Предлагаемый инструмент относится к области машиностроения, в частности к шлифовальным кругам на гибкой основе, используемым при обработке поверхностей различных деталей и узлов.
Известен лепестковый инструмент, содержащий корпус с расположенными на нем лепестками, имеющими боковые пазы для закрепления в них захватов фланцев [1].
Также известен лепестковый инструмент, состоящий из корпуса с расположенными на нем лепестками, содержащими боковые и внутренние пазы. При этом внутренний паз выполнен ступенчатой формы, меньшая из которых вскрыта торцем лепестков, а между фланцами имеется распорный элемент в виде углубления на одном и выступа на другом фланце. Распорный элемент предназначен для изменения расстояния между выступами внутренних фланцев при сборке инструмента [2].
Недостатками указанных лепестковых инструментов является невысокий срок службы из-за ненадежного закрепления лепестков, их отрыв от инструмента в процессе работы, сложность конструкции и значительный вес узла крепления лепестков.
Технической задачей предлагаемого решения является увеличение срока службы и повышение надежности лепесткового инструмента в процессе работы путем улучшения качества закрепления лепестков с фланцами между собой. Кроме того, снижается вес и упрощается конструкция лепесткового абразивного инструмента.
Указанная задача решается тем, что в лепестковом инструменте, состоящем из набора лепестков с пазами, закрепленными между боковыми и внутренними фланцами при помощи торцевых захватов, паз в лепестках под внутренние фланцы выполнен ступенчатой формы, а между внутренними фланцами размещен распорный элемент, при этом торцевой захват на каждом из фланцев выполнен с кольцевой острой кромкой, толщина захвата выполнена меньше ширины пазов лепестков, а полости между фланцами и лепестками вместе с пазами и внутренней диаметральной поверхностью заполнены жидкотвердеющей композиционной клеевой смесью, причем расстояние между крайними точками внутренних фланцев, в сжатом положении, превышает ширину меньшей ступени внутреннего паза лепестков, а распорный элемент выполнен в виде жестких выступов с вершиной в сторону противоположного фланца.
Еще одним отличием является то, что межлепестковое пространство инструмента заполнено клеевым составом, а остальной объем содержит армирующий объемный наполнитель.
Также острая кромка торцевых захватов фланцев при сборке инструмента гарантированно по всей длине плотно прижата к стенкам лепестков.
Кроме того, распорный элемент внутренних дисков может быть выполнен винтовым, в виде секторных выступов со встречными наклонными образующими, упругим, со сквозными окнами и отгибами.
На фиг. 1 изображен общий вид лепесткового круга с разрезом,
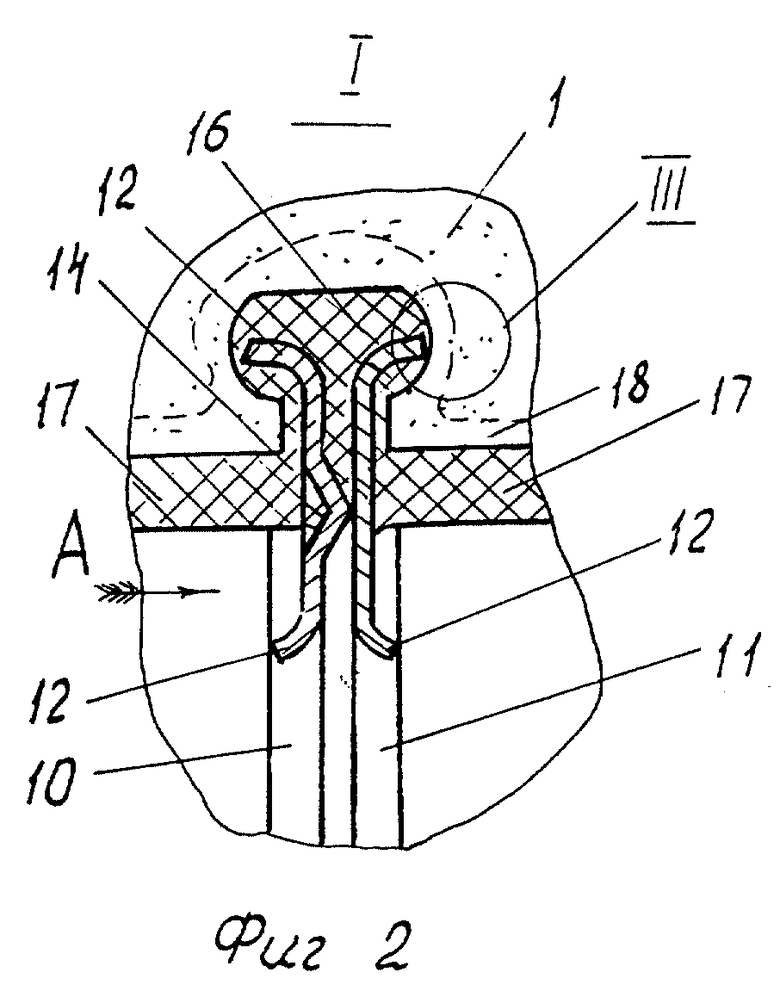
на фиг. 2 - увеличенное изображение узла фиг. 1,
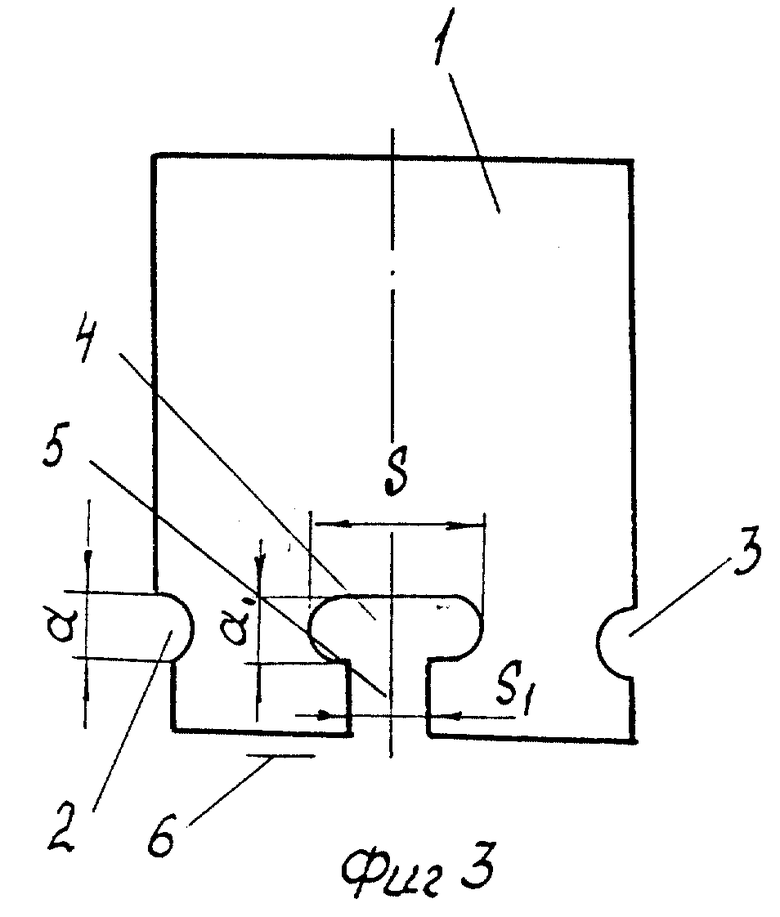
на фиг. 3 - общий вид профиля лепестка,
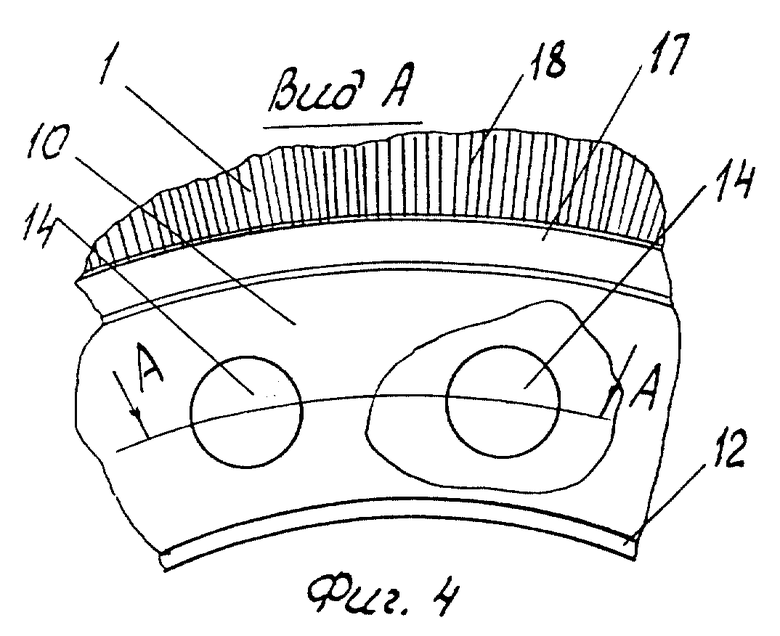
на фиг. 4 - вид А фиг. 2 согласно п.5 формулы без лепестков,
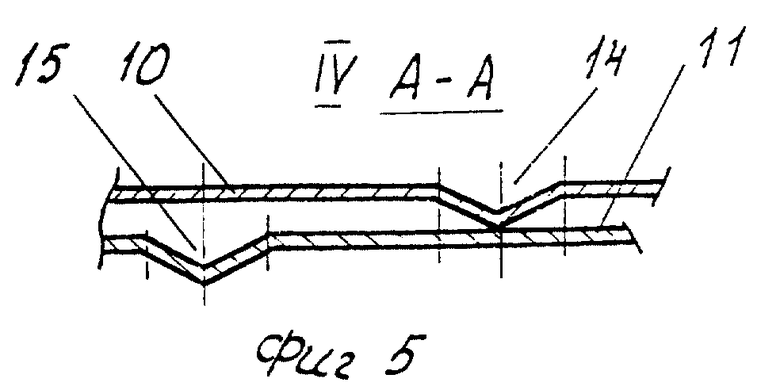
на фиг. 5 - сечение А-А фиг. 4,
на фиг. 6 - узел фиг. 1,
на фиг. 7 - узел фиг. 6 увеличенно.
Как показано на фиг. 1, инструмент содержит лепестки 1 из абразивной шкурки, набранные по кругу, в каждом из которых выполнены канавки 2 и 3 шириной (a), и ступенчатый паз, большая ступень 4 которого выполнена длиной (S) и шириной (a1), а меньшая ступень 5 вскрыта внутренним торцем 6, длина которого равна (S1). В канавку 2 установлен захват 7 бокового фланца 8, а в канавку 3 - фланец 9 таким же захватом 7. В средней части лепестков 1, в большей ступени 4 паза, установлены внутренние фланцы 10 и 11 с захватами 12. При этом захваты 7, 12 снабжены острой кольцевой кромкой 13, а их высота равна (t). На боковой поверхности фланцев 10 и 11 выполнен распорный элемент в виде выступов 14 и впадин 15 с наклонной боковой поверхностью. Ее свободное пространство между лепестками 1, боковыми фланцами 8 и 9, внутренними фланцами 10 и 11 заполнено монолитно смесью 16 толщиной (d). Слой смеси 17 разделен со слоем 16 острой кромкой 13 фланцев 8, 9, 10, 11 и образует монолитное соединение. Межлепестковые полости 18 заполнены клеевым составом смеси без наполнителя и надежно соединяют лепестки 1 между собой в области нижнего торца 6. При этом выполнено условие что (S1<2t<S), а (a>b).
Сборка инструмента осуществляется следующим образом.
Сначала фланцы 10 и 11 совмещают друг с другом таким образом, чтобы распорные элементы 14 и 15 вошли друг в друга, боковые плоскости соприкоснулись, а захваты 12 расположились в противоположные стороны. Затем лепестки 1 по одному набираются по окружности плотно без зазоров внутри между собой. После того, как необходимое количество лепестков набрано, фланец 10 поворачивают относительно фланца 11. При этом выступы 14 выйдут из впадин 15 распорного элемента и фланцы 10 и 11 сместятся друг от друга на высоту выступов, а кромки 13 по всей площади захватят, прижмутся к стенкам большей ступени 4 внутреннего паза лепестков 1. Затем набор лепестков ложится на торцевую поверхность, заливается жидкотвердеющая клеевая смесь с наполнителем (например, стекловолокно, сизаль и т.д.) и прижимается боковой фланец 9. После инструмент вместе с фланцем 9 переворачивают на 180o, заливают такую же смесь в другую полость и устанавливают фланец 8. Затем фланцы 8 и 9 сжимают с определенным усилием и производят твердение смеси. После твердения смеси лепестки прочно соединяются между собой и с фланцами 8, 9, 10, 11. Сборка инструмента на этом заканчивается и он готов к использованию.
Работа предлагаемого лепесткового круга осуществляется следующим образом. Круг центральным отверстием (d) устанавливается на оправку оборудования. Кроме того, одновременно к боковым фланцам прикладывается усилие для зажима круга от проворота. Кругу придается вращение и его прижимают периферийной поверхностью лепестков 1 к обрабатываемой поверхности детали. В результате лепестки 1 изгибаются и своей абразивной поверхностью снимают слой материала с обрабатываемой поверхности. По мере износа лепестков круг поджимают и обработка продолжается. После износа лепестков инструмента он заменяется новым.
Использование изобретения позволяет качественно и надежно закрепить лепестки на фланцах и между собой путем создания монолитного слоя, из смеси с наполнителем, расположенного по всему контуру контакта фланцев и лепестков. Кроме того, исключаются дополнительные крепежные элементы и выполнение фланцев меньшей толщины позволяет снизить вес лепесткового инструмента.
Данное решение позволяет изготовлять лепестковый инструмент любых типоразмеров как по диаметру, так и высоте кругов.
Изготовленный в соответствии с предложением лепестковый инструмент надежен при работе в особотяжелых условиях, имеет более чем в 1,5-2,0 раза выше стойкость, в несколько раз больше его машинное время в работе, более чем на 30-50% снижен его вес, почти полностью исключен дисбаланс и отрыв лепестков в процессе работы по сравнению с аналогичным, известным ранее, лепестковым инструментом.
Источники информации
1. Щеголев В.А. и др. Эластичные абразивные и алмазные инструменты, Л., "Машиностроение", 1977 г., стр. 54.
2. Авторское свидетельство СССР N 910402, кл. B 24 D 13/02, 1980 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕПЕСТКОВЫЙ ИНСТРУМЕНТ | 2002 |
|
RU2239540C2 |
| ЛЕПЕСТКОВЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2151050C1 |
| КРУГ ПОЛИРОВАЛЬНЫЙ | 1999 |
|
RU2179107C2 |
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1991 |
|
RU2009865C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
| ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2241591C1 |
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1991 |
|
RU2028918C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| Комплект стоечно-корпусных редукционных приводов со сменными дисками с вращающимися лопастями "ВИКОСТ" | 2017 |
|
RU2654113C1 |
Устройство относится к области машиностроения и может быть использовано для обработки поверхностей различных деталей. В лепестковом инструменте, состоящем из набора лепестков, захваты боковых и внутренних фланцев выполнены меньше ширины пазов, их торцевая плоскость снабжена острой кольцевой кромкой, внедренной в тело лепестков, а полости между фланцами и лепестками заполнены жидкотвердеющей клеевой смесью, которая в своем составе может иметь объемный наполнитель. Технический результат выражается в упрощении конструкции и снижении веса кругов, увеличении в 1,5-2,0 раза стойкости и повышении надежности лепесткового инструмента в процессе работы в особотяжелых условиях с ударными и циклическими нагрузками. 8 з.п.ф-лы, 7 ил.
| Сборный лепестковый инструмент | 1980 |
|
SU910402A1 |
| СПОСОБ ПРОИЗВОДСТВА СРЕДСТВА ДЛЯ ОБРАБОТКИ РАСТЕНИЙ | 2003 |
|
RU2257061C2 |
| ЭЛЕКТРОХИМИЧЕСКИЙ ДАТЧИК КОНЦЕНТРАЦИИ ВОДОРОДА В ГАЗОВЫХ И ЖИДКИХ СРЕДАХ | 1997 |
|
RU2120624C1 |
| US 3561173, 09.02.1971 | |||
| US 3872630, 25.03.1975 | |||
| Система приема товаров, доставляемых беспилотными летательными аппаратами (варианты) | 2018 |
|
RU2678523C1 |
| Способ обработки пазов лепестковым кругом | 1990 |
|
SU1805019A1 |

