Изобретение относится к машиностроению и может быть использовано при одновременной обработке дна и стенок пазов.
Цель изобретения - повышение качества обработки.
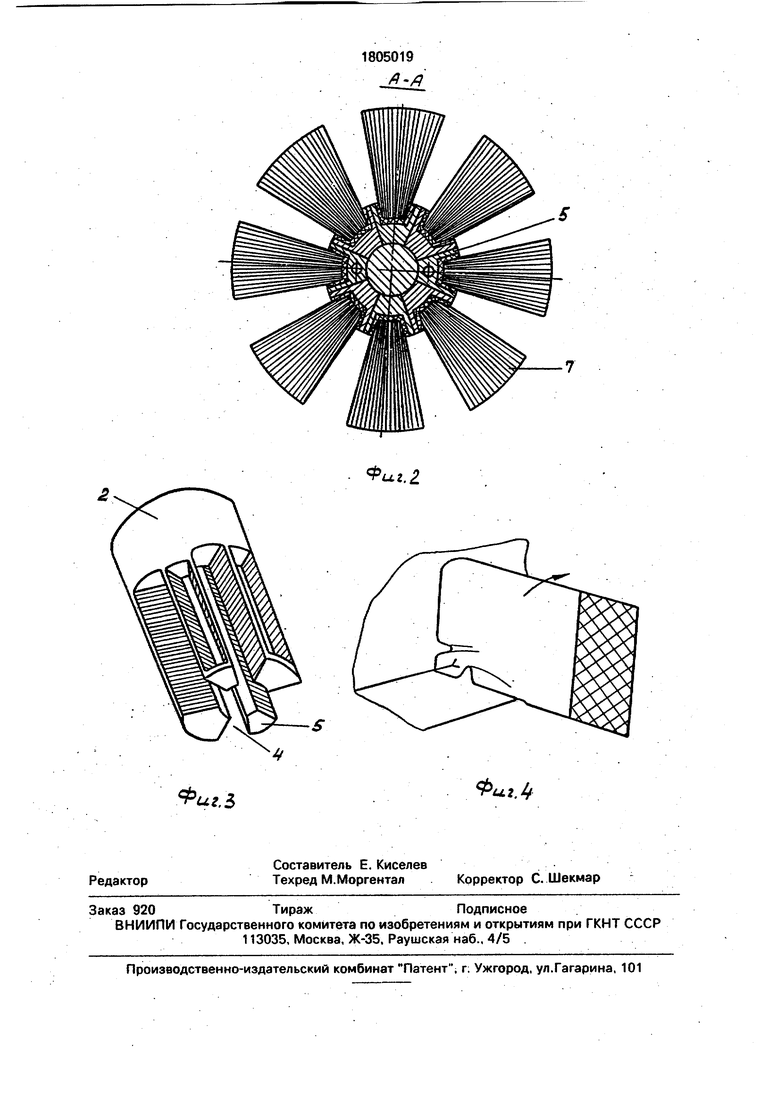
На фиг.1 показан лепестковый полировальный круг с оправкой для обработки пазов по предлагаемому способу; на фиг,2 - сечение А-А на фиг.1; на фиг.З - ступица в аксонометрии; на фиг.4 - пространственный изгиб лепестков в двух плоскостях.
На оправке 1 установлены две ступицы 2 и 3 одинаковой формы. Ступицы снабжены торцовыми пазами 4 с радиально расположенными стенками, образующими выступы 5 с размерами, идентичными размерам пазов. На каждом выступе закреплен при помощи эпоксидной композиции 6 пакет лепестков абразивной шкурки 7. Ступицы 2 и 3 установлены на оправке таким образом, что выступы одной ступицы заходят в пазы
другой. Между ступицами расположены пружины сжатия 8, прижимающие их к торцу конического хвостовика оправки 1 и к закрепляющим ступицы гайкам 9. Крутящий момент с оправки на ступицу передается при помощи штифта 10. Ширина круга должна быть несколько больше ширины обрабатываемого круга.
Каждый лепесток имеет 2 надреза, один из которых расположен в прикорневой части лепестка параллельно оси вращения круга, а второй под углом а к оси вращения в направлении от вершины лепестка, расположенной со стороны паза к его центру, при этом угол а определяют из соотношения
AI л л а arctg -т-, гдеДт и Да - скорости износа
лепестков в радиальном и осевом направлении.
Лепестковый круг вводят в паз с натягом и сообщают вращательное движение.
оо
О
ел о
ю
Предлагаемый способ обработки пазов лепестковыми кругами позволяет эффективно осуществлять одновременную обработку дна и стенок паза с высоким качеством поверхностей.
Формула изобретения Способ обработки пазов лепестковым кругом, при котором последний вводят в паз с натягом и сообщают кругу вращательное движение, о тличагащийся тем, что, с целью повышения качества обработки, круг берут с разрезами на лепестках, один из
которых расположен в прикорневой части лепестка параллельно оси вращения круга, а другой - под углом а к оси вращения в направлении от вершины лепестка, расположенной со стороны паза, к его центру, при зтом угол а определяют из соотношения
;ct arctg 25.
где AI - скорость износа лепестков в радиальном направлении;
Дг - скорость износа лепестков в осевом направлении.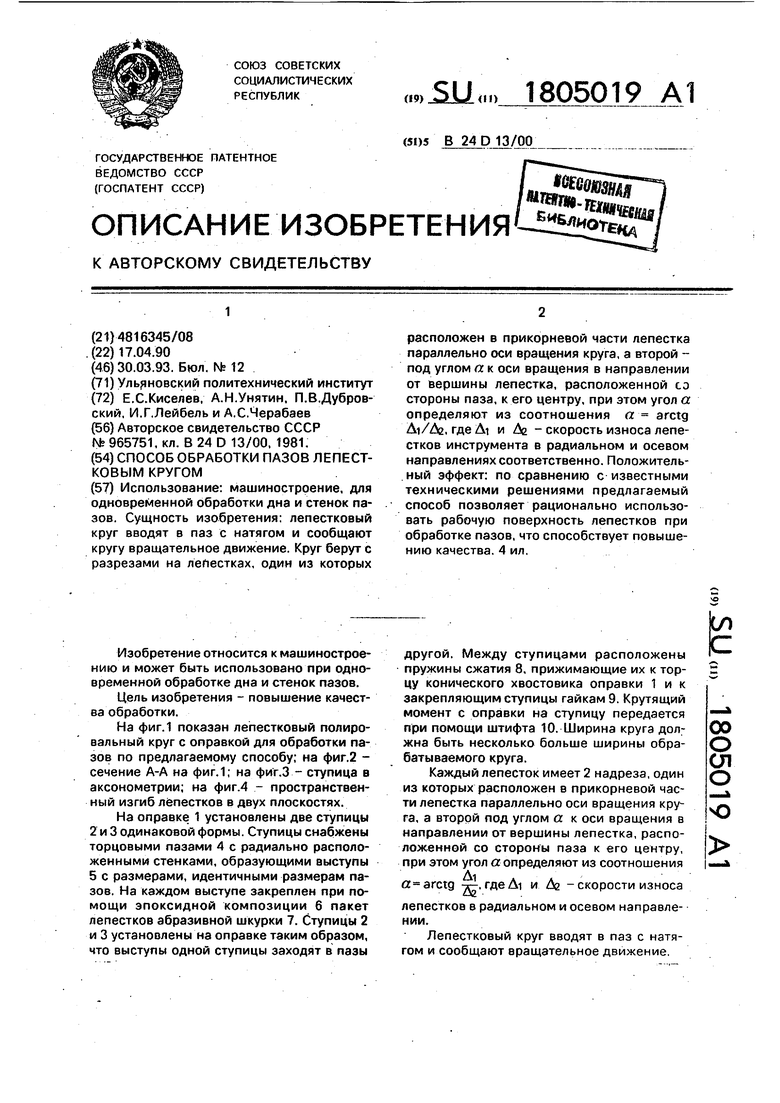

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПАЗОВ ЛЕПЕСТКОВЫМ КРУГОМ | 1996 |
|
RU2111111C1 |
| СПОСОБ ОБРАБОТКИ ПАЗОВ ЛЕПЕСТКОВЫМ КРУГОМ | 1996 |
|
RU2109620C1 |
| Лепестковый полировальный круг | 1981 |
|
SU965751A1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1992 |
|
RU2071410C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПАЗОВ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2019 |
|
RU2710258C1 |
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239542C1 |
| Абразивный лепестковый круг | 1984 |
|
SU1273240A1 |
| Торцовый полировальный круг | 1980 |
|
SU905039A1 |
Использование: машиностроение, для одновременной обработки дна и стенок пазов. Сущность изобретения: лепестковый круг вводят в паз с натягом и сообщают кругу вращательное движение. Круг берут с разрезами на лепестках, один из которых расположен в прикорневой части лепестка параллельно оси вращения круга, а второй - под углом а. к оси вращения в направлении от вершины лепестка, расположенной со стороны паза, к его центру, при этом угол а определяют из соотношения а. arctg Ai/A2, где AI и Дг - скорость износа лепестков инструмента в радиальном и осевом направлениях соответственно. Положитель- .ный эффект: по сравнению с известными техническими решениями предлагаемый способ позволяет рационально использовать рабочую поверхность лепестков при обработке пазов, что способствует повышению качества.4 ил.
и
Фиг,1
| Лепестковый полировальный круг | 1981 |
|
SU965751A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
