 20, обращенным к абразивному кругу S1, и нижним слоем 21, обращенным в противоположную сторону от абразивного круга S1, при этом внутренний элемент усиления опорного корпуса 19 внедрен, т.е. погружен в опорный корпус 2 и вдавлен в связующее вещество 15 и абразивное шлифовальное зерно 16. Опорный корпус 2 в направлении оси М имеет толщину dT, с которой опорный корпус 2 образует слой грубого шлифования или абразивный слой 22. Элементы усиления опорного корпуса 18, 19 предпочтительно выполнены в виде ткани. Ткань содержит, в частности, стекловолокно и/или джутовое волокно.
Второй пример осуществления изобретения описан ниже со ссылками на фиг. 4. В отличие от первого примера осуществления изобретения инструмент для грубого шлифования выполнен с обеспечением диска грубого шлифования вторым опорным корпусом 23, при этом блок абразивных кругов 3 расположен между первым опорным корпусом 2 и вторым опорным корпусом 23. Второй опорный корпус 23 выполнен идентично первому опорному корпусу 2. Второй опорный корпус 23 ориентирован аналогично первому опорному корпусу 2 и прикреплен в соединительной зоне 8 к последнему абразивному кругу S4. Крепление происходит, в частности, путем адгезионного связывания. Дополнительно абразивные круги S1-S4 пропитаны наполнительной смолой 24, которая упрочняет абразивные круги S1-S4 после отверждения. Таким образом, наполнительная смола 24 вносится дополнительно в абразивные круги S1-S4, выполненные из абразивного материала на основании. С этой целью инструмент для грубого шлифования 1, например, после закрепления абразивных кругов S1-S4 пропитывается наполнительной смолой 24, предпочтительно путем окунания в ванну с наполнительной смолой 24. Наполнительная смола 24 является, например, синтетической смолой, предпочтительно фенольной смолой. Наполнительная смола 24 пропитывает, в частности, подложку 11 и придает жесткость содержащимся в ней тканям. Относительно более подробной конструкции следует смотреть описание первого примера осуществления изобретения.
На фиг. 5 представлен третий пример осуществления изобретения, который является комбинируемым с первыми двумя примерами осуществления изобретения. Каждый из абразивных кругов S1-S4 в этом случае образует два абразивных слоя 17 таким образом, что каждый отдельный элемент усиления A1-А4 абразивного круга внедрен в связанный с ним абразивный круг S1-S4. Один из абразивных слоев 17 обращен в сторону опорного корпуса 2 или 23, при этом другой абразивный слой 17 обращен в противоположном от опорного корпуса 2 или 23 направлении. Это означает, что абразивный слой 17 формируется на верхней стороне и на нижней стороне соответствующего абразивного круга S1-S4. Это обеспечивает двустороннюю работу инструмента для грубого шлифования 1. Относительно более подробной конструкции следует смотреть описание первого примера осуществления изобретения.
Опорный корпус 2 или опорные корпуса 2, 23 в соответствии с изобретением служит (служат) для поддержки блока абразивных кругов 3 и в то же время сам (сами) служит (служат) для грубого шлифования. Поскольку абразивные круги S1-S4 со связанными с ними элементами усиления A1-А4 абразивных кругов не соединены в рабочей зоне 7 и вплотную лежат друг на друге в неламинированном состоянии, обеспечивается заданный износ таким образом, что абразивное шлифовальное зерно 13, которое постоянно не изнашивается, входит в процесс шлифования в ходе работы инструмента. В результате использования ориентированного абразивного шлифовального зерна 13 достигается высокая интенсивность снятия материала и высокий уровень работоспособности инструмента таким образом, что инструмент для грубого шлифования 1 также используется, в частности, при развернутых установочных углах с преимуществами в соответствии с изобретением. Сам опорный корпус 2 или сами опорные корпуса 2, 23 имеет (имеют) свойства инструмента для грубого шлифования, в частности, диска грубого шлифования. Инструмент для грубого шлифования 1 выполнен, например, в виде диска грубого шлифования или чашеобразного круга грубого шлифования. Если необходимо, можно использовать дополнительный бумажный разделительный слой между элементом усиления абразивного круга и одним из смежных абразивных кругов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА И ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2017 |
|
RU2731496C1 |
| ТРЕХСЛОЙНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2020 |
|
RU2795526C1 |
| Абразивный материал | 1987 |
|
SU1463459A1 |
| ЗЕРНИСТО-АБРАЗИВНЫЕ АГЛОМЕРАТЫ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, А ТАКЖЕ ИХ ИСПОЛЬЗОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2468907C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 2018 |
|
RU2771903C1 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU933431A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ НА ОСНОВЕ ВУЛКАНИЗИРОВАННОГО ВОЛОКНА | 2014 |
|
RU2671226C1 |
| АБРАЗИВНЫЕ ПЛАВЛЕНЫЕ ЗЕРНА | 2009 |
|
RU2523197C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2016 |
|
RU2664842C1 |
| ВЕЕРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2205102C2 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении инструментов для грубого шлифования, предназначенных, в частности, для ручных машинок. Инструмент содержит по меньшей мере один опорный корпус, имеющий абразивное шлифовальное зерно для грубого шлифования, сквозное отверстие для крепления привода инструмента и по меньшей мере один абразивный круг, выполненный с образованием соединительной зоны и рабочей зоны, окружающей соединительную зону. По меньшей мере один абразивный круг закреплен в соединительной зоне и не закреплен в рабочей зоне. В результате повышается срок службы инструмента и обеспечиваются технологичность его изготовления и высокая интенсивность снятия материала. 16 з.п. ф-лы, 5 ил.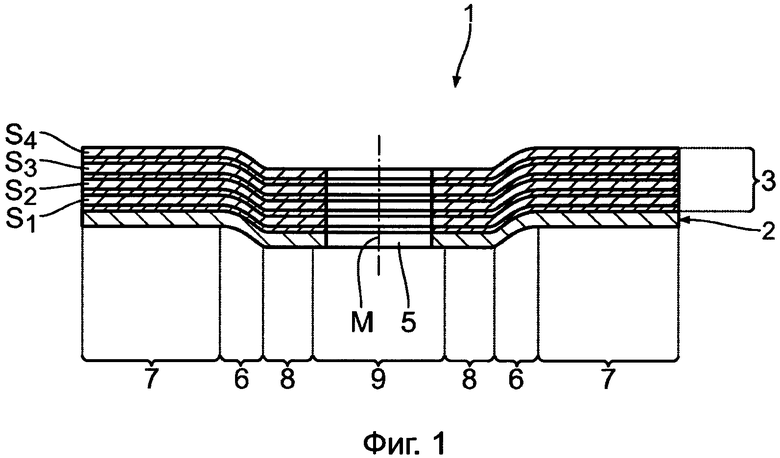
1. Инструмент для грубого шлифования, содержащий:
по меньшей мере один опорный корпус (2, 23), имеющий абразивное шлифовальное зерно (16) для грубого шлифования,
и сквозное отверстие (5) для крепления привода инструмента, отличающийся тем, что он содержит
по меньшей мере один абразивный круг (S1-S4), причем по меньшей мере один абразивный круг (S1-S4) выполнен с образованием соединительной зоны (8) и рабочей зоны (7), окружающей соединительную зону (8), при этом по меньшей мере один абразивный круг (S1-S4) закреплен в соединительной зоне (8) и не закреплен в рабочей зоне (7).
2. Инструмент для грубого шлифования по п. 1, в котором опорный корпус (2, 23) выполнен с абразивной зоной (22), содержащей абразивное шлифовальное зерно (16), связанное с помощью связывающего вещества (15).
3. Инструмент для грубого шлифования по п. 1 или 2, в котором опорный корпус (2, 23) включает по меньшей мере один элемент (18) усиления опорного корпуса, расположенный, в частности, рядом с верхней стороной (20) и/или нижней стороной (21) опорного корпуса (2, 23).
4. Инструмент для грубого шлифования по п. 3, в котором по меньшей мере один элемент усиления(19) опорного корпуса внедрен в абразивную зону (22).
5. Инструмент для грубого шлифования по любому из пп. 1-4, в котором опорный корпус (2, 23) выполнен с внешним диаметром опорного корпуса DT, а по меньшей мере один абразивный круг (S1-S4) выполнен с внешним диаметром абразивного круга DS, при этом 0,1DS≤DT≤1,2DS, в частности 0,5 DS≤DT≤1,1DS или 0,8DS≤DT≤1,0DS.
6. Инструмент для грубого шлифования по любому из пп. 1-5, в котором опорный корпус (2, 23) выполнен в виде диска и, в частности, имеет уступ (6).
7. Инструмент для грубого шлифования по любому из пп. 1-6, в котором по меньшей мере один абразивный круг (S1-S4) установлен между первым опорным корпусом (2) и вторым опорным корпусом (23).
8. Инструмент для грубого шлифования по любому из пп. 1-7, в котором для количества N абразивных кругов (S1-S4) выполнено условие: 1≤N≤9, в частности 2≤N≤8 или 3≤N≤7.
9. Инструмент для грубого шлифования по любому из пп. 1-8, в котором абразивные круги (S1-S4) установлены один над другим, при этом первый абразивный круг (S1) прикреплен к первому опорному корпусу (2), а каждый последующий абразивный круг (S2-S4) прикреплен к нижележащему абразивному кругу (S1-S3).
10. Инструмент для грубого шлифования по любому из пп. 1-9, в котором первый абразивный круг (S1) прикреплен к первому опорному корпусу (2), а второй абразивный круг (S2) прикреплен к первому абразивному кругу (S1).
11. Инструмент для грубого шлифования по любому из пп. 1-10, в котором по меньшей мере один абразивный круг (S1-S4) содержит ориентированные абразивные шлифовальные зерна (13).
12. Инструмент для грубого шлифования по любому из пп. 1-11, в котором элемент усиления абразивного круга (A1-А4) прикреплен по меньшей мере к части поверхности по меньшей мере одного абразивного круга (S1-S4).
13. Инструмент для грубого шлифования по любому из пп. 1 - 12, в котором по меньшей мере один абразивный круг (S1-S4) содержит подложку (11) с прикрепленными к ней абразивными шлифовальными зернами (13), при этом подложка (11) выполнена, в частности, из бумаги, вулканизированного волокна, нетканого материала и/или подкладочной ткани.
14. Инструмент для грубого шлифования по п. 13, в котором подкладочная ткань содержит полиэфирное волокно, хлопковое волокно и/или стекловолокно и, в частности, смесь полиэфир/хлопок.
15. Инструмент для грубого шлифования по любому из пп. 1-14, в котором по меньшей мере один абразивный круг (S1-S4) усилен наполнительной смолой (24).
16. Инструмент для грубого шлифования по любому из пп. 3-15, в котором по меньшей мере один элемент (18, 19) усиления опорного корпуса и/или элемент усиления абразивного круга (A1-А4) содержит стекловолокно и/или джутовое волокно.
17. Инструмент для грубого шлифования по любому из пп. 1-16, в котором по меньшей мере один абразивный круг (S1-S4) в каждом случае содержит по меньшей мере один абразивный слой (17), нанесенный, в частности, на верхнюю сторону и/или нижнюю сторону по меньшей мере одного абразивного круга (S1-S4).
| КЕТОГЕННАЯ ДИЕТА | 2007 |
|
RU2433748C2 |
| EP 1993786 A2, 26.11.2008 | |||
| RU 2010132291 A, 10.02.2012 | |||
| RU 2060145 C1, 20.05.1996. | |||

