Изобретение относится к области машиностроения, в частности к станкостроению, и может быть использовано в качестве технологического оборудования в гибких производственных системах, предназначенных для обработки крупногабаритных деталей преимущественно серийного производства, где может быть достигнут наибольший эффект при одновременной синхронной обработке двух заготовок.
Целью изобретения является устранение недостатков прототипа, расширение технологических возможностей станка, по- вышениеегбпроизводительно ти путем обеспечения возможности смены инструмента и накладных головок в шпинделях ползунов двух бабок, смонтированных на траверсе.
На фиг. 1 изображен общий вид станка, вид спереди; на фиг.2 - вид сверху; на фиг.З
- вид по стрелке А на фиг.1; ;на|фйг.4- вид по стрелке Б на фиг.З; на фиг.5 - общий вид державки инструмента; вид сбоку; на фиг.6
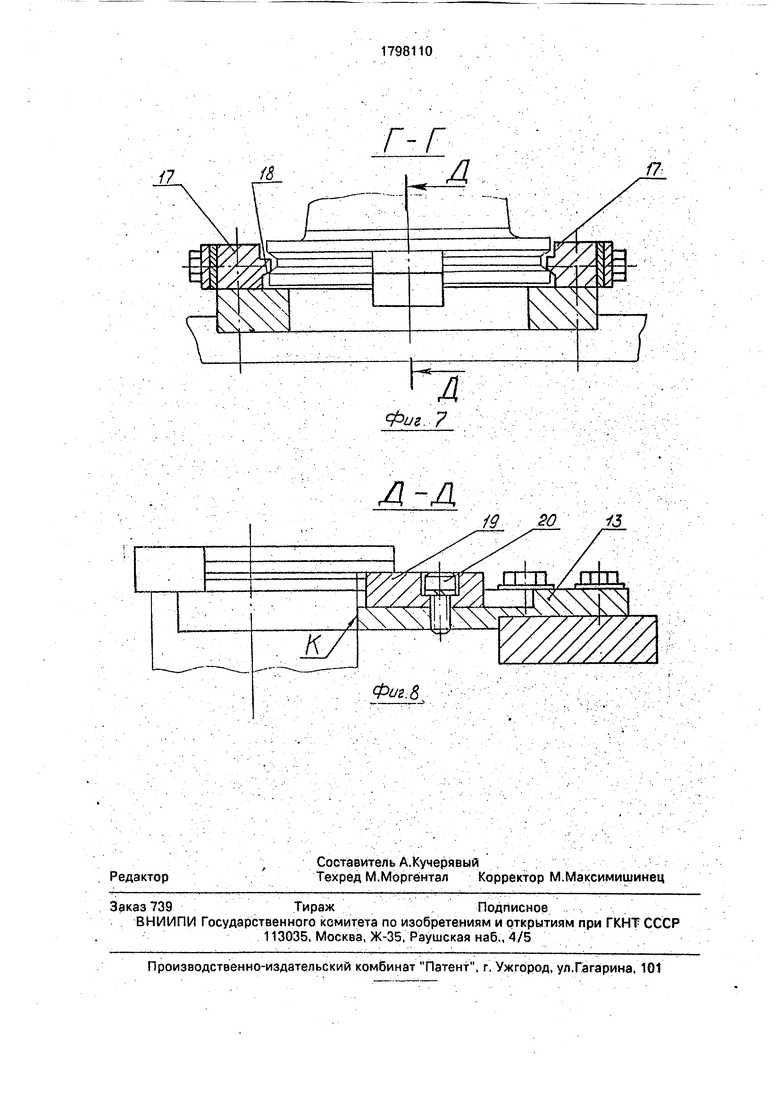
- вид сверху на державку; на фиг.7 - разрез Г-Гна фиг.З; на фиг.8 -разрез Д-Д на фиг.7.
Многоцелевой портальный станок содержит плиту-основание 1 (фиг. 1), две ста- нины 2, расположенные вдоль плиты-основания 1. портал, состойщий из кареток 3, стоек 4 и траверсы 5, на направляющих которой установлены с возможностью перемещения две бабки 6 и 7с ползунами. 8 и 9.
На продолжении плиты-основания 1 установлен инструментальный магазин 10, который представляет собой параллелепипед, на двух противоположных боковых поверхностях которогоустановлены державки 11с горизонтальной осью инструмента 12 (фиг.З, 4), на верхней плоскости параялеле- .-... пипедэ установлены державки 13 с вертикальной осью инструмента 14. Державки инструментов закреплены на корпусе магазина 10 винтами 15 (фиг.5). Державки 11 и 13 имеют одинаковую конструкцию и только монтируются по разному, для установки горизонтальных 12 и вертикальных 14 инструментов. На корпусе державки закреплены винтами 16 по две губки 17, имеющие клиновые поверхности 1Й (фиг.6 и 7), которые взаимодействуют с захватной частью оправок инструментов, выполненной с такими же клиновыми павэрхнбетямй. Для центрирования инструмента в державке предусмо1Рр;е а шпонка 19. закрепленная винтом 20, которая входит в паз 21 оправки инструмента 14.
Для закрепления оправки инструментов 14 в державке предусмотрены пластинчатые пружины 22, которые прикреплены планками 23 и винтами 24 к губкам 17.
Магазин накладных головок 25 содержит корпус 26, установленный вдоль станин
2 с наружных их сторон на фундамент станка, на котором установлены плиты 27 для каждой головки 28 отдельна Плиты 27 связаны с корпусом 26 с помощью подпружиненных направляющих скалок 29 так, что
плита 27 может перемещаться относительк но корпуса 26, если в аварийной ситуаций , произойдет перебег ползуном заданной величины перемещения. ; ; ;
Накладные головки 26 (фиг. 1,2) базиру5 ются на плите 27 с помощью базирующих планок 30 и пальцев 31, Конструкция магазинов накладных головок 25, установленных елевой и правой сторон станка, одинакова. Плита-основание 1 на рабочей поверх0 ности имеет Т-образные пазы для закрепления стола-спутника 32 или приспособления для закрепления загбтовок 33.
Станок работает следующим образом. , На плиту-основание 1 устанавливается
5 стол-спутник 32 с двумя одинаковыми заготовками 33. Портал перемещается на за- прЬгрйммирЬванную координату к инструментальному магазину 10, ползуны 8 и 9 опускаются вниз, накаливаются на оп0 равки 14, останавливаются, происходит зажим оправок в шпинделях бабсж. Портал перемещается вперед, при этом пружины 22 раздвигаются, захватная часть оправки инструмента 14 выходит из губок 17, Величина
5 перемещения портала определяется диаметром вынимаемого из державок 13 инструмента 14. Ползуны 8 и 9 перемещаются в верхнее положение и портал перемещается в зону обработки.
0 Установка инструмента 14 обратно в магазин 10 после окончания процесса резания происходит следующим образом. Портал из зоны обработки перемещается обратно к магазину 10 на заданйую координату, пол5 зуны 8 и 9 опускаются вниз до тех пор, пока захватная часть оправок не будет находиться против губок 17. Портал перемещается назад и останавливается, при этом пружины 22 раздвигаются оправкой, паз21 центриру0 ется шпонкой 19, а захватная часть оправки инструмента 14 входит под клиновую поверхность 18 губок 17, которые удерживают оправку в осевом направлении, а пружины 22 прижимают ее к боковой поверхности К
5 (фиг.8).
Оправка отжимается в шпинделе. Каждый ползун перемещается вверх, освобождает конусную часть оправки. Инструмент остается в магазине 10. Далее цикл повторяется.
Смена накладных головок и инструментов в головках производится следующим образом.
Портал перемещается на заданну ю координату к магазину накладных, головок 25, одновременно бабки 6 и 7 перемещаются от исходного положения в середине траверсы 5 на линии расположения магазинов накладных головок 25. Портал и бабки останавливаются. Ползуны 8 и 9 перемещаются вниз, останавливаются, происходит зажим головок 25 на торцах ползунов. Ползуны 8 и 9 перемещаются в верхнее положение, одновременно портал и бабки 6 и 7 перемещаются на заданные координаты и останавливаются над инструментальным магазином 10. Ползуны 8 и 9 перемещаются вниз, байки 6 и 7 перемещаются к инстру- , менту, накалываются шпинделями головок 25 на конусные хвостовики инструментов 12 и останавливаются, проис- .ходит зажим инструментов в шпинделях. Портал перемещается вперед, инструменты вынимаются из державок 11, портал перемещается в зону обработки, производится обработка.
Головка 25 на ползунах 8 и 9 могут поворачиваться на 360° и фиксироваться через каждые 90°, что позволяет обработать все 4 вертикальные поверхности,
Установка инструментов 12 в державки -1.1 магазина 10 производится в обратном порядке.
Установка накладных головок 25 в магазин накладных головок 25 производится следующим образом,; :
Портал из зоны обработки перемещается к магазинам накладных головок 25, одновременно бабки 6 и 7 перемещаются по траверсе 5 на линии расположения головок и останавливаются против свободных мест плит 27. Ползуны 8 и 9 перемещаются вниз и останавливаются. Происходит отжим накладных головок 28, головки центрируются с помощью базирующих планок 30 и паль цев 31. Ползуны 8 и 9 перемещаются в вер:
хнеб положение, останавливаются, портал перемещается на заданную координату для взятия следующих накладных головок 28 и цикл повторяется,
Накладные головки 28 могут храниться в магазинах 25 с заранее установленным инструментом, что позволяет повысить производительность обработки.
Предлагаемый станок позволяет расширить технологические возможности, повысить производительность при полной автоматизации процесса обработки, что в наибольшей степени обеспечивается при синхронной обработке одновременно двух заготовок Двумя бабками.
Ф о р м у л а и з d & р е т е н и я Многоцелеврй станок с подвижным порталом, содержащий станину, неподвижный стол, траверсу, установленную на ней бабку, несущую ползун со шпинделем, инструментальный магазин, размещенный в конце стола; с гнездами под инструмент, причем реи гнезд параллельны оси шпинделя, установленного с возможностью взаимо- дейетбйя с инструментом, от л ича ющийся тем, что, с целью расширения технологических возможностей, станок снабжен дополнительной бабкой, аналогичной основной, и магазинами накладных головок, а инструментальный магазин выполнен в виде параллелепипеда, при этом на верхней плоскости последнего выполнены гнезда, оси которых параллельны осям шпинделей основной и дополнительной бабок, а по меньшей мере на двух боковых его плоскостях выполнены гнёзда, оси которых перпендикулярны осям упомянутых бабок, причем магазины накладных головок размещены вдоль станины с двух ее сторон, а каждый из шпинделей установлен с возможностью взаимодействия с соответствующим магазином накладных головок и посредством Последних - с инструментом, размещенным в гнездах на боковых плоскостях инструментального магазина.
Фиг.З
1798110
Вид. Б

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Многооперационный фрезерно-расточный станок | 1982 |
|
SU1065134A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Многооперационный фрезерно-расточный станок портального типа | 1983 |
|
SU1151413A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Многоцелевой станок | 1985 |
|
SU1296357A1 |




Использование: станкостроение, в частности многоцелевые станки с ЧПУ. Сущность изобретения: станок содержит плиту рснование. две станины, расположенные вдоль плиты-основания, подвижный портал, две шпиндельные бабки с ползунами. На продолжении плиты-основания установлен Инстру мента льны и ма га зи.н, выполненный в виде параллелепипеда, в котором державки с вертйкальной.осью инструмента расположены на верхней его плоскости с возможностыо взаимодействия с вертикальными шпинделями ползунов, а державки с горизонтальной осью инструмента установлены на двух боковых плоскостях с возможностью взаимодействия с горизонтальными шпинделями накладных головок. Каждый из двух магазинов накладных головок расположен в зоне действия соответствующей шпиндельной бабки вдоль станины с наружной ее стороны. 8 ил.
..+ + +;4-+К-- : -::
+ :Ґ+ -f + -H-I- -Ь4
Ч-и
. |
--,± +
Н т т г -Ь4
-Ч +
Г- Г
м-л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| / Под-ред | |||
| В.А.Лещенко | |||
| М.; Машиностроение, 1988, с.374-378, рис.8.30 | |||
