Изобретение относится к сельскохозяйственному машиностроению, а именно к конструкции поточной линии для сборки и сварки изделий, преимущественно шнеков зерноуборочных комбайнов, состоящих из замыкающих и центральных участков со спиралью и дисками с отверстиями для подшипников, подвижной осью и пальцевым механизмом.
10
t5
20
Целью изобретения является повышение производительности путем сокращения межоперационного времени.
На чертеже изображена схема поточной линии, вид сверху.
Поточная линия содержит агрегат 1 для спиралешовной сварки труб токами высокой частоты, плазменную горелку 2 для резки труб-заготовок, приводной рольганг 3 с перегружателями, оборудование, образующее технологический поток 4 изготовления крайних труб шнека и параллельный ему технологический поток 5 изготовления централь-25 ной трубы шнека, установку б для сварки трубы шнека, загрузка в которую центральной трубы осуществляется автоматическим перегружателем 7, автоматические конвейеры-распределители JQ 8 и 9 труб шнека соответственно на размещенные параллельно дополнительные потоки, включающие позиции 10 сборки и позиции 11 сварки, между которыми размещен накопитель 12 труб шнека с установленным пальцевым механизмом и средства 13 межоперационного транспортирования в виде склизов-накопителей различной конструкции, с перегружающими устройствами. Технологический поток 4 изготовления крайних труб шнека включает в себя последовательно соединенные средствами 13 меж- операционногр транспортирования накопитель 14 труб-заготовок, кратных двойной длине крайней трубы шнека, установку 15 для запрессовки и сварки дисков, установку 16 для плазменной
12797872
ные средствами 13 межоперационного транспортирования накопитель 20 труб- заготовок, кратных длине центральной трубы, установки 21 для плазменной резки, установки 22 для пробивки отверстий, машины 23 для контактной точечной сварки накладок и установки 24 для запрессовки и сварки дисков.
Изготовление шнеков на предлагаемой поточной линии осуществляется следующим образом.
Из стальной ленты на агрегате 1 формируют и сваривают токами высокой частоты спиралешовную трубу необходимого диаметра, которую с помощью плазменной горелки 2 разрезают на трубы-заготовки, кратные двойной длине крайней трубы шнека или кратные длине центральной трубы шнека. Эти заготовки поступают в накопители 14 и 20 по приводному рольгангу 3 с перегружателями. Далее одновременно изготавливают крайние трубы в технологическом потоке 4 и центральную трубу в технологическом потоке 5. При этом трубы-заготовки, кратные двойной длине крайней трубы, с накопителя 14 по склизам 13 поступают в установку 15 для запрессовки и сварки дисков, а затем в установку 16 для плазменной резки, после которой левую крайнюю трубу шнека получают готовой для объединения в единую трубу шнека, а правая крайняя труба поступает на позицию 17 предварительной сборки, где ось, собранн то с корпусом подшипника, устанавливают в правую трубу. Далее в правую трубу с осью на установке 18 запрессовывают и приваривают средний диск, и полное ее изготовление завершают на позиции 19 окончательной сборкой -правой трубы с подвижной осью. Готовая правая труба поступает в установку 6 для автоматической сварки трубы шнека. Б эту же установку 6 поступает и центральная труба шнека, прошедшая цикл изготов- ления в технологическом потоке 5.
35
40
.резки крайних труб и группу оборудования для изготовления правой трубы, глДля этого трубы-заготовки, кратные состоящую из позиции 17 предваритель-длине центральной трубы, из накопита- ной сборки правой трубы с подвижнойля 20 со склизом 13 передаются в
осью, установки 18 для запрессовки и сварки диска и позиции 19 окончательной сборки правой трубы с подвижной осью. Технологический поток 5 изготовления центральной трубы шнека, параллельный, технологическому потоку 4, образуют последовательно соединенустановку 21 для плазменной резки, а затем заготовка центральной трубы по- ступает в одну из установок 22 для пробивки отверстий. Центральная труба шнека с отверстиями передается на машины 23 для контактной точечной сварки усилительных накладок и далее на
31279787
становку 24 для запрессовки в нее и варки с ней дисков.
Подачу готовой центральной трубы нека из установки 24 в установку 6 существляют автоматически перегружа- 5 елам 7, представляющим собой тележу, перемещающуюся по монорельсу, с
п л в н н н г т и к ш н в п ни л ни ок пр ющ к в р к пр к о н ок ющ по уч пр дл с дл шн ча сн св ра дл ме св
размещенным на ней грузоподъемным механизмом с устройством захвата сборочной единицы.
Сваренную трубу шнека в установке 6 конвейером-распределителем 8 передают на позиции 10 сборки. Здесь выполняют монтаж пальцевого механизма и готовую трубу конвейер ом-распреде- лителем 8с позиции 10 сборки направляют в накопитель 12, откуда конвейером-распределителем 9 трубы передают на позиции 11 сварки, где осуществляют сборку под сварку, прихватку и приварку лент шнека и косьшок.
Процесс изготовления шнеков заканчивают на позициях 25-приемочного контроля.
Поточная линия для сборки и сварки металлоконструкций, преимущественно шнеков зерноуборочных комбайнов, позволяет механизировать процесс изго- товления сборочной единицы. При этом определяющая роль человека в техноло гическом процессе сохраняется лишь при выполнении операций сборки под сварку и механической сборки, что позволяет увеличить производитель- ность и улучшить качество продукции.
Формула изобретения
Поточная линия для сборки и сварки изделий, преимущественно шнеков зерноуборочных комбайнов, состоящих из сварных труб, выполненных из замыкающих и центральных участков со спиралью и дисками с отверстиями для подшипников, подвижной осью и пальце вым механизмом, содержащая смонтированные на основании в технологической
5
10
15
20
25
30
35
40
45
последовательности и соединенные между собой транспортерами рабочее оборудование, межоперационные накопители, накопители исходных заготовок в виде сварных труб, отличаю-- щ а я с я тем, что, с целью повьшзе- ния производительности путем сокращения межоперационного времени, поточная линия оснащена агрегатом для изготовления сварных спиральношовных труб с плазменной горелкой для резки их на заготовки, кратные длинам замыкающих и центральных участков труб шнеков, смонтированным перпендикуляр но оси поточной линии, поточная линия выполнена в виде двух параллельных потоков для изготовления в одном из них замыкающих, а в другом - центральных участков шнеков, а также дополнительных параллельных потоков для окончательной сборки и сварки шнеков, причем поток для изготовления замыкающих участков шнеков оснащен установкой для запрессовки и сварки дисков в трубу, установкой для плазменной резки трубы на правый и левый замыкающие участки шнека, установкой предварительной сборки правого замыкающего участка шнека с подвижной осью, установкой для запрессовки в нее и сварки диска и установкой для окончательной сборки правого замыкающего участка шнека с подвижной осью, поток для изготовления центрального участка шнека оснащен установкой для пробивки в трубе отверстий, машиной для контактной точечной сварки шнека с элементами насьш ения и установкой для запрессовки в центральньв участок шнека и сварки дисков, а потоки окончательной сборки и сварки шнеков снабжены установкой для сборки и сварки между собой замыкающих и центральных участков шнека, установкой для сборки в трубе шнека пальцевого механизма и установкой для сборки и сварки спирали с трубой шпека.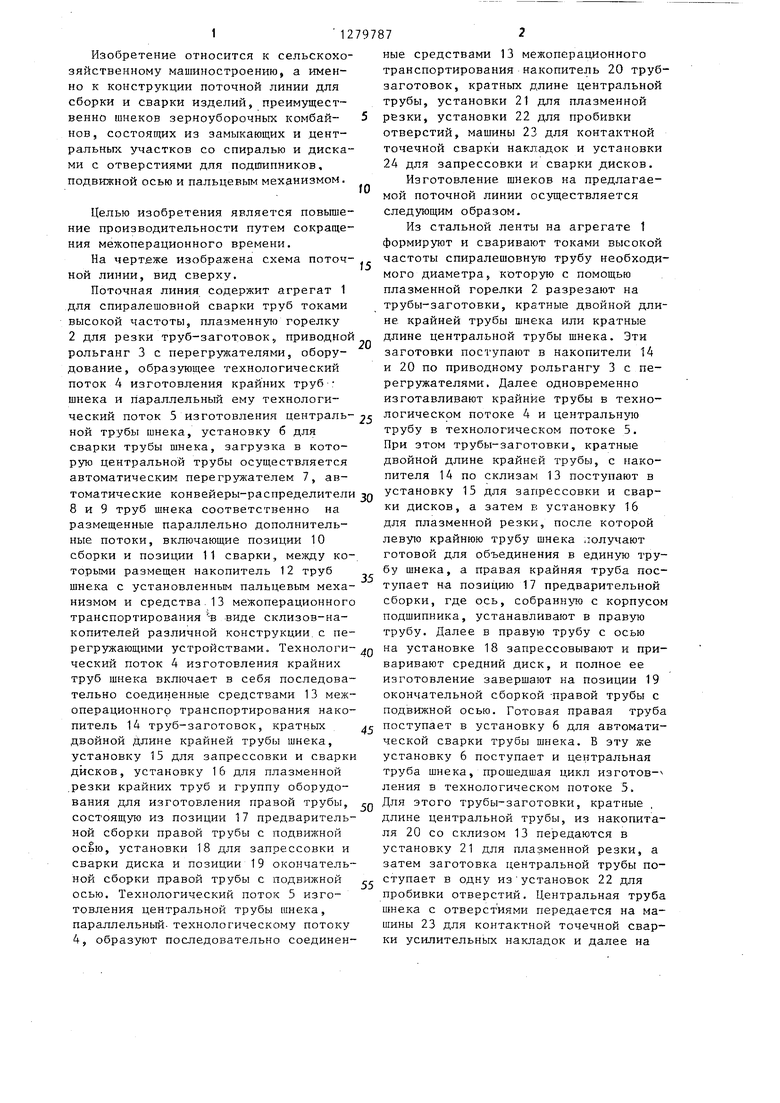
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки шнеков зерноуборочных комбайнов | 1989 |
|
SU1731558A1 |
| Стенд для сборки и сварки шнеков | 1987 |
|
SU1433728A1 |
| Поточная линия для сборки и сварки изделий | 1980 |
|
SU925607A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для сборки и сварки дисковых колес легковых автомобилей | 1985 |
|
SU1311896A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1988 |
|
SU1669642A1 |
| Поточная линия для сборки и сварки металлических изделий | 1981 |
|
SU1234136A1 |

Изобретение относится к области сельскохозяйственного маптностроения, а именно к конструкции поточной линии для сборки и сварки шнеков зерноуборочных комбайнов. Целью изобретения является повышение производительности путем сокращения межоперационного времени. Поточная линия содержит агрегат, на котором изготавливают сварные спиральношовные трубы. Трубы плазменной горелкой режут на зоготов- КИ; кратные длинам замыкающ11х и центральных участков труб шнеков. Эти заготовки подаются по параллельным по- - токам для изготовления в них замыкающих и центральных участков шнекрв. Окончательная сборка и сварка шнеков производится на дополнительных параллельных потоках. 1 ил. I (Л
Редактор Э.Слиган
-Составитель В.Лисаренко
Техред Л.Сердюкова Корректор М.Шароши
Заказ 7001/12Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва 5, Ж-35, Раушская наб.; д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Гитлепич А.Д | |||
| и др | |||
| Механизация и автоматизация сварочного производства | |||
| М.: Машиностроение, 1972, с.237, рис.169. |
