Изобретение относится к способу изготовления плоских или выпуклых стеклоплит с высокой прочностью на растяжение при изгибе, причем стеклоплиты сначала подвергают термической или химической закалке, а затем осуществляют их теплообработку при температуре ниже температуры перехода стекла в хрупкое состояние, а также к применению способа изготовления безопасных и огнезащитных безопасных остеклений.
Стеклоплиты этого рода находят применение для остекления фасадов, в качестве закаленных стекол для окон или дверей, а также в качестве частей светопроницаемых строительных элементов, образующих ограничения, например стены помещений. Стеклоплиты используют при этом известным образом в виде отдельных стекол или в комбинации с несколькими стеклами в виде многослойных или изолирующих остеклений. Во всех случаях применения, где требуется повышенная механическая или термическая стойкость стекла, необходимо подвергать стеклоплиты закалке. Такие способы закалки известны, причем термозакалка описана, например, в патенте ФРГ N 3611844 C2. У безопасных остеклений закалка вызывает повышение прочности против разрушения, а в случае возможного разрушения - уменьшение опасности ранения осколками. У огнезащитных остеклений достигнутая закалкой повышенная прочность вызывает повышение термостойкости и тем самым повышение безопасности в случае пожара, когда стекло частично нагревается. Известно, что для подобных остеклений применяют алюмосиликатные, боросиликатные или натриево-известковые стекла. Поскольку для различных случаев применения с помощью закалки еще не достигается достаточная механическая прочность, необходимо принять дополнительные меры, соединяя отдельные стеклоплиты в стеклопакеты, как это известно, например, из европейского патента N 0219801 B1, или применять специальные рамные профили и уплотнительные материалы, описанные, например, в заявке Швейцарии N 658099 A5, или в сочетании с названными технологиями, например, в европейской заявке N 05287681 A1. Эти дополнительные меры необходимы, в частности, у огнезащитных остеклений, с тем чтобы при постоянной стойкости к колебаниям температуры внутри стекла обеспечить минимально возможную разность температур. Стойкость к колебаниям температуры является, как известно, мерой максимально допустимой разности температур внутри стекла.
Из практики, однако, известно, что даже при применении всех этих названных технологий у остеклений с закаленными стеклоплитами уже при изготовлении или по истечении короткого или длительного времени возникают спонтанные разрушения. Это описано в журнале "Швайцер Алюминиум Рундшау", N 12, 1972 г. , с. 383 и далее. Из этой публикации и из практики известно, что число спонтанных разрушений можно уменьшить, если закаленные стекла по окончании процесса закалки подвергнуть теплообработке, так называемому испытанию горячей выдержкой, известному как "heat-soak-test". Например, натриево-известковое стекло для закалки в процессе изготовления нагревают в зависимости от состава стекла до температуры 500-700oC, а затем обе наружные поверхности стекла быстро охлаждают, например холодным воздухом. Закаленное таким образом стекло подвергают после этого испытанию "heat-soak-test", нагревая его в течение около 3 ч до 240oC. Во время этой теплообработки, согласно приведенному выше описанию, разрушаются стекла, содержащие включения сульфида никеля. Термообработку, или испытание "heat-soak-test", проводят обычно при температуре около 250oC, поскольку при более высоких температурах закалка стекла заметно ухудшается. Уже предлагались температуры до макс. 290oC, однако из-за ухудшения закалки и тем самым снижения стойкости к колебаниям температуры они нашли на практике лишь ограниченное применение. Уже при температурах теплообработки ниже 250oC происходит ухудшение закалки стекла, достигнутой на предыдущем этапе способа. Однако благодаря уменьшению числа последующих спонтанных разрушений с этим ухудшением приходится мириться. Предупреждение спонтанных разрушений имеет большое значение, в частности, при отделке фасадов.
Вместо термического способа стеклоплиты могут быть подвергнуты закалке также известными химическими способами. При этом на поверхности стекла происходит ионообмен, оказывающий давление на нее. При изготовлении стеклоплит способ химической закалки применяется мало, поскольку он дорог, а закаленный поверхностный слой относительно тонок.
Наиболее близким к предложенному изобретению по технической сущности и достигаемому результату является способ упрочнения стекла путем химической закалки в расплаве соли с последующей теплообработкой при 300-400oC в течение 0,5-24 час и повторной химической закалкой в расплаве соли при температуре на 50-150oC выше температуры теплообработки в течение 2-6 часов (SU 1244120 A1). Однако указанный способ дает очень тонкий упрочненный поверхностный слой.
Задачей настоящего изобретения является поэтому создание способа изготовления стеклоплит, имеющих более высокую прочность на растяжение при изгибе, благодаря чему достигается также повышенная термостойкость. В то же время способ должен обеспечивать уменьшение вероятности спонтанных разрушений. При использовании одинаковых сортов стекла и/или одинаковых структур стекла должно достигаться более продолжительное время сопротивления в случае пожара и в целом более высокий запас прочности. Способ должен быть применим для боросиликатных и натриево-известковых стекол.
Эта задача решается посредством признаков отличительной части пункта 1 формулы. Предпочтительные усовершенствования изобретения описаны признаками зависимых пунктов формулы.
При осуществлении способа согласно изобретению стеклоплиты сначала подвергают термической закалке, а затем теплообработке, после чего стеклоплиты, которые выдержали теплообработку без разрушений, на дополнительном этапе способа еще раз подвергают термической закалке. Каждую стеклоплиту на следующих друг за другом этапах способа подвергают закалке по меньшей мере дважды, причем между каждыми двумя процессами закалки проводят теплообработку. В качестве исходного материала для стеклоплит пригодны любые стекла с коэффициентом линейного расширения L в диапазоне 3,0-9,5•10-6 K-1 и модулем упругости E в диапазоне 6,0-9,0•104 Н/мм2. При этом применение способа ориентировано на стекла, которые по окончании процесса изготовления имеют включения, например, в виде сульфида никеля или другие неоднородности, такие как посторонние кристаллы, трещины, пузыри или свищи. Существенное преимущество способа согласно изобретению состоит в том, что теплообработка может быть проведена при более высоких температурах, а снижение прочности на растяжение при изгибе за счет более высоких температур компенсируется дополнительным этапом способа, а именно последующей повторной закалкой. Теплообработка при более высоких температурах позволяет выбраковывать большее число стеклоплит с включениями или неоднородностями и тем самым значительно уменьшить опасность последующих спонтанных разрушений. Неожиданным образом оказалось, что за счет повторной закалки после теплообработки может быть достигнута более высокая прочность на растяжение при изгибе, вследствие чего соответственно выше стойкость к колебаниям температуры внутри стекол, изготовленных способом согласно изобретению. Если известными способами обычные натриево-известковые стекла подвергают, например, термозакалке и последующей теплообработке в рамках испытания "heat-soak-test", то в стеклоплитах, не разрушившихся во время испытания, можно констатировать средний предел прочности на растяжение при изгибе 120-150 Н/мм2. Термозакалку проводят при этом путем нагрева до температуры 600-850oC и последующего охлаждения. При применении способа согласно изобретению с двукратной закалкой и промежуточной или последующей теплообработкой не разрушившиеся стеклоплиты имеют предел прочности на растяжение при изгибе мин. 180 Н/мм2, а в среднем 207 Н/мм2. Кроме того, использование более высокой температуры теплообработки значительно уменьшает остаточную вероятность последующих спонтанных разрушений стеклоплит, и достигается вероятность отказа менее 5% в течение первых 10 минут пожара. Теплообработку между обоими процессами закалки проводят при температурах выше 300oC. Стеклоплиты подвергают, например, при температуре 310±10oC выдержке в течение по меньшей мере 2 часов, в среднем около 9 часов. Значение температуры теплообработки и ее продолжительность зависят при этом от состава стекла и отчасти от требуемого стандарта безопасности. Операция теплообработки согласно изобретению охватывает не только стеклоплиты с включениями сульфида никеля, но и стеклоплиты с другими неоднородностями, поскольку эти стеклоплиты во время теплообработки разрушаются и исключаются из производственного процесса. Способ согласно изобретению имеет также то преимущество, что термозакалку можно проводить в известном температурном интервале, т.е. путем нагрева до температуры в интервале между температурой перехода стекла в хрупкое состояние и температурой плавления соответствующего сорта стекла и последующего охлаждения. Согласно известному уровню техники, ожидается, что могут быть достигнуты более высокие значения твердости или прочности стекла, если его нагреть до более высокой температуры и соответственно сильнее охладить. Способом согласно изобретению этого делать необязательно, а закалку можно проводить при тех же температурах, что и при применении прежних известных способов, однако тем не менее достигаются значения предела прочности на растяжение при изгибе, которые по меньшей мере на 25% и более выше значений, полученных прежними способами.
Другое преимущество способа согласно изобретению достигается при содержании в стеклах оксида железа (Fe2O3) макс. 0,02 мас.%. Содержание других красящих оксидов целесообразно ограничить до макс. 0,01 мас.%. Стекла этого рода медленнее нагреваются за счет теплового излучения и имеют сами по себе более высокую стойкость к колебаниям температуры внутри стекла или более высокий коэффициент теплового напряжения, чем стекла с повышенным содержанием оксида железа или других оксидов, в частности оксидов металлов. Таким образом благодаря способу согласно изобретению можно оптимизировать желаемую, а также достигнутую прочность стекол на растяжение при изгибе. За счет того, что стеклоплиты, по меньшей мере, на участке поверхности или сплошь окрашивают красящими оксидами или, по меньшей мере, на одну сторону наносят покрытие, обеспечивается возможность влияния на свето- и/или теплопроницаемость стеклоплит. Благодаря этому можно приспособить обработанные согласно изобретению стеклоплиты к определенным целям применения, например, тогда, когда требуется уменьшить пропускание солнечного излучения или увеличить отражение теплового излучения. Для увеличения отражения предпочтительно нанести, по меньшей мере, на одну сторону стеклоплиты покрытие с эмиссионной способностью по меньшей мере 4%. Под эмиссионной способностью понимают отраженную долю энергии, согласно определению европейского стандарта pnEN 673.
У стеклоплит с нанесенным на поверхность покрытием предпочтительно удалить это покрытие в виде полос вдоль кромок. Ширина этих полос составляет от кромки приблизительно под прямым углом к средней зоне стеклоплиты, по меньшей мере, 5 мм. Удаление покрытия вызывает улучшение теплоперехода в зоне краевого обрамления остеклений. Этим, например в случае пожара, уменьшается разность температур между краевыми и средней зонами стеклопанели и тем самым опасность разрушения. Целесообразно удалить покрытие такой же ширины, какой остекление закрыто рамным профилем. Эта ширина соответствует, по меньшей мере, ширине вставленного в рамный профиль края стекла.
Поскольку при нарезке стеклоплит на кромках и в зоне кромок образуются неровности и волосяные трещины, стеклоплиты, используемые для безопасных и/или огнезащитных остеклений, подвергают обработке в зоне кромок. Эта обработка, осуществляемая шлифованием и/или полированием, имеет целью устранение неровностей и волосяных трещин. При осуществлении способа согласно изобретению эту обработку проводят перед началом первого этапа способа, а именно первого процесса закалки, причем обработку зон кромок или самих кромок проводят, согласно изобретению, с помощью шлифовальных устройств, которые создают на поверхности листового стекла минимальное давление прижима 2,5 бар. Одновременно с этим стеклоплиту во время обработки перемещают мимо обрабатывающих инструментов с минимальной скоростью подачи 1,7 м/мин, а в качестве шлифовальной жидкости используют воду без абразивных добавок. Поскольку шлифовальная жидкость состоит из воды без добавок, ее можно простым образом очистить, благодаря чему не образуются трудно утилизуемые отходы и отпадают затраты на дополнительные абразивные добавки. По сравнению с прежними способами обработки заданная комбинация воды в качестве шлифовальной жидкости с минимальными скоростями подачи, а также давлениями прижима обеспечивает лучшее качество зон кромок, что способствует дополнительному уменьшению вероятности разрушения стеклоплит, обрабатываемых способом согласно изобретению.
Особые преимущества возникают при применении способа согласно изобретению или изготовленных согласно изобретению стеклоплит для изготовления огнестойких безопасных или многослойных безопасных остеклений. Подобные остекления состоят, по меньшей мере, из одной стеклоплиты. Для достижения более высоких значений безопасности или стойкости несколько стеклоплит объединяют в пакет, причем они известным образом находятся в непосредственном контакте между собой или расположены на расстоянии друг от друга и при необходимости могут быть также комбинированы с дополнительными защитными слоями из других материалов. Эти остекления имеют краевые зоны, охватываемые крепежной рамой или взаимодействующие с креплениями. Использование стеклоплит согласно изобретению обеспечивает при изготовлении подобных остеклений заметное уменьшение опасности спонтанных разрушений, увеличение запаса надежности и значительное повышение термостойкости. В случае пожара остекления согласно изобретению имеют более продолжительное время сопротивления и могут быть отнесены к более высоким классам надежности.
Сущность изобретения более подробно поясняется на чертеже, на единственной фигуре которого изображена диаграмма температура-время с характеристикой процесса теплообработки стеклоплит известным способом "heat-soak-test" и способом согласно изобретению. На оси 5 абсцисс нанесена температура в oC, а на оси 6 ординат - время в часах. Кривые 1, 2 заключают между собой область, проходимую при испытании "heat-soak-test" согласно уровню техники. Область, заключенная между кривыми 3, 4, обозначает ход процесса теплообработки согласно изобретению. За этапом нагрева следует этап выдержки, а за ним - этап охлаждения. При традиционном испытании "heat-soak-test" на этапе выдержки применяют обычно температуру 250oC. По сравнению с этим в изображенном примере способа согласно изобретению теплообработка происходит на этапе выдержки в интервале температур, например, 300-320oC, а время выдержки составляет почти 9 часов.
Преимущества способа согласно изобретению по сравнению с уровнем техники можно показать на последующих примерах. Стеклоплиты изготовляют четырьмя различными способами, после этого определяют предел прочности на растяжение при изгибе, а затем при пожарном испытании - характер разрушений изготовленных по-разному стеклоплит. При этом во всех четырех примерах используют натриево-известковые стекла (флоатстекло) толщиной 6 мм.
Пример 1.
Известным образом на стеклопанели размером 3,2х6 м толщиной 6 мм вырезали 15 стекол размером 360 х 1100 мм, кромки шлифовали и полировали, а также промывали и стекла подвергали термозакалке в следующем режиме: температура печи 680oC, время выдержки 100 с, время охлаждения 100 с. Средний предел прочности на растяжение при изгибе (δBZ), измеренный на 10 выбранных закаленных стеклах, составлял 135 Н/мм2. Закалку проводили известным образом в закалочной печи обычной конструкции.
Пример 2.
Из стеклопанели размером 3,2х6 м толщиной 6 мм вырезали 15 стекол размером 360 х 1100 мм, кромки шлифовали и полировали, а также промывали и стекла подвергали термозакалке в следующем режиме: температура печи 690oC, время выдержки 111 с, время охлаждения 111 с. Затем 15 закаленных стекол известным образом подвергали изображенному испытанию "heat-soak-test" согласно заключенной между кривыми 1, 2 области температура-время, причем одно стекло в процессе испытания разрушилось. Средний предел прочности на растяжение при изгибе δBZ, измеренный на 10 выбранных закаленных стеклах, составлял 148 Н/мм2.
Пример 3.
Из стеклопанели размером 3,2х6 м толщиной 6 мм вырезали 15 стекол размером 360 х 1100 мм, кромки шлифовали и полировали, а также промывали и стекла подвергали термозакалке в следующем режиме: температура печи 690oC, время выдержки 111 с, время охлаждения 111 с. Затем 15 закаленных стекол подвергали теплообработке на более высоком температурном уровне в соответствии с заключенной между кривыми 3, 4 области температура-время, причем три стекла в процессе теплообработки разрушились. Средний предел прочности на растяжение при изгибе δBZ, измеренный на 10 выбранных закаленных стеклах, составлял 145 Н/мм2.
Пример 4.
Этот пример относится к стеклоплитам, изготовляемым способом согласно изобретению. Для этого из стеклопанели размером 3,2х6 мм толщиной 6 мм вырезали 15 стекол размером 360 х 1100 мм, кромки шлифовали и полировали, а также промывали и стекла подвергали термозакалке в следующем режиме: температура печи 690oС, время выдержки 111 с, время охлаждения 111 с. Затем 15 закаленных стекол подвергали теплообработке согласно изобретению, соответствующей заключенной между кривыми 3, 4 области температура-время. В процессе этой теплообработки 4 стекла разрушились. Не разрушившиеся 11 стекол подвергали повторной закалке в следующем режиме: температура печи 690oC, время выдержки 111 с, время охлаждения 111 с. Средний предел прочности на растяжение при изгибе δBZ, измеренный на 10 выбранных закаленных стеклах, составлял 207 Н/мм2.
Для последующих пожарных испытаний четырьмя способами, согласно примерам 1-4, изготовляли по пять стеклоплит размером 1200 х 2000 мм толщиной 6 мм. Эти стекла вставляли каждое в крепежную раму из одинаковых стальных профилей и с постоянной шириной края в раме 12±1 мм, после чего известным образом проводили пожарные испытания. Во время этих пожарных испытаний из каждых пяти стекол в течение первых 5 минут разрушились четыре стекла, изготовленных согласно примеру 1, три стекла, изготовленных согласно примеру 2, также три стекла, изготовленных согласно примеру 3, однако ни одного из стекол, изготовленных согласно примеру 4.
Полученные в примере 1 низкие средние δBZ значения объясняются тем, что из выбранного количества стеклоплит все имели дефекты. Эти стекла разрушаются при значительно меньших нагрузках, поэтому среднее значение также ниже, чем у стекол согласно примеру 2.
Из характеристики среднего предела прочности на растяжение при изгибе δBZ в примерах 2, 3 хорошо видно, что он уменьшается за счет теплообработки, или испытания "heat-soak-test" тем сильнее, чем выше температура. При проведении испытания "heat-soak-test" на более высоком температурном уровне разрушается больше стекол, чем в примере 2, и одновременно значительно уменьшается значение оставшихся целых стекол. По этой причине до сих пор обычно не применялись температуры выше 250oC. Сравнение результатов примера 4 с результатами примеров 1-3 ясно показывает, что изготовленные способом согласно изобретению стеклоплиты имеют в примере 4 самые высокие значения δBZ при весьма значительном устранении имеющихся внутри стекла неоднородностей. Еще заметнее существенное усовершенствование и преимущество способа согласно изобретению при сравнении результатов пожарных испытаний стекол, изготовленных согласно примерам 1-4. Следствием является более высокое значение и более высокая термостойкость. Уже одно это представляет собой значительное увеличение запаса прочности и температуростойкости. Благодаря дополнительной выбраковке стеклоплит с неоднородностями уменьшается вероятность отказов, поэтому стеклоплиты и остекления, изготовленные способом согласно изобретению, могут выдерживать также значительно большие нагрузки.
Другие преимущества способа изготовления подвергаемых высокой термозакалке и механически высокопрочных стекол с высокими значениями δBZ заключаются в простоте расчета и осуществлении этапов производства или способа и высокой по сравнению с обычными способами воспроизводимости в отношении δBZ и термостойкости. Вследствие этого стеклами, изготовленными согласно настоящему изобретению, можно последовательно и потому экономично производить остекление, а вероятность отказов стекол, т.е. разрушение, которого следует опасаться в первые 10 минут стандартных пожарных испытаний и при пожарах, лежит в пределах 5%-ной нормы.
Для повышения прочности стеклоплит на растяжение при изгибе их подвергают термической закалке. Затем для уменьшения опасности спонтанных разрушений стеклоплит закаленные плиты подвергают последующей теплообработке. Стеклоплиты подвергают закалке по меньшей мере второй раз и повторной теплообработке. По меньшей мере вторую теплообработку проводят при этом при более высоких температурах, чем обычно. Техническая задача изобретения - повышение прочности на растяжение при изгибе и уменьшение склонности к спонтанным разрушениям. 15 з.п. ф-лы, 1 ил.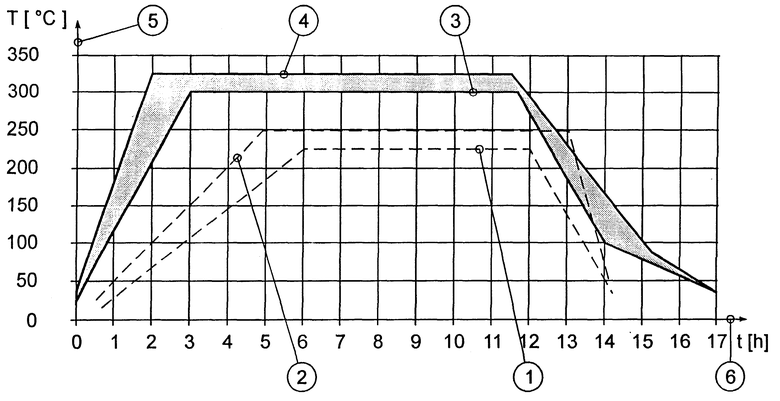
| Способ упрочнения стекла | 1983 |
|
SU1244120A1 |
| Способ обработки стекла | 1983 |
|
SU1255600A1 |
| ЭНДОПРОТЕЗ СУСТАВА ПАЛЬЦА КИСТИ | 1995 |
|
RU2113831C1 |
| Звуковой спектрограф | 1949 |
|
SU78488A1 |
| СПОСОБ ЗАКАЛКИ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ | 0 |
|
SU295248A1 |

