Изобретение относится к металлургии и может быть использовано при производстве стали в дуговых сталеплавильных печах (ДСП) для создания адаптивной системы управления плавкой.
Известен способ распознавания технологических стадий плавления стали в дуговой печи, в котором определяется расход электроэнергии, дисперсия тока, вторая, третья и пятая гармоники. По набору перечисленных признаков с помощью вычислительного блока определяется вероятность стадии плавления (1).
Недостатком этого способа является отсутствие четкой функциональной зависимости между набором признаков и конкретной стадией плавления.
Известен способ, принятый аз прототип, определения стадий плавления по суммарной комплексной координате, как функции многих параметров. В качестве такой координаты принята сумма относительных (нормированных к первой) значений второй, третьей, четвертой, пятой, шестой, седьмой гармоник тока. Для конкретных условий находят зависимость комплексной информативной координаты от времени плавки, в течение которого выделены такие стадии:
1 - прорезка колодцев,
2 - образование "лужи" жидкого металла,
3 - обвалы шихты,
4 - формирование ванны жидкого металла,
5 - доплавление (2).
Для комплексной информативной координаты определяют математическое ожидание и среднеквадратичное отклонение на протяжении серии плавок для конкретной печи. Эта информация хранится в памяти машины. Специальный блок выделяет максимальное напряжение, соответствующее наличию конкретной стадии в данный момент времени.
Недостатком этого способа является необходимость исследования значений вероятности стадий плавления по мере изменения типа шихты, технологии ведения плавки, состояния печи и т.д. Это требует дополнительных трудозатрат и снижает точность способа.
Задачей, на решение которой направлено изобретение, является повышение точности фиксирования стадий плавления шихты и нагрева металла.
Поставленная задача достигается тем, что предлагается способ определения стадий плавления шихты в дуговой сталеплавильной печи, включающий измерение расхода электроэнергии и выделение высших гармоник, при этом из несинусоидального напряжения дуги выделяют седьмую и девятую гармоники, измеряют их величину и по изменению величины седьмой и девятой гармоник напряжения дуги в зависимости от израсходованной электроэнергии фиксируют стадии плавления шихты и нагрева металла, причем при уменьшении величины седьмой и девятой гармоник напряжения дуги вплоть до полного исчезновения их при расплавлении шихты определяют стадию подвалки, а по появлению или резкому увеличению седьмой или девятой гармоники напряжение дуги при нагреве металла определяют снижение степени экранирования дуг шлаком.
Исчезновение высших гармоник в кривой напряжения дуги по мере расплавления твердой шихты и возникновения их при обвалах твердой шихты и при открытии дуг из-за уменьшения высоты плавка на жидкой ванне связано с изменением тепловых условий горения дуги. При ухудшении тепловых условий горения дуги (работа на холодный металл или открытие дуг при работе на жидкой ванне) устойчивость горения дуги ухудшается, что проявляется в искажении формы кривой напряжения дуги.
Выбор для определения стадии плавления седьмой и девятой гармоники напряжения обусловлен тем, что информативность гармоник уменьшается по мере повышения их номера. Если вторая-шестая гармоники несут более сложную информацию, то информативность седьмой и девятой гармоник связана, как удалось установить, прежде всего, и изменением температурных условий столба дуги, соприкасающегося либо с твердой шихтой, либо с жидким металлом, закрытого шлаком или горящего в открытом пространстве.
Определение величины среднего напряжения седьмой и девятой гармоник напряжения дуги по ходу плавки дает возможность, не останавливая процесс плавления, своевременно фиксировать момент образования "лужи" металла (исчезает или стремится к нулю девятая гармоника); момент расплавления металлошихты под дугой (снижается или стремится к нулю среднее значение напряжения седьмой гармоники), что является сигналом, наряду с расходом электроэнергии, к началу подвалки; исчезновение напряжения седьмой и девятой гармоник после расплава подвалки является параметром, связанным с образованием зеркала жидкого металла; всплески седьмой и девятой гармоник при работе на жидкой ванне и при расходе электроэнергии до 40 - 45 МВт•1 свидетельствуют о попадании под дугу кусков нерасплавленной металлошихты, ферросплавов или шлакообразующих. При расходе электроэнергии более 50 МВт•ч всплески седьмой и девятой гармоник являются сигналом снижения ступени экранирования дуги шлаком, что дает основание для принятия дополнительных мер по вспениванию шлака. При этом существенно уменьшается цикл плавки за счет сокращения времени на период расплавления металлошихты и эффективного использования тепла электрических дуг, закрытых пенистым шлаком, а также сокращается расход электроэнергии на плавку и повышается стойкость футеровки печи.
Пример осуществления предлагаемого способа.
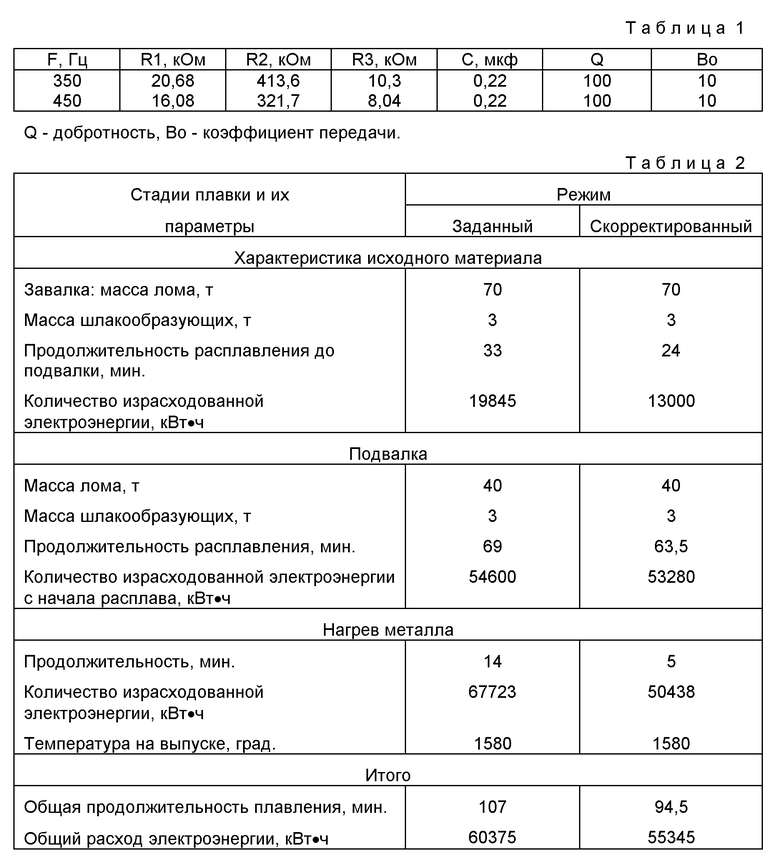
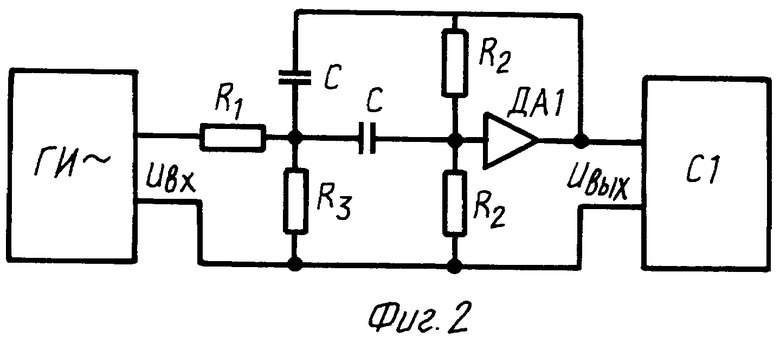
В дуговую сталеплавильную печь ДСП-100И7 загружали 70 т металлолома и 3 т извести, опускали электроды, включали печь, начинали плавление, включали схему для контроля высших гармоник напряжения дуги, состоящую из двух полосовых фильтров (фиг. 1), выделяющих седьмую (350 Гц) и девятую (450 Гц) гармоники, самопишущего потенциометра СП типа Н3020, на котором ведется запись указанных гармоник в течение всей плавки и вольтметров У7 и У9. Напряжение U1 подается на полосовые фильтры Ф7 и Ф9 через схему регулятора мощности типа АРДГ, оно снимается с вторичных обмоток трансформатора, связанного с переключателем ступеней напряжения. Напряжение этой обмотки не превышает 40 В независимо от выбранной ступени печного трансформатора. Схема соединений и настройки полосового фильтра приведена на фиг. 2. Процесс настройки полосового фильтра состоит в подборе параметров сопротивлений и емкостей для конкретного операционного усилителя DAI (К140УД8А). При настройке генератором импульсов ГИ (типа Г3-III) выставляется частота входа (350, 450 Гц), а частота выхода f-вых. контролируется осциллографом C1-83. Параметры полосовых фильтров приведены в таблице 1.
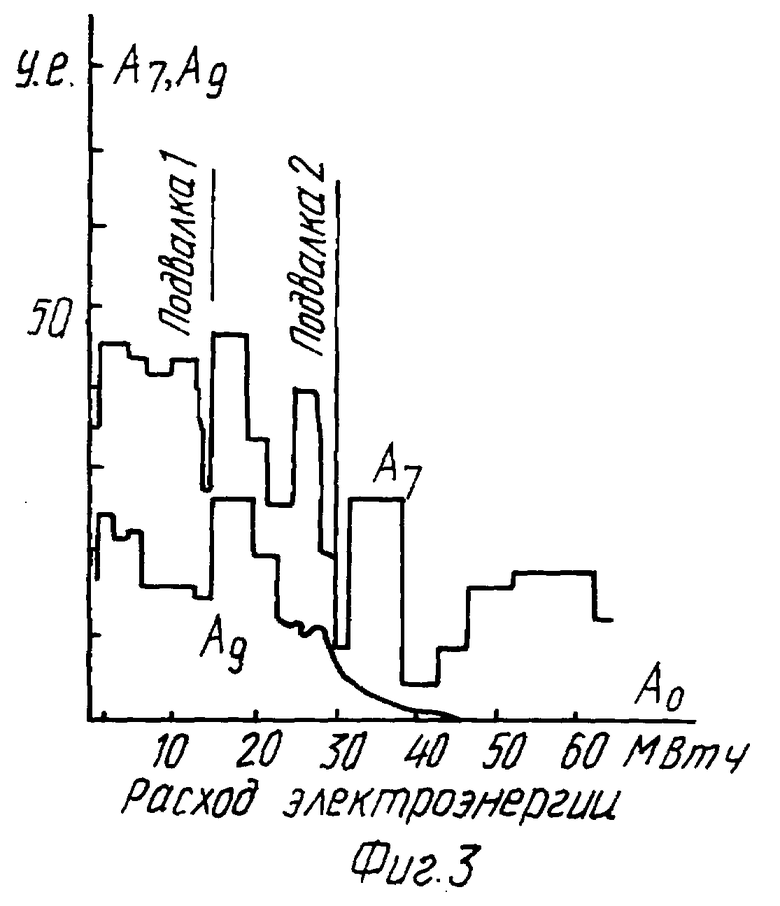
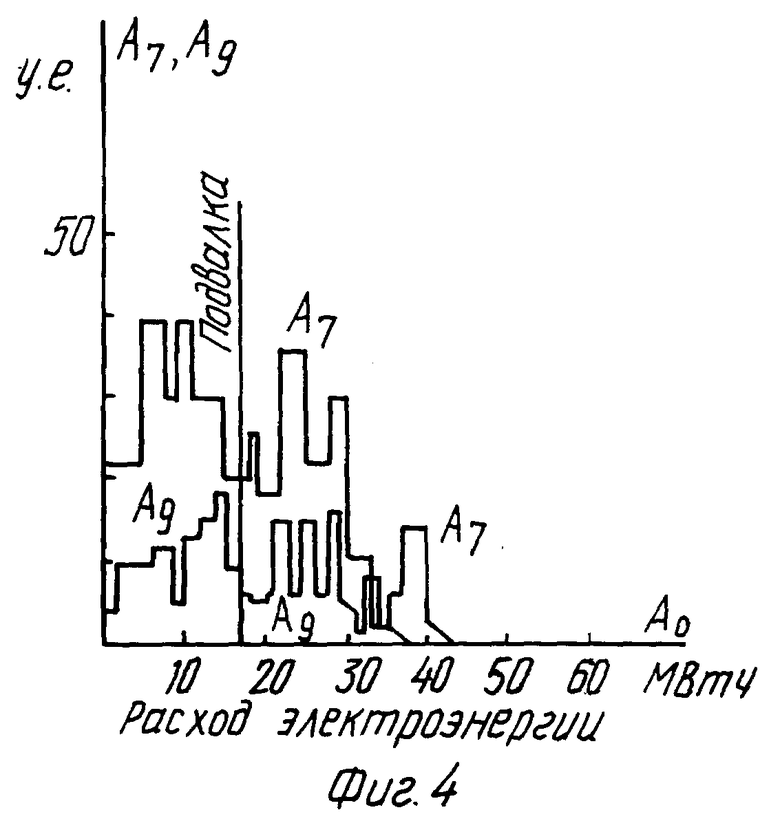
По результатам обработки осциллограм построены графики зависимости от расхода электроэнергии среднего напряжения седьмой и девятой гармоник (фиг. 3, 4). На фиг. 3 показана зависимость напряжения седьмой и девятой гармоник от расхода электроэнергии для углеродистой стали (легковесная шихта), на фиг. 4 - то же для коррозионно-стойкой стали (тяжеловесная шихта). Напряжение гармоник дано в условных единицах для удобства сравнения. Напряжение гармоники тем меньше, чем выше ее номер. Процесс плавления представлен графиком зависимости среднего напряжения седьмой и девятой гармоники от израсходованной электроэнергии. При израсходовании 13 МВт•ч электроэнергии, когда уменьшилась девятая гармоника и резко падает напряжение седьмой гармоники, процесс плавления остановлен для загрузки в печь второй порции твердой шихты и шлакообразующих. К моменту израсходования 30 МВт•ч электроэнергии напряжение седьмой и девятой гармоник резко падает, печь отключается для второй подвалки. После включения печи напряжение седьмой гармоники снова растет, а напряжение девятой гармоники продолжает падать, т.к. масса расплавленного металла к этому времени достаточно большая, порядка 50 т.
Новый подъем напряжения седьмой гармоники при отсутствии девятой связан с подачей в печь добавок или извести, а также с процессом открытия дуг при удалении шлака из печи (при расходе 50 - 60 МВт•ч).
Для коррозионно-стойкой стали (фиг. 4) при расходе электроэнергии более 40 МВт•ч седьмая и девятая гармоники больше не появляются в связи с наведением пенистых шлаков и надежным укрытием дуг под слоем шлака.
В таблице 2 приведены результаты корректировки заданного электрического режима по величине седьмой и девятой гармоник напряжения дуги.
Из данных таблицы видно, что контроль за ходом плавки по величине седьмой и девятой гармоник позволил определить моменты подвалок, оптимизировать массу расплавляемой шихты до подвалок, вести контроль за степенью открытия дуг, наводить шлаки для закрытия дуг и, в результате, сократить время расплава и расход электроэнергии за плавку на 8 - 10%.
Источники информации
1. Авторское свидетельство СССР N 1146835, кл. Н 05 В 7/144, 1985.
2. Авторское свидетельство СССР N 1216836, кл. Н 05 В 7/144, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ В ДУГОВЫХ ПЕЧАХ | 2005 |
|
RU2304621C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2001 |
|
RU2220210C2 |
| СПОСОБ ВЫПЛАВКИ НЕРЖАВЕЮЩЕЙ СТАЛИ ДУПЛЕКС-ПРОЦЕССОМ | 2003 |
|
RU2268310C2 |
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1992 |
|
RU2033432C1 |
| ШИХТА ДЛЯ ВЫПЛАВКИ СТАЛИ | 2002 |
|
RU2208050C1 |
| СПОСОБ ПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ ТРЕХФАЗНОГО ТОКА | 2010 |
|
RU2420597C1 |
| Способ ведения плавки | 1984 |
|
SU1191471A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕРРОСИЛИКОВАНАДИЯ | 1998 |
|
RU2147043C1 |
| СПОСОБ ВЫПЛАВКИ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2004 |
|
RU2285051C2 |
Изобретение относится к металлургии и может быть использовано при производстве стали в ДСП для создания адаптивной системы управления плавкой. Технический результат - повышение точности фиксирования стадий плавления шихты и нагрева металла. В способе определения стадий плавления шихты в дуговой сталеплавильной печи, включающем измерение расхода электроэнергии и выделение из тока дуги высших гармоник, из несинусоидального напряжения дуги выделяют седьмую и девятую гармоники. Измеряют их величину и по изменению величины седьмой и девятой гармоник напряжения дуги в зависимости от израсходованной электроэнергии фиксируют стадии плавления шихты и нагрева металла. При уменьшении величины седьмой и девятой гармоник напряжения дуги вплоть до их полного исчезновения при расплавлении шихты определяют стадию подвалки. По появлению или резкому увеличению седьмой и девятой гармоник напряжения дуги при нагреве металла определяют снижение степени экранирования дуг шлаком. 2 з.п.ф-лы, 4 ил., 2 табл.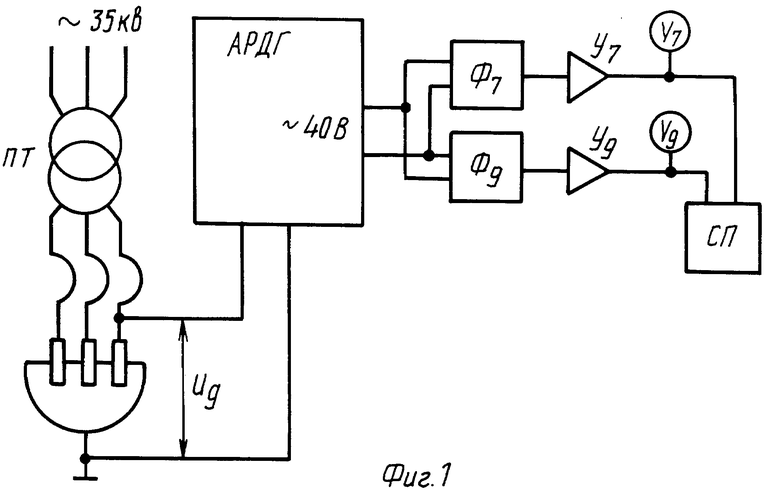
| Устройство для определения стадий плавления стали в дуговой трехфазной электропечи | 1984 |
|
SU1216836A1 |
| ПОВОРОТНОЕ ЗЕРКАЛО | 2017 |
|
RU2670571C2 |
| DE 4344854 A1, 06.07.1995 | |||
| СПОСОБ КОНТРОЛЯ ВЫПЛАВКИ СТАЛИ В ДУГОВЫХ ЭЛЕКТРОПЕЧАХ | 0 |
|
SU358796A1 |

