Изобретение относится к технологии изготовления пустотелых изделии, например ювелирных, в том числе с эмалью, и предназначено для использования в ювелирном производстве.
Известен способ изготовления пустотелых ювелирных изделий, включающий выполнение корпусной и полостной металлических мастер-моделей, выполнение по ним эластичных пресс-форм, формовку копии полостной мастер-модели, изготовление выплавляемой модели корпуса изделия и последующее получение металлической отливки (см. патент СССР N 1813026, кл. B 22 D 25/02, опубл. 30.04.93 г. Способ изготовления пустотелых ювелирных изделий). Известный способ, выбранный за прототип, предполагает выполнение металлических корпусной и полостной мастер-моделей со сквозным отверстием, куда затем вводятся центрирующие прутки, которые используются и при изготовлении эластичных пресс-форм, и в процессе получения выплавляемой модели корпуса изделия, выполняя функцию центрирующего элемента. Такое выполнение способа снижает качество выплавляемой модели корпуса изделия из-за недостаточной центровки, не обеспечивающей требуемой равнотолщинности восковой модели. Кроме того, затруднено многоразовое применение металлических мастер-моделей, что в целом существенно снижает возможности его использования.
Отличие заявляемого способа состоит в том, что в известном способе изготовления пустотелых ювелирных изделий, включающем выполнение корпусной и полостной металлических мастер-моделей, выполнение по ним эластичных пресс-форм, формовку копии полостной мастер-модели, изготовление выплавляемой модели корпуса изделия и последующее получение металлической отливки, корпусную металлическую мастер-модель выполняют совместно с хвостовиком и литником, полостную металлическую мастер-модель выполняют совместно с хвостовиком, а при формовке копии полостной мастер-модели в ней размещают стержень, который удаляют с металлической отливки корпуса изделия.
Кроме того, часть хвостовика, примыкающую к мастер-модели, выполняют конусной.
Кроме того, при формовке копии полостной мастер-модели используют стержень квадратного сечения.
Кроме того, при формовке копии полостной мастер-модели в качестве формовочной смеси используют медицинский гипс.
Анализ научно-технической и патентной литературы показывает, что основная трудность способа изготовления пустотелых ювелирных изделий состоит в получении качественной восковой модели, от которой как раз и зависит качество конечного изделия. Традиционные способы получения восковой модели основаны на применении центрирующих прутков как при выполнении металлических мастер-моделей и эластичных пресс-форм, так и при получении восковой формы, когда сформованную полость размещают в эластичной пресс-форме корпуса. Именно на этой стадии операции с использованием центрирующего прутка возникает разнотолщинность не только боковых стенок из-за пережима эластичных полуформ, но, самое главное, разнотолщинность, как правило, является следствием недостаточной центровки сформованной полости в эластичной пресс-форме корпуса, поскольку отсутствует надежная фиксация вдоль оси.
Сущность заявленного способа состоит в том, что вместо центрирующих прутков в заявленном способе используют хвостовик. Так, выполнение металлической мастер-модели совместно с хвостовиком и литником повышает жесткость конструкции, позволяя использовать ее многократно. Выполнение полостной металлической мастер-модели совместно с хвостовиком также ведет к повышению жесткости и многократности использования. При этом, если размер полостной мастер-модели выполняют с учетом толщины стенки будущего изделия, то размер хвостовика полостной мастер-модели выполняют с учетом усадки эластичной пресс-формы корпусной мастер-модели, что как раз и позволяет достаточно точно согласовать с учетом усадки последующий процесс формования восковой модели.
Необходимым признаком для изготовления пустотелых изделий заявленным способом является размещение в процессе формовки копии полостной мастер-модели стержня, который устанавливают в форме при заполнении формовочной смеси. Такое выполнение позволяет обеспечить жесткость отформованной полости со связанным с ней хвостовиком, сохранить эту жесткость в процессе заполнения формы модельным составом и, после удаления с восковой модели формы хвостовика стержень будет выполнять свою функцию обеспечения равнотолщинности и при выплавлении воска в опоке, и при ее прокалке, и при заливке расплавленным металлом, обеспечивая таким образом жесткость и цельность полости на протяжении всего техпроцесса.
Кроме того, часть хвостовика, примыкающую к мастер-модели, выполняют конусной. Поскольку часть хвостовика выполняется конусной, за счет этого обеспечивается не только увеличение его диаметра (в сравнении с диаметром центрирующего прутка прототипа), но и увеличение торцевых поверхностей, что и позволяет более идеально ориентировать сформированную полость в эластичной пресс-форме корпуса. Именно увеличенная поверхность хвостовика и предотвращает возможный пережим эластичных полуформ, что особенно важно, поскольку пережим чаще всего и является причиной разнотолщинности получаемой модельной оболочки. Таким образом, хвостовик получается с развитыми конусными и торцевыми поверхностями, которые при размещении копии полостной мастер-модели в корпусной пресс-форме полностью предотвращают возможный люфт вдоль оси, а значит и разнотолщинность будущего изделия. Поэтому в заявленном способе за счет выполнения мастер-моделей совместно с хвостовиком полностью устраняется несоосность, которая и приводила к снижению качества, проявляемому в разнотолщинности выплавляемой модели корпуса изделия, что чаще всего и является источником брака.
Кроме того, для формовки копии полостной мастер-модели используют стержень квадратного сечения. Это связано с тем, что сохраняя жесткость в процессе изготовления восковой модели, стержень квадратного сечения способствует лучшему сцеплению с формовочной смесью, предотвращает какое-либо проворачивание его в процессе удаления модельной композиции и прокаливания с последующей заливкой металла, что сопровождается температурными и вибрационными воздействиями.
Кроме того, при формовке копии полостной мастер-модели в качестве формовочной смеси используют медицинский гипс. Такое выполнение позволяет не только использовать присущее медицинскому гипсу свойство быстрого затвердевания, но и получить более ровную и твердую поверхность копии полостной мастер-модели. А это, в свою очередь, после изготовления металлической отливки корпуса существенно облегчает удаление изнутри остатков гипса.
Заявляемый способ является и более технологичным в сравнении с известным, так как упрощается не только процесс изготовления мастер-моделей совместно с хвостовиками и выполнение эластичных пресс-форм за счет использования меньшего числа элементов, но и обеспечивается большая жесткость при последующих операциях изготовления пустотелых изделий. Кроме того, повышение технологичности проявляется и в многократности использования мастер-моделей, и в возможности применения одной полостной мастер- модели для множества корпусных мастер-моделей, что создает новое свойство - унификация техпроцесса изготовления полостных изделий.
Таким образом, выполнение хвостовика совместно с металлическими мастер-моделями позволяет получить более жесткую конструкцию как мастер-моделей, так и получаемых по ним эластичных пресс-форм корпуса и полости. Кроме того, повышенная жесткость мастер- моделей, позволяя использовать их многократно, повышает производительность и существенно снижает трудозатраты, и самое главное - повышает качество изделия.
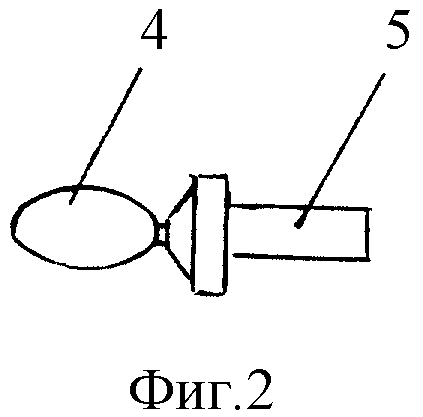
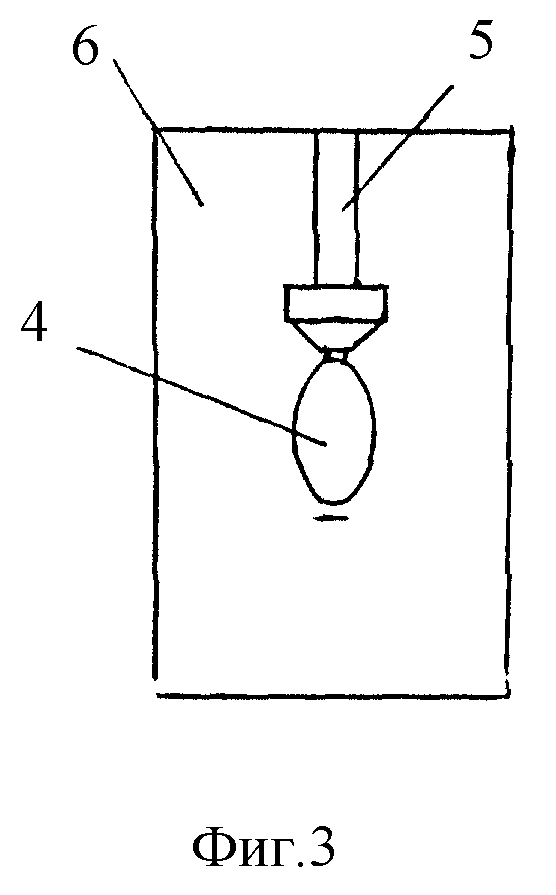
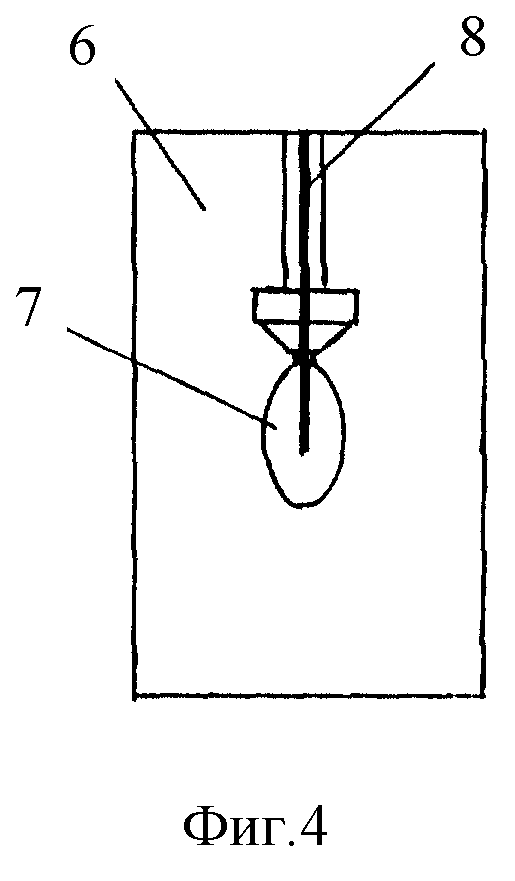
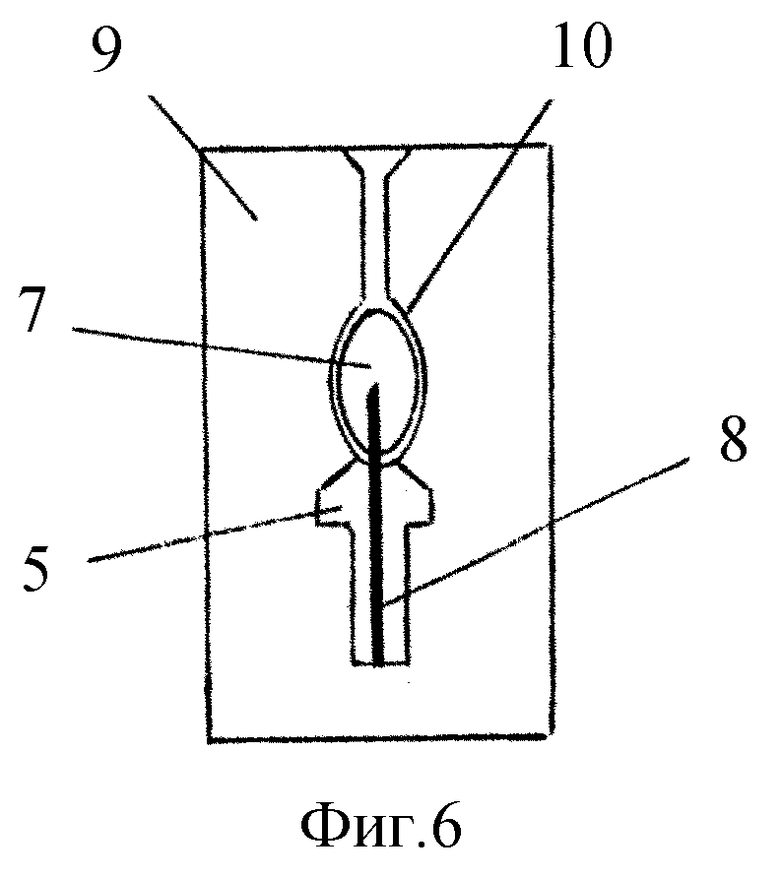
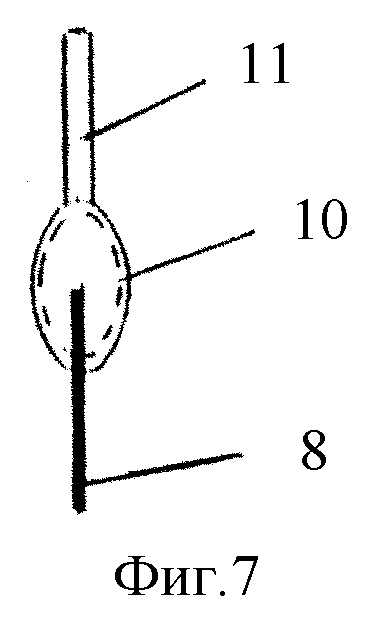
Выполнение заявляемого способа поясняется чертежами. На фиг. 1 показана мастер-модель корпуса; на фиг. 2 - то же, но полости; на фиг. 3 - изготовление эластичной пресс-формы полости; на фиг. 4 - изготовление копии мастер-модели полостной; на фиг. 5 - изготовление эластичной пресс-формы корпусной; на фиг. 6 - изготовление восковой модели; на фиг. 7 показана выплавляемая модель корпуса изделия. На фигурах обозначено: 1 - мастер-модель корпуса; 2 - хвостовик корпусной мастер-модели; 3 - литник; 4 - мастер-модель полости; 5 - хвостовик полостной мастер-модели; 6 - эластичная пресс-форма для полостной мастер-модели; 7 - копия полостной мастер-модели; 8 - стержень; 9 - эластичная пресс-форма по корпусной мастер-модели; 10 - восковая модель; 11 - восковой литник.
Заявляемый способ осуществляется следующим образом. Выполняют металлическую мастер-модель 1 корпуса совместно с хвостовиком 2 и литником 3, на поверхности мастер-модели 1 может быть нанесен декорирующий рельеф. Выполняют металлическую мастер-модель 4 (фиг. 2) полости совместно с хвостовиком 5. Изготавливают разъемную эластичную пресс-форму 6 (фиг. 5) по мастер-модели 4 полости совместно с хвостовиком 5. Изготавливают копию 7 (фиг. 4) мастер-модели 4 полостной, при этом перед заливкой формовочной смеси в эластичную пресс-форму 6 по оси мастер-модели 4 размещают стержень 8 квадратного сечения. Изготавливают разъемную эластичную пресс-форму 9 (фиг. З) корпуса по мастер-модели 1, получая в пресс- форме 9 отпечатки мастер-модели 1, хвостовика 2 и литника 3. Изготавливают восковую модель 10 (фиг. 6), для чего в предварительно выполненной эластичной пресс-форме 9 корпуса размещают копию 7 мастер-модели 4 полостной, совмещая хвостовик 5 мастер-модели 4 с формой хвостовика 2. При равномерном обжатии эластичной пресс-формы 9 внутри будет образована тонкостенная полая форма 10, куда через литник 11 заливается модельный состав. После остывания состава и разъема эластичной пресс-формы 9 у восковой модели 10 удаляется со стержня 8 форма хвостовика 5, в результате остается восковая модель 10 с литником 11 и стержнем 8, часть которого размещена в полостной форме (фиг. 7). Затем восковая модель 10 напаивается на литьевой стояк (на фиг. не показано), размещенный в опоке для изготовления точного литья по выплавляемым моделям, технология которого освещена в специальной литературе. При этом стержень 8 при выплавлении воска, прокалки опоки и заливки металла продолжает обеспечивать фиксирование копии полостной мастер-модели, обеспечивая равную толщину стенки корпуса изделия.
Пример конкретного выполнения способа. Мастер-модель 1 корпусную, включая хвостовик 2 и литник 3, изготавливали из латунного прутка, на поверхность модели 1 наносится рисунок с возможной пайкой отдельных элементов. Мастер-модель 4 (фиг. 2) полостную с хвостовиком 5 изготавливали также из латуни с учетом усадки эластичной пресс-формы корпусной. Изготавливали разъемную эластичную пресс-форму 6 (фиг. 3) по модели 4 с хвостовиком 5. При изготовлении копии 7 (фиг. 4) мастер-модели 4 в пресс-форму 6 по ее оси размещали стержень 8 квадратного сечения 1,5х1,5 мм, выполненный из нихрома, после чего форма 6 заполнялась формовочной смесью, в качестве которой использовался быстротвердеющий медицинский гипс. При затвердевании формы 7 получалась копия мастер-модели 4 полостной совместно с копией хвостовика 5, по оси которых находился стержень 8. Изготавливалась разъемная эластичная пресс-форма 9 (фиг. 5) по модели 1 с хвостовиком 2 и литником 3. Далее в эластичную пресс- форму 9 помещалась копия мастер-модели 4 в виде формы 7 (фиг. 6), и, поскольку, формы хвостовиков 2 и 5 идентичны, а хвостовик 5 выполняли с учетом усадки эластичной пресс-формы 9 корпусной мастер-модели 1, то полостная форма 4 размещалась равноудаленно от корпусной копии модели 1. Это достигалось как за счет увеличенного диаметра хвостовика 2 и 5, так и за счет увеличенных торцевых поверхностей, полностью устраняющих какой-либо возможный осевой люфт формы 7 в пресс-форме 9, что и позволяет обеспечить равнотолщинность изделия. После фиксации пресс-формы 9 через литник 11 в нее вводится модельный состав в виде воска. Таким образом, получали выплавляемую модель 10 корпуса изделия, внутри которой находилась гипсовая полость 7 с размещенным внутри стержнем 8, и после удаления гипсового хвостовика, модель содержала оболочку 10 с литником 11 и стержнем 8 (фиг. 7), которая затем напаивалась на литьевой стояк, размещенный в опоке (на фиг. не показано).
Использование в процессе изготовления пустотелых ювелирных изделий заявляемого способа обеспечивает многократное тиражирование изделий, существенное упрощение технологии и повышение качества, что при малых материальных затратах позволит найти заявляемому техническому решению необходимое применение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пустотелых ювелирных изделий | 1990 |
|
SU1813026A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЮВЕЛИРНЫХ ИЗДЕЛИЙ И ЮВЕЛИРНОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2016 |
|
RU2667227C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕЛЮСТНО-ЛИЦЕВЫХ ПРОТЕЗОВ | 2010 |
|
RU2425653C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ПРОТЕЗА-ОБТУРАТОРА ТВЕРДОГО И МЯГКОГО НЕБА | 2006 |
|
RU2310419C1 |
| Способ изготовления пустотелого протеза-обтуратора верхней челюсти | 2022 |
|
RU2789201C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 2008 |
|
RU2386413C1 |
| Способ точного литья | 1979 |
|
SU821057A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Способ выращивания крупногабаритных тонкостенных моделей отливок деталей двигателестроения с использованием технологии 3D печати | 2022 |
|
RU2807279C1 |

Изобретение относится к технологии изготовления пустотелых изделий и может быть использовано в ювелирном производстве. При изготовлении пустотелых ювелирных изделий выполняют металлическую мастер-модель корпуса совместно с хвостовиком и литником. Металлическую мастер-модель полости выполняют совместно с хвостовиком. По мастер-моделям изготовляют эластичные пресс-формы. Далее осуществляют формовку копии полостной мастер-модели, изготовление выплавляемой модели корпуса изделия, последующее получение металлической отливки. Выполнение мастер-моделей совместно с хвостовиком позволяет получить более жесткую конструкцию мастер-моделей и пресс-форм. Мастер-модели повышенной жесткости можно использовать многократно, что позволяет повысить производительность и качество изделия, а также снизить трудозатраты. 3 з.п. ф-лы, 7 ил.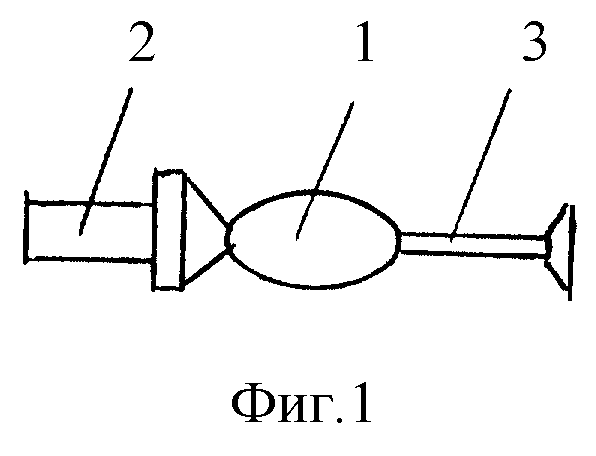
| Способ изготовления пустотелых ювелирных изделий | 1990 |
|
SU1813026A3 |
| Способ формирования высотных отва-лОВ и уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU829939A1 |
| US 4712605 А, 15.12.1987 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ СО СЛОЖНЫМ ПОВЕРХНОСТНЫМ РЕЛЬЕФОМ | 1990 |
|
RU2007256C1 |

