Изобретение касается способа и устройств для изготовления формованных изделий из пластмассы путем отделения единичных порций материала от материального потока из пластифицированной под воздействием тепла пластмассы, выходящего из перекрываемого выпускного отверстия и направленного вертикально вниз, а также путем передачи отделенных порций материала в полость формы и их прессования с получением формованного изделия посредством запирания полости формы.
Подобный способ и подобное устройство известны из DE-C3-3023415. Согласно этому способу и устройству кольцеобразные заготовки получают за счет того, что единичные порции материала отделяют путем закрывания направленной к полости формы части трубы раздатчика материала посредством запорного элемента, перемещаемого в осевом направлении к концу трубы, причем отделенные кольцеобразные порции материала в свободном падении переводятся в полость формы. Управляя запорным элементом, кольцеобразные порции материала формуют в заготовки, профиль поперечного сечения которых имеет примерно линзообразную форму. Кольцеобразные заготовки отделяют от запорного элемента предпочтительно потоком газа, направленного на место разъединения.
В этом способе требуется сложная сопловая система, которая, к тому же, требует специфической характеристики закрывания для получения желаемой формы поперечного сечения кольцеобразной заготовки. Поскольку термопластичный пластмассовый материал обладает сильными клеящими и адгезионными свойствами, необходимы, как правило, еще и дополнительные меры, такие как обеспечение наличия потоков горячего воздуха для отделения полученной заготовки от запорного устройства.
Другой способ и другое устройство известны из ЕР-В1-328096. Здесь заготовка выдается через сопло и отрезается, причем весь нагретый термопластичный материал, необходимый для заготовки, укладывается на выдвигаемый под сопло промежуточный носитель, поверхность которого образует часть пресс-формы. Перед или при запирании формы промежуточный носитель опускается вниз и переводит заготовку в пресс-форму. Наличие в устройстве выдвижного промежуточного носителя усложняет пресс-форму и удорожает ее.
По способу согласно DE-C3-3023415 можно изготавливать только кольцеобразные заготовки. Согласно ЕР-В1-328096 заготовки тоже могут иметь кольцеобразную форму. В связи с изготовлением формованных изделий в виде тюбика, который должен иметь закрытое выпускное отверстие, например с протыкаемой мембраной, или в случае так называемых тюбиков с "отвертыванием" или "отламыванием", у которых выходное отверстие освобождается только после отвертывания и/или отламывания соответственно выполненной запорной части, при использовании кольцеобразных заготовок возникают проблемы, поскольку при прессовании частью имеют место воздушные включения или дефекты, приводящие к браку.
Из заявки US-A-2894285 известно устройство для выдачи материала, в котором термопластичный материал из наклонно расположенного экструдера через выпускное отверстие под давлением выводится в наклонную каналообразную камеру, после чего выпускное отверстие закрывается поршнем и отделенная при этом порция материала через указанную камеру в конечном счете транспортируется в полость формы, при этом вокруг поршня смыкаются пальцевые съемники, снимающие порцию металла с поршня при его обратном ходе.
Задачей изобретения является создание способа и устройства, с помощью которых просто и быстро можно было бы без дополнительных приемов получать, в частности, замкнутые порции материала желаемой величины, причем устройство имело бы простую конструкцию и обеспечивало получение желаемых порций материала, в особенности замкнутых. Кроме того, способ и устройство должны обеспечивать возможность получения высококачественных тюбиков с закрытым выпускным отверстием.
Изобретение более подробно поясняется ниже на примере выполнения с помощью чертежей, на которых:
фиг. 1 показывает устройство согласно изобретению в схематичном изображении, в котором через открытое выпускное отверстие раздатчика материала выходит материальный поток,
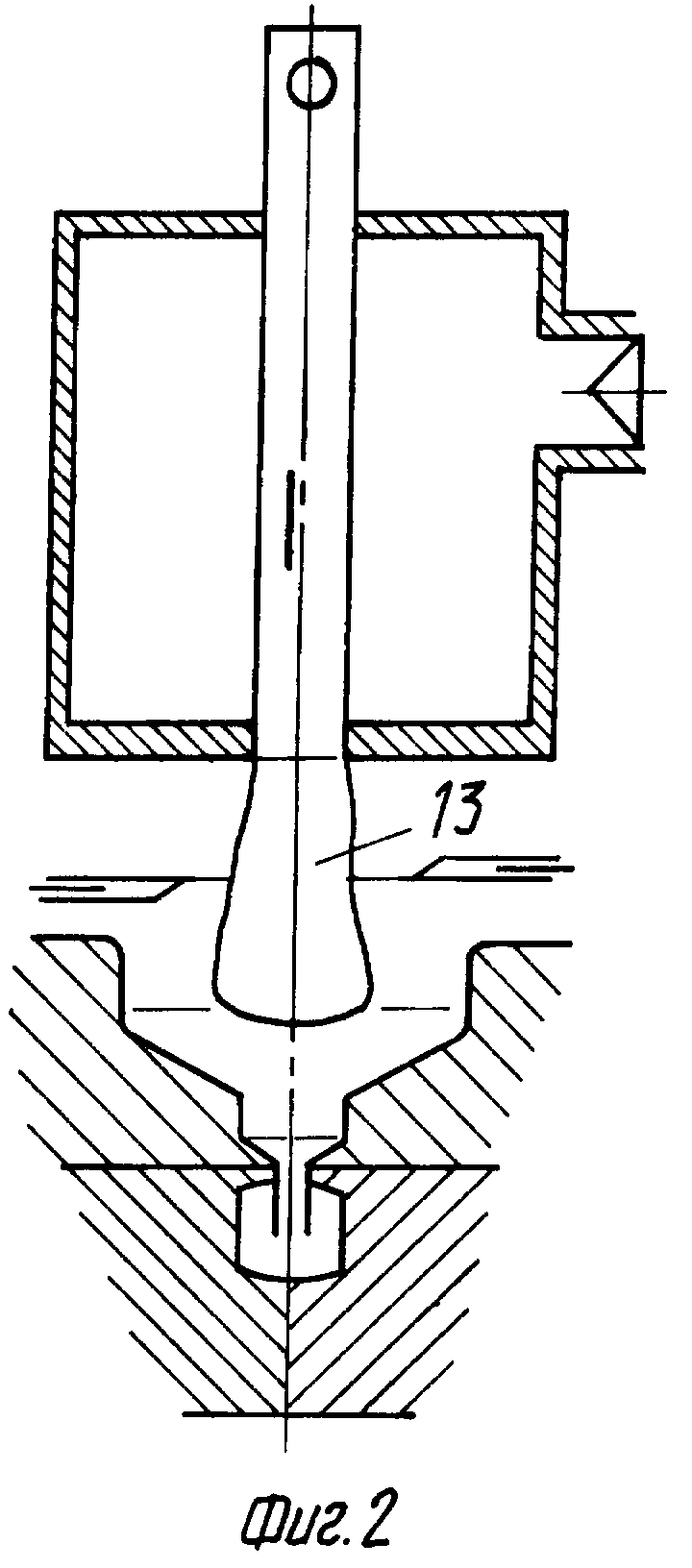
фиг.2-5 - то же, что и на фиг.1, но на различных стадиях способа образования желаемой порции материала.
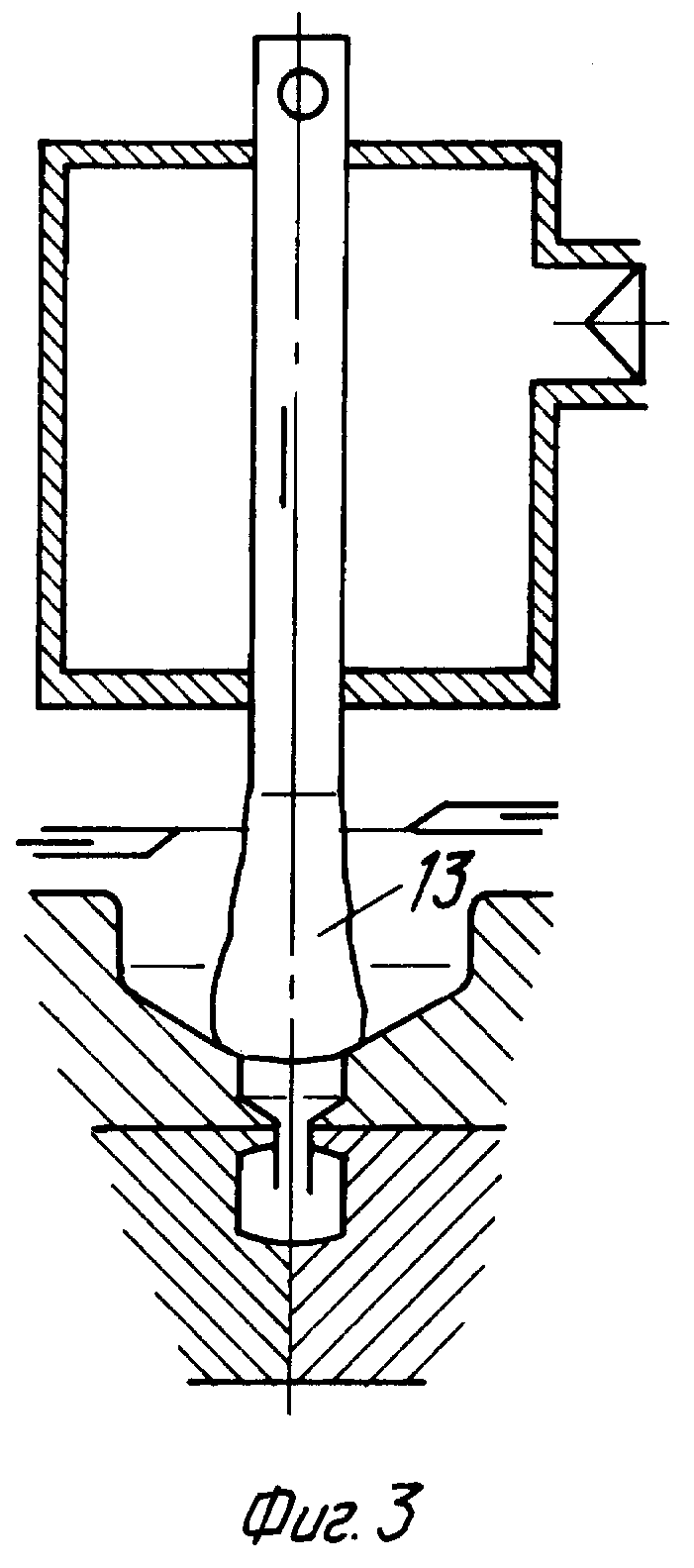
В раздатчик материала 1 посредством шнека 2 экструдера подается пластифицированная тепловым воздействием пластмасса 3. Раздатчик 1 материала в своем днище 4 имеет выпускное отверстие 5. В раздатчике 1 материала с возможностью восходяще-нисходящего движения установлен запорный элемент 6, выполненный так, что его нижний конец 7 в верхнем положении (фиг.1) освобождает выпускное отверстие 5 для выхода пластмассы 3, в среднем опущенном положении (фиг.2) закрывает выпускное отверстие 5, а в нижнем положении (фиг.3,4) выдвинут из раздатчика 1 материала в направлении устанавливаемой под ним оформляющей полости 8 части 8' пресс-формы, которая может иметь любое известное - в том числе и составное - выполнение (матрица не показана).
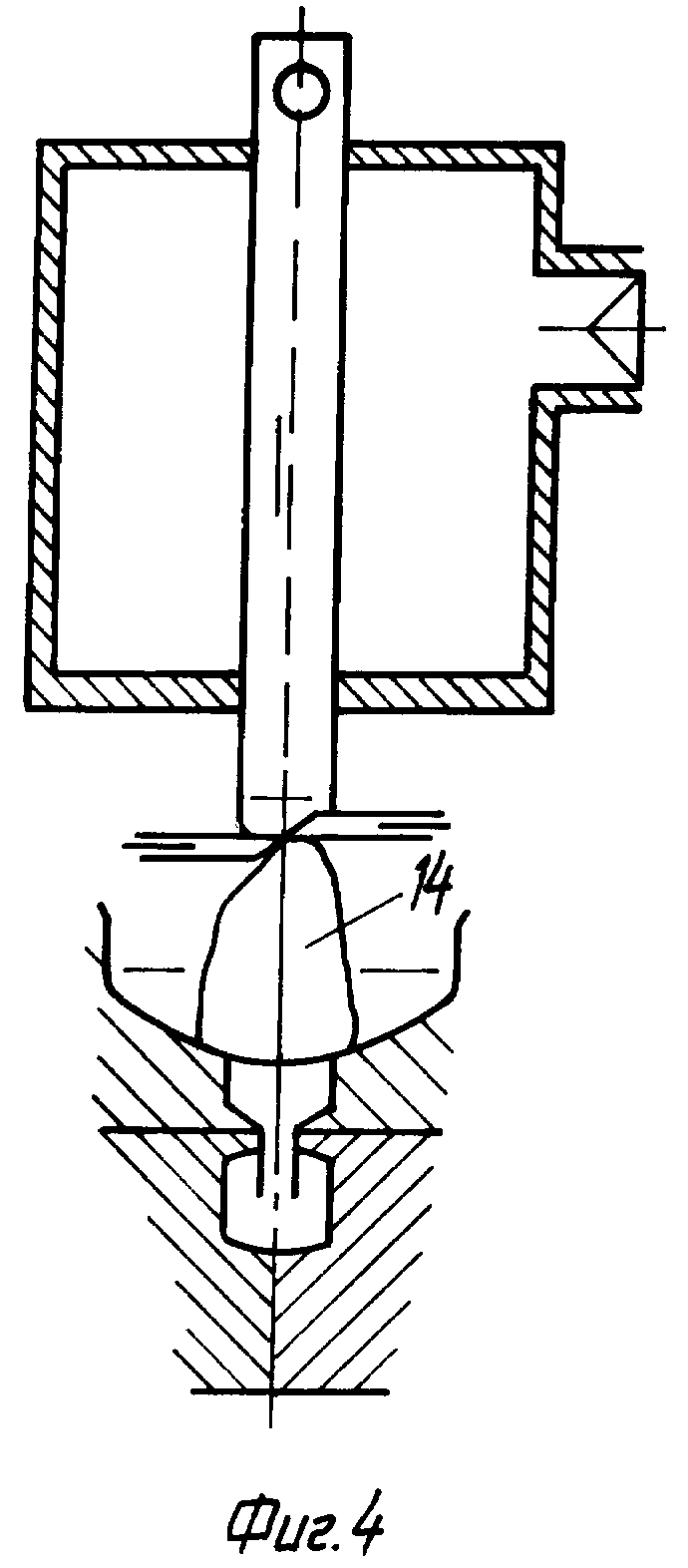
Между частью 8' пресс-формы и днищем 4 раздатчика 1 материала установлено приспособление 9 типа ножниц, ножи 10 которых установлены с возможностью движения навстречу и в стороны друг от друга так, что их режущие кромки 11 в конце реза (см. фиг.4) несколько перекрывают друг друга. Ножи 10 предпочтительно имеют скошенные режущие кромки 11.
Способ осуществляется следующим образом. Раздатчик 1 материала посредством шнека 2 экструдера заполняется нагретой термопластичной пластмассой 3. Затем конец 7 запорного элемента 6 перемещают вверх в направлении стенки раздатчика 1 материала, лежащей напротив днища 4 (см. фиг.1), в результате чего освобождается выпускное отверстие 5. Через выпускное отверстие 5 выходит обозначенный на фиг.1 стрелками материальный поток 12 из термопластичной пластмассы. Затем нисходящим движением запорного элемента 6 закрывают выпускное отверстие 5 (см. фиг.2). В этой позиции часть 13 материального потока отделена. При этом часть 13 материального потока вследствие клеящих или адгезионных свойств термопластичной пластмассы, затрудняющих в известных способах отделение заготовок, зависает на нижнем конце 7 запорного элемента 6 (см. фиг.2).
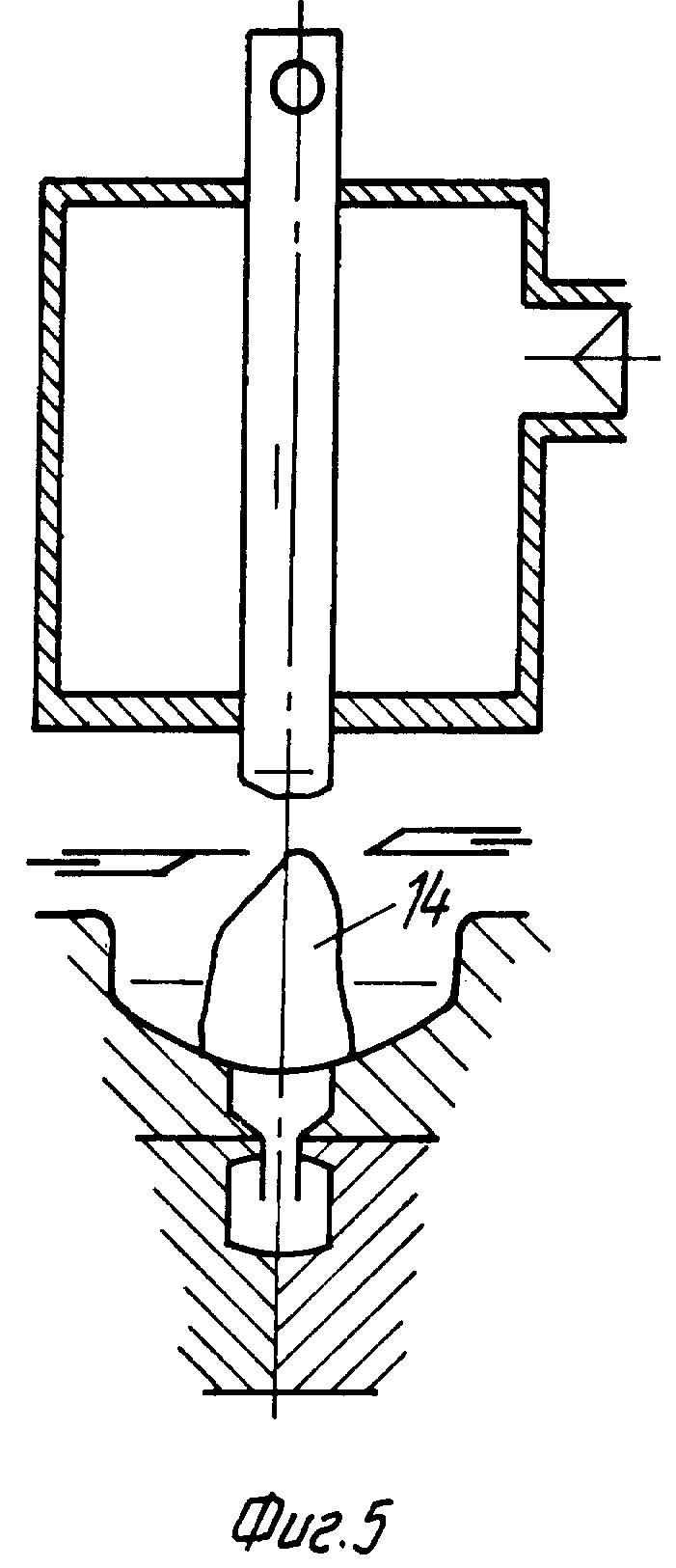
Согласно примеру выполнения вслед за этим опускают запорный элемент 6 вместе с висящей на его нижнем конце 7 частью 13 материального потока далее вниз до тех пор, пока свободный нижний конец части 13 материального потока не упрется в стенку оформляющей полости 8 (см. фиг. 3). Затем приводят в действие ножничное приспособление 9, и его ножницы 10 движутся навстречу друг другу и отделяют желаемую порцию 14 материала от части 13 материального потока (см. фиг. 4), причем порция 14 материала имеет замкнутую компактную каплевидную форму. После этого ножи 10 ножничного приспособления 9 возвращают в их исходное положение.
Ножничное приспособление 9 может быть установлено с возможностью вертикального перемещения (не показано) для варьирования величины отделяемой порции 14 материала. Возможно также предусмотреть на пути обратного хода ножей 10 подаваемое при необходимости очистительное приспособление (не показано) для очистки ножей 10 от налипающей пластмассы.
Предпочтительно выполнить приспособление 9 и, в особенности, его ножи 10 охлаждаемыми (не показано), чтобы в значительной мере избежать прилипания пластмассы к ножам 10. Для этой цели ножи 10 можно в качестве альтернативы или же дополнительно снабдить антиадгезионным покрытием.
Величиной материального потока 12, выходящего из выпускного отверстия 5 раздатчика 1 материала можно управлять путем регулирования расстояния конца 7 запорного элемента 6 от выпускного отверстия 5 и/или длительности открывания выпускного отверстия 5.
Возможно также приводить в действие ножничное приспособление 9 уже в позиции, показанной на фиг. 2, когда часть 13 материального потока еще свободно висит на нижнем конце 7 запорного элемента 6. Если действовать таким образом, то отделенная порция 14 материала будет свободно падать в оформляющую полость 8. Это позволит увеличить частоту получения порций материала, так как запорный элемент 6 периодически проходит меньший путь подъема.
В результате опускания запорного элемента 6 в выпускное отверстие 5 (см. фиг. 2) поток 12 материала практически останавливается, что позволяет производить чистый рез без утечки материала. Остановку потока материала можно осуществить и тем, что, например, в результате перемещения поршня поршневого узла (не показан) во внутренней полости раздатчика материала кратковременно создается разрежение, не позволяющее материалу выходить через открытое выпускное отверстие 5 (фиг.1).
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЮБИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2033372C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЮБИКОВ | 1991 |
|
RU2021129C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХ- ИЛИ МНОГОКАМЕРНЫХ ТУБ | 1997 |
|
RU2203805C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЕМКОСТИ ИЗ ПЛАСТМАССЫ | 1995 |
|
RU2146616C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО ТЕЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ТУБЫ | 1996 |
|
RU2154005C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2220889C2 |
| Тюбик | 1983 |
|
SU1246887A3 |
| Устройство для изготовления прессованных изделий из термопластичной пластмассы | 1989 |
|
SU1757449A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2000 |
|
RU2238188C2 |
| Сплющиваемый контейнер | 1984 |
|
SU1364232A3 |
Устройство для изготовления формованного изделия из пластмассы содержит запираемую полость формы и устанавливаемый над ней раздатчик материала для пластифицированной тепловым воздействием пластмассы. Раздатчик материала имеет выпускное отверстие для выхода материального потока, направленное к полости формы и закрываемое запорным элементом. Под отверстием установлено приспособление для отделения порции материала, выполненное в виде ножниц. Запорный элемент установлен с возможностью перемещения из внутренней полости раздатчика материала в выпускное отверстие, и через него - в открытую полость формы, и возвращения обратно. По другому варианту исполнения раздатчик материала снабжен поршневым узлом с подвижным поршнем для создания кратковременного разряжения во внутренней полости раздатчика материала. В способе изготовления формованного изделия из пластмассы от потока пластмассы, выходящего из выпускного отверстия, отделяют единичные порции материала, переводят их в полость формы и прессуют их с получением формованного изделия. Отделение порций материала от материального потока осуществляют под выпускным отверстием на расстоянии от него, для чего материальный поток на короткое время останавливают. Способ и устройство позволяют получать замкнутые порции материала желаемой величины без дополнительных приемов. 3 с. и 4 з.п. ф-лы, 5 ил.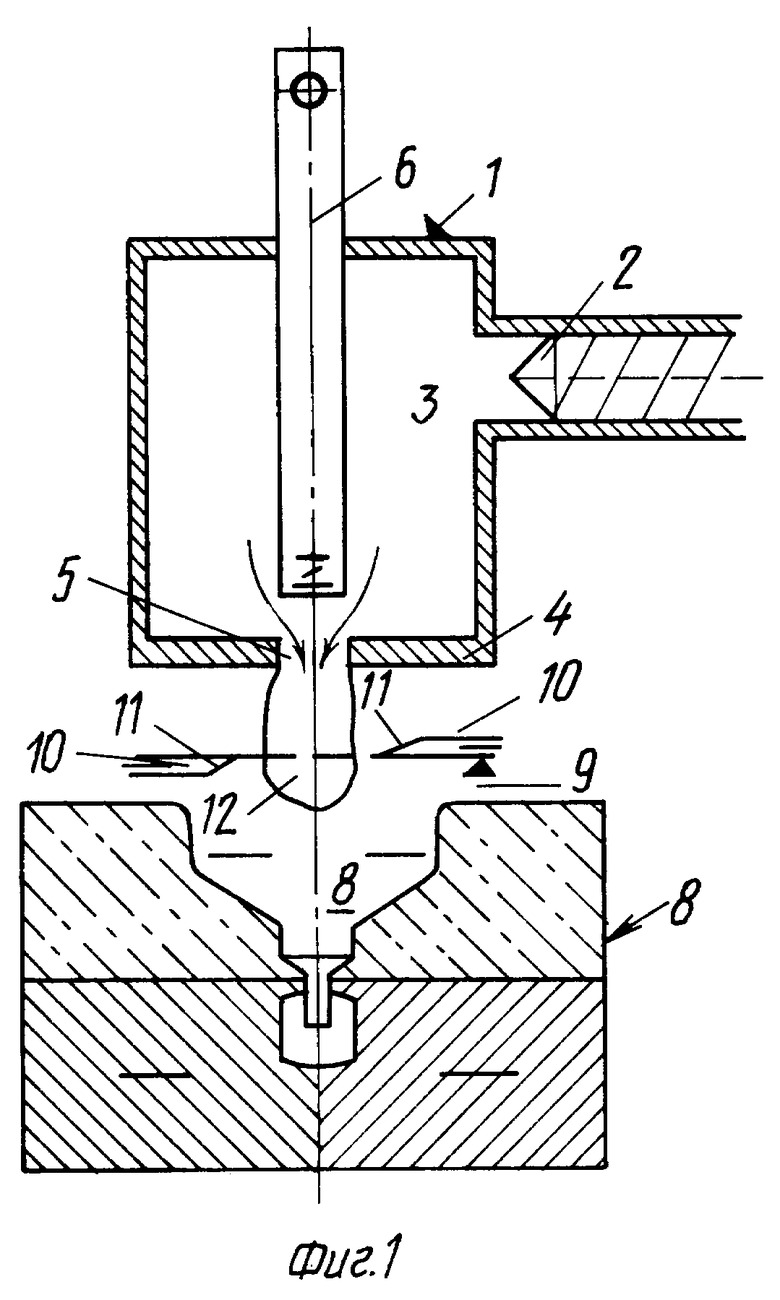
| US 2894285 A, 14.07.1959 | |||
| Отопитель кабины строительно-дорожной машины | 1991 |
|
SU1798217A1 |
| Способ разработки пологого угольного пласта | 1987 |
|
SU1483046A1 |
| ЗАПИРАЮЩЕЕ УСТРОЙСТВО | 1992 |
|
RU2061157C1 |
| Установка для заливки полимеризационной смеси | 1982 |
|
SU1073109A1 |

