Изобретение относится к сварочному оборудованию и может быть использовано в машиностроении для резки металлоконструкций.
Известен машинный резак для газокислородной резки металлов, содержащий головку, в которой выполнены отверстия соответственно подачи подогревающего и режущего кислорода и горючего газа и размещен смеситель, который сопряжен с головкой по конической поверхности с образованием кольцевых камер подвода соответственно подогревающего кислорода и горючего газа. В этом устройстве стойкость против обратных ударов получают смешением горючего газа и подогревающего кислорода непосредственно в кольцевом зазоре между наружным и внутреннем мундштуками. В кольцевой зазор подогревающий кислород и горючий газ подают через выполненные в головке соответствующие калиброванные отверстия. В устройстве предложено параметры кольцевого зазора подбирать в соответствии с диаметром калиброванного отверстия подачи горючего газа. (см. пат. RU № 2113949, кл. В23К 7/00, 1998 г.).
Однако в устройстве не предложено оптимальное соотношение параметров калиброванных отверстий подачи соответственно горючего газа, подогревающего кислорода, в соответствии с параметрами выходных каналов подачи горючей смеси, что ведет к снижению качества получаемой горючей смеси и к недостаточно эффективному нагреву металла перед резкой и к повышенному расходу газов.
К тому же, на практике малейшее нарушение центровки составных мундштуков приводит к искажению кольцевой формы зазора, к увеличению его ширины с одной из сторон, к резким падениям давления в зазоре с нарушением ламинарных потоков подачи горючей смеси и режимов резания, а при обратных ударах - к возможности проскоков пламени внутрь кольцевого зазора мундштука и далее внутрь резака, к быстрому выгоранию и выходу резака из строя.
В резаке для кислородной резки металлов, описанном в пат. RU № 2149085, кл. В23К 7/06 (опубл. 2000 г.), в головке выполнены отверстия для подвода подогревающего и режущего кислорода и горючего газа и расположен смеситель, сопряженный с наружным и внутренним мундштуками с плоским прилеганием. Мундштуки закреплены на головке накидной гайкой. В этом устройстве на нижней части внутреннего мундштука, имеющей цилиндрическую форму, выполнены шлицы прямоугольной формы.
Однако при частой смене мундштуков в устройстве наблюдается износ уплотняющих поверхностей сопряжения мундштуков с головкой, что ведет к перетечке газов в полости с пониженным давлением, к обратным ударам, и к взрывам и к аварийной ситуации.
Наиболее близким аналогом является резак для резки металла, содержащий головку с отверстиями подачи соответственно подогревающего, режущего кислорода и горючего газа, со смесителем, который сопряжен с головкой по конической поверхности и включает «n» цилиндрических полостей для смешения, раздельные кольцевые камеры подвода соответственно подогревающего кислорода и горючего газа с «n» соответствующими выходами и канал подачи режущего кислорода, сопряженный со смесителем и скрепленный с головкой накидной гайкой наружный мундштук, соосно установленный в нем внутренний мундштук, выполненный со шлицами в нижней части, образующий с наружным мундштуком кольцевой цилиндрический канал и шлицевые каналы подачи горючей смеси и имеющий соосно расположенный в нем канал подачи режущего кислорода, причем входы расположенных в головке отверстий сообщены с соответствующими выходами средства для подвода к головке подогревающего и режущего кислорода и горючего газа (см. пат. RU № 2095209, фиг.3, кл. В23К 7/06, опубл. 1998 г.).
В этом устройстве, как и в описанном выше аналоге, внутренний мундштук выполнен цилиндрическим ступенчатым и имеет больший диаметр в верхней части и меньший - в нижней части. Верхняя часть внутреннего мундштука образует с наружным мундштуком цилиндрический канал подачи горючей смеси. Шлицы выполнены на цилиндрической нижней части внутреннего мундштука, которая образует с цилиндрической внутренней поверхностью наружного мундштука шлицевые каналы. В устройстве цилиндрический канал и шлицевые каналы сообщены с резким переходом. Это ведет к резкому сбросу давления горючей смеси в месте перехода, к образованию зоны пониженного давления, к неустойчивой работе и к выгоранию мундштуков.
К тому же, предложенное в устройстве соотношение параметров смесителя и средств подачи горючей смеси получено экспериментально и не позволяет получить наилучшие режимы перемешивания горючего газа с подогревающим кислородом различного давления и наилучшие режимы резания с учетом формы профиля и расположения шлицевых каналов, что ухудшает состав горючей смеси, снижает ее качество, ухудшает качество реза и ведет к обратным ударам.
Задачей предложенного технического решения является повышение надежности и долговечности путем улучшения качества горючей смеси и качества реза, исключения прогаров мундштука при обратных ударах пламени и опасности аварийной ситуации при одновременном увеличении устойчивости горения пламени, повышении скорости резания.
Для решения поставленных задач в предложенном резаке для резки металла, содержащем головку с отверстиями подачи соответственно подогревающего, режущего кислорода и горючего газа, со смесителем, который сопряжен с головкой по конической поверхности и включает «n» цилиндрических полостей для смешения, раздельные кольцевые камеры подвода соответственно подогревающего кислорода и горючего газа с «n» соответствующими выходами и канал подачи режущего кислорода, сопряженный со смесителем и скрепленный с головкой накидной гайкой наружный мундштук, соосно установленный в нем внутренний мундштук, выполненный со шлицами в нижней части, образующий с наружным мундштуком кольцевой цилиндрический канал и шлицевые каналы подачи горючей смеси и имеющий соосно расположенный в нем канал подачи режущего кислорода, причем входы расположенных в головке отверстий сообщены с соответствующими выходами средства для подвода к головке подогревающего и режущего кислорода и горючего газа, согласно изобретению нижняя часть внутреннего мундштука, выполненная с прямоугольными шлицами, имеет форму конуса, с меньшим диаметром у рабочего торца и образует с ответной конической внутренней поверхностью наружного мундштука шлицевые каналы, сообщенные плавным переходом с цилиндрическим кольцевым каналом между мундштуками, причем каждая из цилиндрических полостей для смешения смесителя выполняет роль инжекторной камеры, первый и второй входы которых соответственно сообщены соответствующим калиброванным отверстием с одним из выходов кольцевой камеры подвода подогревающего кислорода и с одним из выходов кольцевой камеры подвода горючего газа, а отношение суммарного диаметра калиброванных отверстий горючего газа к суммарному диаметру калиброванных отверстий подогревающего кислорода, к суммарному диаметру инжекторных камер смесителя и к условному диаметру прямоугольных шлицов соответствует 1,5÷1,8:1:2,2÷3,2:2,2÷4,2, а условный диаметр прямоугольных шлицов D=4·n·a·с, где D - условный прямоугольных диаметр шлицов, а - высота шлица, с - ширина шлица, n - количество шлицов.
Кроме того, в предложенном резаке, согласно изобретению, в случае использования в качестве горючего газа пропана, метана и природного газа, торец внутреннего мундштука утоплен в наружном мундштуке, а на кольцевом торце наружного мундштука выполнены четыре взаимно перпендикулярных паза, суммарная площадь поперечного сечения которых составляет 1:1,2÷1,8 от суммарной площади поперечного сечения прямоугольных шлицевых каналов.
Технический результат предложенного устройства состоит в повышении свойств смесителя в улучшении качества горючей смеси и качества реза, в обеспечении устойчивости горения путем выбора оптимального соотношения параметров смешения подогревающего кислорода и горючего газа в соответствии с параметрами шлицевых каналов и расположением цилиндрического и шлицевых каналов подачи горючей смеси, позволяющих реализовать наилучшие инжекторные условия перемешивания подогревающего кислорода и горючего газа и наилучшие режимы подачи горючей смеси, а также наилучшие составы горючей смеси, объемы их смешения, позволяющие исключить обратные удары.
На фиг.1. приведена конструктивная схема предложенного устройства при использовании в качестве горючего газа метана, пропана и природного газа.
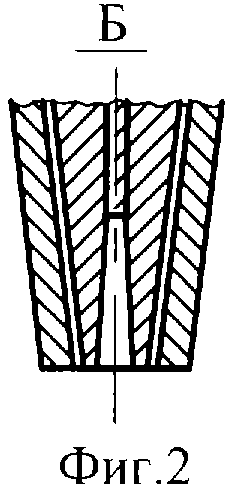
На фиг.2 показана конструктивная схема узла Б при использовании в качестве горючего газа ацетилена.
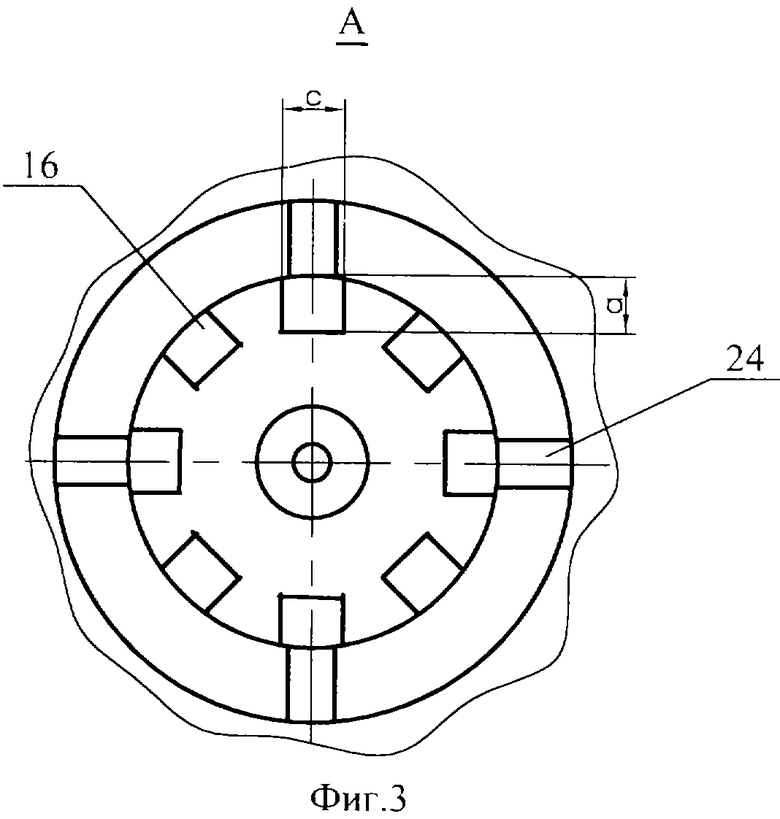
На фиг.3 приведен вид фиг.1 по стрелке А.
Предложенный резак для кислородной резки содержит головку 1, в которой выполнены отверстия 2, 3, 4 соответственно подачи режущего кислорода, подогревающего кислорода и горючего газа и размещен смеситель 5. Смеситель 5 сопряжен с головкой 1 по конической поверхности 6 с образованием кольцевой камеры 7 подвода горючего газа и кольцевой камеры 8 подвода подогревающего кислорода и содержит «n» цилиндрических полостей 9 для смешения подогревающего кислорода и горючего газа (инжекторных камер), каждая из которых сообщена соответствующим калиброванным отверстием 10 диаметром d1 с соответствующим выходом кольцевой камеры 7 подвода горючего газа и калиброванным отверстием 11 диаметром d2 с соответствующим выходом кольцевой камеры 8 подвода подогревающего кислорода. Цилиндрические полости 9 (инжекторные камеры) имеют диаметр d3. Выход расположенного в головке 1 отверстия 2 подачи режущего кислорода через центральный канал 12 смесителя 5 сообщен с центральным каналом 13 внутреннего мундштука 14. Наружный мундштук 15 закреплен на головке 1. Нижняя часть 141 внутреннего мундштука 14 имеет коническую форму с меньшим диаметром конуса у выходного торца резака и выполнена с прямоугольными шлицами 16 на наружной поверхности с длиной шлица h, шириной с и высотой а. Внутренний мундштук 14 установлен в наружном мундштуке 15 и образует с наружным мундштуком на выходе смесителя кольцевой канал 17, который сообщен плавным переходом 18 со шлицевыми каналами 19 подачи горючей смеси. Входы расположенных в головке 1 отверстий 2, 3, 4 соответственно подачи режущего кислорода, подогревающего кислорода и горючего газа сообщены с соответствующими выходами 20, 21, 22 средства 23 для подачи в головку 1 подогревающего и режущего кислорода и горючего газа. Торец внутреннего мундштука 14 может быть утоплен в наружном мундштуке 15, имеющем на кольцевом торце взаимно перпендикулярные пазы 24. Наружный мундштук сопряжен со смесителем и скреплен с головкой накидной гайкой 25.
Работа устройства. Режущий и подогревающий кислород и горючий газ с соответствующих выходов 20, 21, 22 средства 23 для подачи подогревающего и режущего кислорода и горючего газа поступают в головку 1. Режущий кислород поступает в отверстие 2 головки и далее в центральные каналы 12, 13 смесителя 5 и внутреннего мундштука 14. Горючий газ и подогревающий кислород из отверстий 4, 3 головки 1 попадают соответственно в кольцевую камеру 7 подачи горючего газа и в кольцевую камеру 8 подачи подогревающего кислорода смесителя 5. С каждого из «n» выходов смесителя 5 горючий газ через соответствующее калиброванное отверстие 10 диаметром d1 и подогревающий кислород через соответствующее калиброванное отверстие 11 диаметром d2 поступают на вход соответствующей цилиндрической полости 9 для смешения (диаметром d3) смесителя 5. В этих полостях 9 инжектирующий кислород перемешивается с инжектируемым горючим газом. Соотношение суммарного диаметра калиброванных отверстий горючего газа Σd1 к суммарному диаметру калиброванных отверстий подогревающего кислорода Σd2, к суммарному диаметру полостей для смешения смесителя Σd3 соответствует 1,5÷1,8:1:2,2÷3,2. Это позволяет сохранить достаточный уровень инжекции как при работе на пониженных давлениях, так и на повышенных давлениях подогревающего кислорода и обеспечить наилучшее перемешивание составляющих компонентов в полостях смешения смесителя 5. При таком соотношении параметров каждая из «n» полостей смешения 9 смесителя 5 выполняет роль инжекторной камеры, чем и повышается качество горючей смеси.
Затем с выхода полостей 9 (инжекторных камер) смесителя 5 горючая смесь поступает в образованные наружным и внутренним мундштуками 15, 14 кольцевой цилиндрический канал 17 и в шлицевые каналы 19. Поступление горючей смеси от кольцевого цилиндрического канала 17 к шлицевым каналам 19 происходит через плавный переход 18. Это позволяет исключить образование в месте перехода скачков давления горючей смеси и обеспечить плавность ее подачи и, таким образом, повысить устойчивость работы резака.
Шлицевые каналы 19 расположены на конической нижней части внутреннего мундштука, которая имеет меньший диаметр конуса у рабочего торца мундштуков, и имеют прямоугольный профиль шлицов 16, что по сравнению с треугольным или трапецеидальным профилем обеспечивает наиболее полное распределение горючей смеси по площади поперечного сечения шлицевых каналов 19, исключая возможность проскока пламени внутрь мундштука через закрайные зоны. Расположение шлицов на конической поверхности дает возможность подачи горючей смеси по шлицевым каналам 19 с наклоном к оси мундштука, что уменьшает время подогрева металла перед резкой и ведет к повышению качества реза.
При сгорании смеси происходит подогрев разрезаемого металла до температуры воспламенения, а режущий кислород, поступающий к нагретой поверхности из центрального канала внутреннего мундштука, обеспечивает интенсивное сгорание металла, образуя рез.
В устройстве предложено соотношение параметров узлов смесителя и параметров шлицевых каналов, а именно отношение суммарного диаметра калиброванных отверстий горючего газа Σd1 к суммарному диаметру калиброванных отверстий подогревающего кислорода Σd2, к суммарному диаметру полостей для смешения смесителя Σd3 и к условному диаметру прямоугольных шлицов, которое соответствует 1,5÷1,8:1:2,2÷3,2:2,2÷4,2, при D=4·n·a·c, где D - условный диаметр шлицов, а - высота шлица, с - ширина шлица, n - количество шлицов. Это наряду с повышением качества горючей смеси на выходе составного мундштука дает возможность получить ламинарный поток горючей смеси, обеспечить ускоренный нагрев кромки металла и получить улучшенное качество реза. Это дополнительно позволяет увеличить диапазон регулирования рабочего давления кислорода, расширяет универсальность резака и позволит работать на различных горючих газах и использовать различные источники питания.
В устройстве предложен вариант, когда торец внутреннего мундштука утоплен в наружном мундштуке. При этом в плоском кольцевом торце наружного мундштука выполнены четыре взаимно перпендикулярных паза. В случае использования в качестве горючего газа пропана, метана и природного газа, суммарная площадь поперечного сечения пазов на кольцевом торце наружного мундштука составляет 1:1,2÷1,8 от суммарной площади поперечного сечения прямоугольных шлицов на внутреннем мундштуке. В этом случае после соприкосновения торца мундштука по всей поверхности с поверхностью разрезаемого металла не происходит гашения пламени или проникновения пламени внутрь мундштука и предотвращается обратный удар пламени.
Технико-экономический эффект состоит в улучшении качества горючей смеси, скорости резания и качества реза, в одновременном увеличении устойчивости горения пламени в исключении прогаров мундштука при обратных ударах пламени и в повышении надежности и долговечности работы резака.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗАК | 2005 |
|
RU2283209C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛА НА ЖИДКОМ ГОРЮЧЕМ | 2005 |
|
RU2287412C1 |
| ГАЗОВЫЙ РЕЗАК | 2005 |
|
RU2281840C1 |
| РЕЗАК МАШИННЫЙ ДЛЯ РЕЗКИ ТРУБ | 2006 |
|
RU2292998C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1996 |
|
RU2095209C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1999 |
|
RU2149085C1 |
| Газокислородный резак внешнего смешения газов | 1975 |
|
SU529343A1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ | 1997 |
|
RU2113949C1 |
| Способ создания горючей смеси и пламенное устройство | 2023 |
|
RU2828634C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 2005 |
|
RU2294268C2 |
Изобретение относится к области газопламенной обработки, в частности к резаку для резки металла, и может найти применение в различных отраслях машиностроения. Головка резака имеет отверстия подачи соответственно подогревающего, режущего кислорода и горючего газа. Смеситель сопряжен с головкой по конической поверхности и включает «n» цилиндрических полостей для смешения, раздельные кольцевые камеры подвода подогревающего кислорода и горючего газа с «n» выходами и канал подачи режущего кислорода. Наружный мундштук сопряжен со смесителем и скреплен с головкой накидной гайкой. Установленный в наружном мундштуке внутренний мундштук выполнен со шпицами в нижней части, образует с наружным мундштуком кольцевой цилиндрический канал и шлицевые каналы подачи горючей смеси и включает канал подачи режущего кислорода. Входы отверстий головки сообщены с соответствующими выходами средства для подвода к головке подогревающего и режущего кислорода и прочего газа. Нижняя часть внутреннего мундштука со шлицами имеет форму конуса с меньшим диаметром у рабочего торца и образует с ответной внутренней поверхностью наружного мундштука шлицевые каналы, сообщенные плавным переходом с кольцевым каналом между мундштуками. Каждая из полостей для смешения смесителя представляет собой инжекторную камеру. Первый и второй входы полостей сообщены соответствующим калиброванным отверстием с одним из выходов кольцевой камеры подвода подогревающего кислорода и кольцевой камеры подвода горючего газа. Отношение суммарного диаметра калиброванных отверстий горючего газа к суммарному диаметру калиброванных отверстий подогревающего кислорода к суммарному диаметру полостей смесителя и к условному диаметру шлицов соответствует 1,5÷1,8:1:2,2÷3,1:2,2-4,2. Условный диаметр шлицов D=4·n·a·c, где а - высота, с - ширина шлица, n - количество шлицов. Устройство направлено на повышение надежности и долговечности, улучшение качества горючей смеси и качества реза, исключение прогаров мундштука при обратных ударах пламени и опасности аварийной ситуации при одновременном увеличении устойчивости горения пламени и повышении скорости резания. 1 з.п. ф-лы, 3 ил.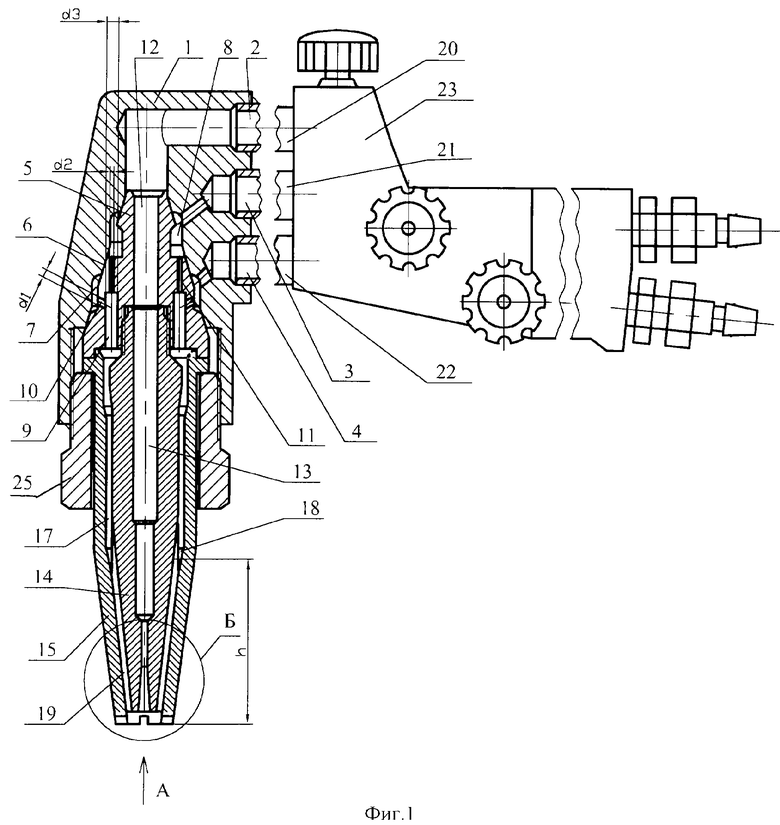
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1996 |
|
RU2095209C1 |
| УСТАНОВКА ДЛЯ КИСЛОРОДНОЙ ФЛЮСО-РЕЗАКОВОЙ И ФЛЮСО-КОПЬЕВОЙ РЕЗКИ МЕТАЛЛОВ, ЖЕЛЕЗОБЕТОНА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ, В ТОМ ЧИСЛЕ ВЫСОКОЛЕГИРОВАННОГО СКРАПА | 1995 |
|
RU2066604C1 |
| RU 2055711 С1, 10.03.1996 | |||
| Способ порошково-копьевой резки металлических и неметаллических материалов | 1980 |
|
SU889329A1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ СТАЛИ | 1997 |
|
RU2113948C1 |
| US 3192987 A, 06.07.1965 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

