Изобретение относится к области энергетического машиностроения, в частности к способам изготовления паяно-сварной конструкции газоводов, работающих в условиях высоких температур, давления, вибрации и агрессивных сред, т.е. в экстремальных условиях, на многих современных машинах.
Торообразные газоводы с охлаждаемым контуром входят в состав энергетических установок, работающих в экстремальных условиях. Конструкция торообразного газовода представляет собой паяно-сварную единицу, состоящую из спаянных между собой наружной и внутренней стенок. Внутренняя стенка выполнена в виде торообразной вставки, а наружная - представляет собой основание торообразного газовода.
Известен способ изготовления паяно-сварной конструкции торообразных газоводов, описанный в книге "Конструкция и проектирование жидкостных ракетных двигателей" /Под ред. Гахуна Г.Г., 1989, с.113, 367. Способ заключается в изготовлении и сборке внутренней и наружной стенок в форме тора. Изготовление торов включает в себя изготовление полуторов обеих стенок, их сварку с образованием стенок в форме торов, выполнение на наружной поверхности внутренней стенки ребер, размещение припоя на их паяных поверхностях и наваривание наружной стенки. Полученный тор паяют, а затем разрезают на заданное количество газоводов. Обе стенки выполняют из высокопрочных материалов, например наружную - из сплава Инконель-718, а внутреннюю - из коррозионно-стойкой стали 316.
Однако при использовании известной технологии и указанных материалов при изготовлении торообразных газоводов паяные соединения оказались недостаточно прочными и герметичными в условиях высоких температур, давлении, вибрации и агрессивной среды.
Задача изобретения - разработка технологии изготовления паяно-сварной конструкции торообразных газоводов, работоспособных в экстремальных условиях без разрушения в течение заданного ресурса времени.
Задача решена за счет того, что при выполнении наружной стенки из мартенситно-стареющей стали, а внутренней - из сплава на никелевой основе обе стенки изготавливают в форме тора, причем обе стенки изготовлены путем сборки и соединения их полуторов методом сварки, при этом перед сборкой полуторов внутренней стенки на их наружных поверхностях нарезают ребра, на паяемые поверхности полуторов обеих стенок наносят слои никелевого покрытия толщиной, например, 7-15 мкм, после размещения припоя, сборки и сварки стенок тора образованную между ними полость вакуумируют, паяют конструкцию под давлением защитного газа с последующим охлаждением до 200±10oС и далее - на воздухе. Изготовленную конструкцию тора разрезают на заданное количество газоводов.
Технический результат - повышение прочности, плотности и герметичности паяно-сварной конструкции, обеспечивающее работоспособность газоводов в условиях высоких температур, давления, вибрации и агрессивной среды.
На чертеже представлено осевое сечение паяно-сварной конструкции тора до разрезания его на газоводы.
Оно включает в себя основание 1 и торообразную вставку 2, причем основание 1 выполнено из мартенситно-стареющей высокопрочной стали, а торообразная вставка 2 - из сплава на никелевой основе. Тор представляет собой паяно-сварную сборочную единицу, состоящую из наружной стенки и внутренней стенки, выполненной по конфигурации наружной. Основание 1 выполняет роль наружной стенки, а торообразная вставка 2 - внутренней. Тор содержит два сварных шва 3, расположенных с противоположных сторон сечения тора.
Способ изготовления газоводов осуществляют следующим образом.
Изготавливают наружную и внутреннюю стенки конструкции тора с разницей между его большим и меньшим диаметрами, примерно соответствующей удвоенному диаметру сечения газовода. Для этого изготавливают, например, методом штамповки по два полутора на каждую стенку. На наружных поверхностях обоих полуторов внутренней стенки нарезают ребра и собирают их в тор, соединяя по большему и меньшему диаметрам с помощью аргоно-дуговой сварки. На наружную поверхность внутренней стенки полученного тора и на внутреннюю поверхность полуторов наружной стенки наносят слой никелевого покрытия толщиной слоя 7-15 мкм, являющейся оптимальной для пайки конструкций из мартенситно-стареющей стали и сплава на никелевой основе. На вершинах ребер всей наружной поверхности внутренней стенки располагают припой в виде полосы. Осуществляют сборку внутренней и наружной стенок тора. После его сборки полуторы наружной стенки соединяют аргоно-дуговой сваркой по малому и большому диаметрам с образованием между стенками внутренней полости 4. Перед пайкой ее вакуумируют до 1 • 10-2 мм рт. ст. Пайку стенок сварного тора проводят в индукционном вакуумно-компрессионном контейнере, расположенном в рабочей зоне вакуумной печи, под давлением защитного газа - аргона. После пайки контейнер охлаждают в защитной среде до температуры 200±10oС, далее - на воздухе. Охлажденную паяно-сварную конструкцию тора разрезают на заданное количество торообразных газоводов. Например, тор, имеющий больший диаметр 800 мм, а меньший - 240 мм, может быть разрезан на 5, 7, 9 газоводов в зависимости от требования к их размерам в конструкциях узлов энергетических установок. При меньших размерах тора он может быть разрезан на 2 или 3 газовода. При разрезке тора возможно получение и нецелого числа газоводов, т.е. остаток от одного газовода подлежит утилизации.
Были проведены металлографические исследования по выявлению наличия дефектов в паяных соединениях газоводов, изготовленных по описанной выше технологии. Анализ показал отсутствие в них каких-либо дефектов. Испытания на прочность и герметичность показали высокую степень герметичности и высокую прочность паяных швов газоводов, что обеспечило их длительную работоспособность в экстремальных условиях. Кроме того, данный способ является экономически выгодным, поскольку обеспечивает получение из одного паяно-сварного тора сразу несколько газоводов заданных размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНО-СВАРНОЙ КОНСТРУКЦИИ | 2000 |
|
RU2184021C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНО-СВАРНОЙ КОНСТРУКЦИИ | 2000 |
|
RU2184022C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНУСНОЙ КОНСТРУКЦИИ | 1998 |
|
RU2156181C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2221679C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2581335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2109606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕХОДНОГО КЛАССА | 2004 |
|
RU2330747C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОННОГО КОМПЕНСАТОРА | 2001 |
|
RU2224167C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИЙ | 1997 |
|
RU2129166C1 |
| Способ пайки двухслойных паяных конструкций | 2017 |
|
RU2680117C2 |
Изобретение относится к области энергетического машиностроения, а именно к способам изготовления паяно-сварных конструкций торообразных газоводов, работающих в условиях высоких температур, давления, вибраций и агрессивных сред. Изготавливают наружную и внутреннюю стенки конструкции тора. На внешних поверхностях обоих полуторов внутренней стенки нарезают ребра и соединяют полуторы в тор по большему и меньшему диаметрам аргоно-дуговой сваркой. На внешнюю поверхность полученного тора и на внутреннюю поверхность наружной стенки наносят слой никелевого покрытия толщиной 7-15 мкм. На вершинах ребер внутренней стенки устанавливают припой. Осуществляют сборку внутренней и наружной стенок тора. Полуторы наружной стенки соединяют аргоно-дуговой сваркой по большему и меньшему диаметрам с образованием между стенками внутренней полости. Полость вакуумируют и осуществляют пайку под давлением защитного газа с последующим охлаждением в защитной среде до температуры 200±10oС, далее на воздухе. Охлажденную конструкцию разрезают на заданное количество торообразных газоводов. Это позволяет получить конструкцию торообразных газоводов, работоспособную в экстремальных условиях за счет обеспечения высокой прочности, плотности и герметичности паяных соединений. 4 з.п. ф-лы, 1 ил.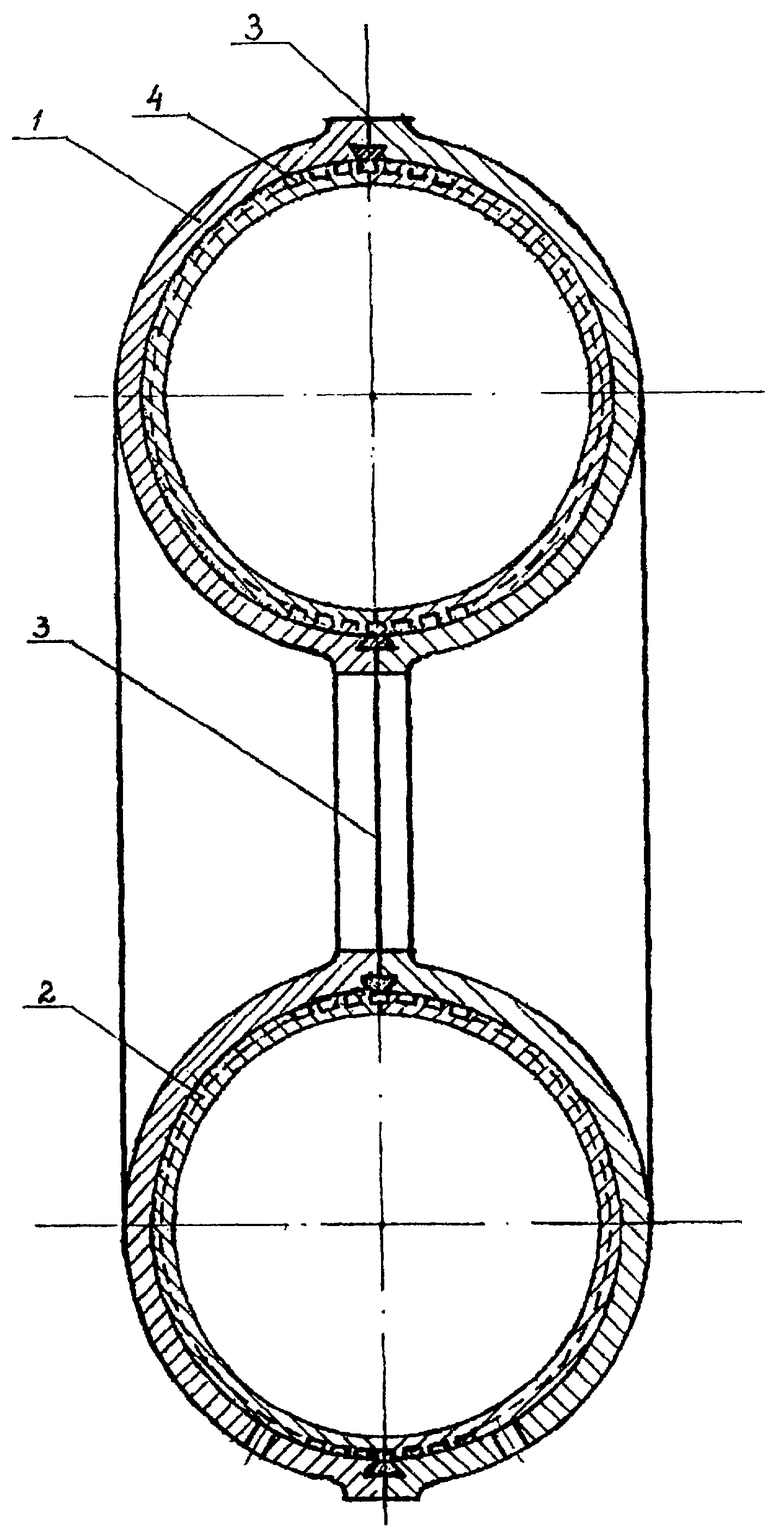
| Под общ | |||
| ред | |||
| Г.Г.ГАХУНА | |||
| Конструкция и проектирование жидкостных ракетных двигателей | |||
| - М.: Машиностроение, 1989, с | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
| RU 95103382 Al, 10.12.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| RU 2062200 C1, 20.06.1996 | |||
| СПОСОБ ПАЙКИ-СВАРКИ | 0 |
|
SU247761A1 |
| Способ высокотемпературной пайки нержавеющих сталей и сплавов на никелевой основе | 1989 |
|
SU1676759A1 |
| US 3429124, 25.02.1969. | |||
