Изобретение относится к устройству для изготовления двух-или многокамерных туб.
Известны различные устройства для изготовления однокамерных туб с применением оправок, подводимых к нескольким рабочим позициям, причем по крайней мере на одной рабочей позиции на оправку насаживается трубчатая заготовка, которая на другой рабочей позиции жестко связывается с предварительно изготовленной или приформованной головкой тубы.
Имеется потребность изготовления двух- или многокамерных туб с применением предварительно изготовленных трубчатых заготовок, причем трубчатая заготовка внутри тубы посредством одной или нескольких перегородок разделена на две или несколько параллельных друг к другу продольных камер.
В настоящее время неизвестны устройства для изготовления многокамерных туб при применении предварительно изготовленной трубчатой заготовки с одной или несколькими перегородками.
Технический результат изобретения заключается в создании устройства для изготовления двух- или многокамерных туб с помощью предварительно изготовленной трубчатой заготовки.
Технический результат достигается устройством для изготовления двух-или многокамерных туб из трубчатых заготовок, содержащих одну или несколько перегородок и соединяемых с головкой тубы с закрываемым отверстием, включающем оправки, воспроизводящие внутренний контур тубы и подводимые к рабочим позициям, при этом согласно изобретению оправки продольно разделены на секционные оправки с предусмотренным между ними разделительным зазором для ввода перегородки, причем секционные оправки имеют поперечное сечение, которое соответствует поперечному сечению отдельной камеры.
Технический результат достигается и за счет того, что устройство для изготовления двух- или многокамерных туб снабжено по меньшей мере одной вспомогательной оправкой для приема трубчатой заготовки с отклоняющейся перегородкой, причем вспомогательная оправка расположена с возможностью приведения в коаксиальное относительно одной из секционных оправок положение и снабжена по меньшей мере одной открытой к периферии аксиально направленной выемкой, при этом предусмотрены средства для ввода по меньшей мере одного отрезка отклоняющейся перегородки в выемку и для насаживания трубчатой заготовки со вспомогательной оправки на оправку.
Было бы целесообразно, чтобы в устройстве для изготовления двух- или многокамерных туб каждая вспомогательная оправка была бы выполнена в качестве сплошного корпуса, поперечное сечение которого соответствует поперечному сечению одной из камер многокамерной тубы и выемка воспроизводила бы остаточное поперечное сечение многокамерной тубы.
Не менее целесообразно, чтобы в устройстве для изготовления двух- или многокамерных туб средства для введения отрезка перегородки в выемку содержало бы отключаемый источник вакуума.
Разумно, чтобы в устройстве для изготовления двух- или многокамерных туб каждый разделительный зазор имел бы вертикально к своему продольному направлению прямолинейное поперечное сечение.
Полезный эффект достигается тогда, когда каждый разделительный зазор имеет вертикальное к своему продольному направлению изогнутое поперечное сечение.
Дополнительный полезный эффект достигается тогда, когда разделительный зазор имеет вертикально к своему продольному направлению S-образное поперечное сечение.
Целесообразно, чтобы в устройстве для изготовления двух- или многокамерных туб по крайней мере одна секционная оправка была бы расположена с возможностью коаксиального и параллельного по отношению к одной, соответственно нескольким, секционным оправкам перемещения.
Дополнительный эффект достигается и тогда, когда секционная оправка расположена жестко в державке.
При этом было бы целесообразно, чтобы державка была бы расположена с возможностью вращения.
Дополнительный положительный эффект достигается и тогда, когда каждая из секционных оправок имеет выступы, уменьшающие поперечное сечение разделительного зазора по крайней мере при их размещении в одной плоскости друг против друга.
Не менее целесообразно, чтобы каждый разделительный зазор, исходящий из отрезка с уменьшенным поперечным сечением, имел бы входной отрезок с более большим поперечным сечением.
Возможен вариант выполнения устройства для изготовления двух- или многокамерных туб, при котором по крайней мере одна секционная оправка имеет систему каналов, снабженную выходными отверстиями, направленными к разделительному зазору и/или к внешней окружности, причем система каналов подключена к источнику вакуума с возможностью отключения.
Дополнительный положительный эффект достигается тогда, когда каждая вспомогательная оправка имеет систему каналов, которые связаны с выходными отверстиями, заканчивающимися в выемке.
Применением отдельных секционных оправок, между которыми имеется зазор, причем каждая оправка имеет поперечное сечение, соответствующее поперечному сечению полости отдельной камеры желаемой двух-или многокамерной тубы, обеспечивается возможность насаживать предварительно изготовленную трубчатую заготовку с разделительной перегородкой на оправку, состоящую из секционных оправок, причем соответствующая перегородка, или соответствующие перегородки, вводится в разделительный зазор, соответственно вводятся в разделительные зазоры. Позиционированная таким образом трубчатая заготовка с перегородкой снабжается тогда за один или несколько рабочих приемов головкой тубы. Предпочтительно это происходит методом прессования или литьевого прессования или же методом литья под давлением, причем одновременно с приформовыванием головки тубы изготавливаются перемычки в головке и соединения перемычек с перегородками.
Ниже приводится пояснение примеров выполнения устройства согласно изобретению.
Фиг.1 - оправка, состоящая из двух секционных оправок;
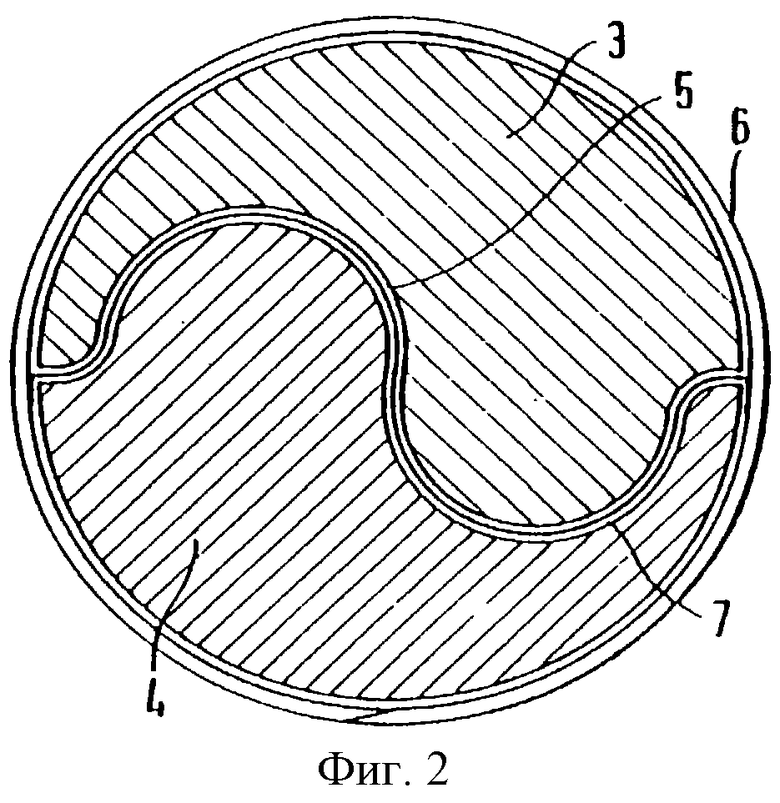
фиг.2 - разрез по линии II-II фиг.1;
фиг. 3 - вспомогательная оправка с трубчатой заготовкой в схематичном изображении;
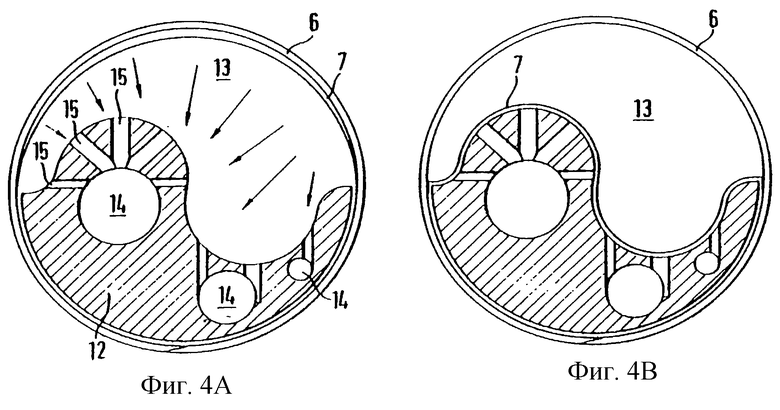
фиг. 4а - поперечное сечение вдоль линии IV-IV на фиг.3, причем перегородка прилегает к периметру трубчатой заготовки;
фиг. 4b - то же самое, что и на фиг.4а, однако перегородка прилегает к выемке вспомогательной оправки;
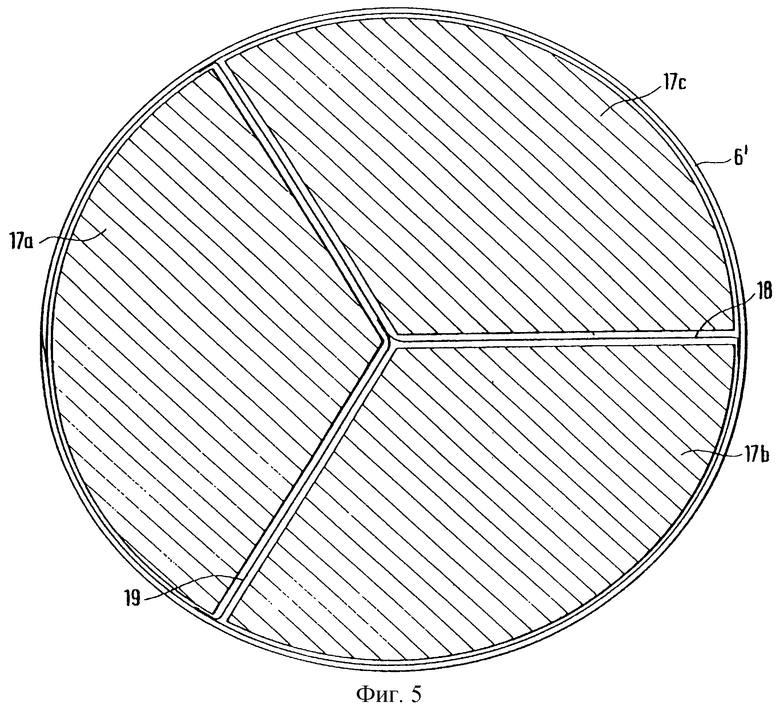
фиг.5 - поперечное сечение оправки, состоящей из трех секций для трехкамерной тубы с одинаковыми по величине камерами;
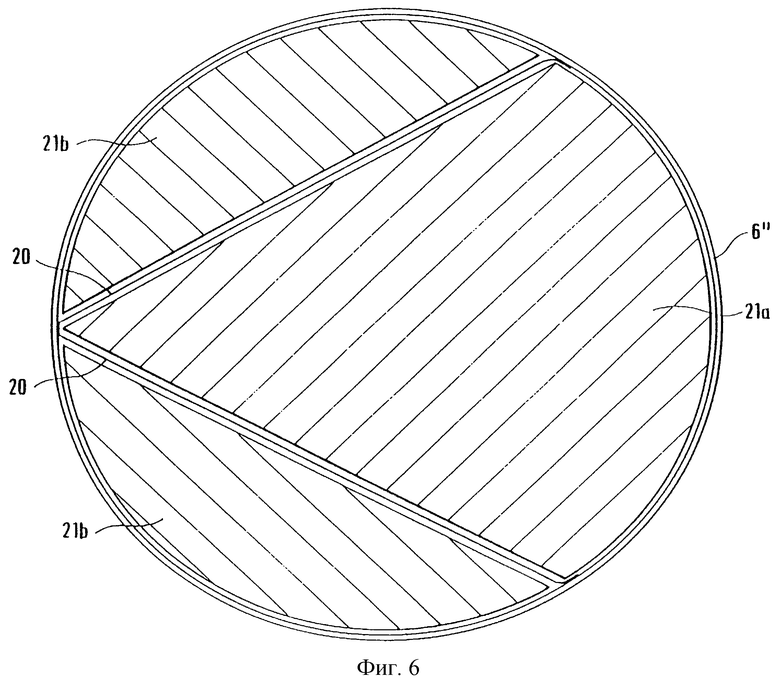
фиг. 6 - поперечное сечение оправки из трех секций для трехкамерной тубы с одной большой и двумя малыми камерами.
Как это изображено на фиг.1, на транспортирующем приспособлении 1, которое может быть, например, вращающимся диском, вращающимся барабаном, вращающимся столом, транспортной цепью и т.п., посредством державки 2 установлена оправка, состоящая из секционных оправок 3, 4, которая своим внешним контуром повторяет внутренний контур подлежащей изготовлению двухкамерной тубы, включая зону головки. Между обеими секционными оправками 3, 4 выполнен разделительный зазор 5, который служит для размещения расположенной в трубчатой заготовке 6 перегородки 7. Разделительный зазор 5 может иметь изогнутое поперечное сечение, например, как показано на фиг.2, оно может иметь S-форму или же прямолинейную форму (см. фиг.6), может быть с прямолинейным и с угловым профилем (см. фиг.5), а также с прямолинейным и изогнутым профилем (не показан).
Предпочтительно одна секционная оправка 4 расположена жестко и другая секционная оправка 3 расположена в державке 2 с возможностью параллельного к секционной оправке 4 перемещения, которая со своей стороны может быть расположена предпочтительно с возможностью вращения для выполнения дальнейших стадий изготовления, а также может иметь привод. Секционные оправки 3, 4 предпочтительно имеют направленные друг к другу выступы 8, служащие для уменьшения проходного поперечного сечения разделительного зазора 5 в одной плоскости поперечного сечения. Если обе секционные оправки 3 и 4 имеют контакт с державкой 2, т.е. не сдвинуты друг относительно друга, выступы 8 лежат в одной плоскости. Выступы 8 предпочтительно закруглены на их верхушках и имеют форму поперечного сечения приблизительно колоколообразной формы, что способствует скольжению перегородки 7 при ее введении в разделительный зазор 5. По крайней мере одна секционная оправка 3 или 4 имеет каналы 9, которые заканчиваются в выходных отверстиях 10 на наружной окружности соответствующей секционной оправки 3 или 4 и/или в разделительном зазоре 5 (оба варианта не показаны). Каналы 9 могут быть выполнены на всех имеющихся секционных оправках 3 и 4; 17а-с; 21 a, b и могут подсоединяться с возможностью отключения к непоказанному источнику вакуума. Система каналов служит для того, чтобы удерживать позиционированную трубчатую заготовку 3 при перемещении вместе с подвижной секционной оправкой 3 соответственно в ее конечном положении на оправке по ее периметру и/или относительно ее перегородки, в частности при транспортировании и/или в дальнейших стадиях обработки.
Если трубчатая заготовка 6 снабжена относительно жесткой, стабильно стоящей в пространстве перегородкой 7, трубчатая заготовка посредством соответствующего устройства, которое предпочтительно содержит также и вращательное приспособление, может быть выровнена коаксильно по отношению к секционным оправкам 3, 4 таким образом, что укрепленная в трубчатой заготовке 6 перегородка 7 укладывается относительно разделительного зазора между секционными оправками 3, 4. Посредством представленного на фиг.3 схематично шабера 11 выровненная таким образом трубчатая заготовка 6 может быть насажена на секционные оправки 3, 4, причем перегородка 7 входит в разделительный зазор.
При применении относительно жесткого материала для перегородки обе секционные оправки 3, 4 в их исходном положении могут оставаться в контакте с державкой 2, т.е. они обе могут быть жестко расположены на державке 2. Тогда вход разделительного зазора 5 для лучшего введения перегородки 7 может иметь слегка воронкообразную или коническую форму (не показано).
При относительно тонких до совсем тонких перегородках 7 преимущественным является выполнение по крайней мере одной секционной оправки 3 с возможностью возвратно-поступательного перемещения, как описано выше, аксиально и параллельно к другой секционной оправке 4. При наличии более двух секционных оправок также и несколько оправок могут быть расположены с возможностью предпочтительно различного по величине выдвигания. При смещенном друг относительно друга положении секционных оправок 3, 4, как показано на фиг.1, также и выступы 8 смещены друг относительно друга и вследствие этого увеличивают проходное сечение разделительного зазора 5 по сравнению с позицией, в которой они лежат непосредственно друг против друга, так что при наличии закругленных отрезков выступов 8 перегородка 7 может легче вводиться в разделительный зазор 5. Если после этого частичная оправка 3 по фиг.1 перемещается обратно вправо в свое конечное положение, выступы 8 обеих секционных оправок 3, 4 лежат в одной плоскости и образуют как направляющую, так и опору для перегородки смежно с зоной головки тубы.
Если отдельно или одновременно с головкой тубы (не показана) следует изготовлять одну или, в случае необходимости, несколько разделительных перемычек (не показаны) при ее, соответственно их, связи с перегородкой 7 соответственно перегородками 18, 19 на фиг. 5, 20 на фиг.6, с использованием расплавленного пластмассового материала, входная зона разделительного зазора 5, преимущественно до выступов 8, может иметь большую ширину в свету, чем зазор 5 позади выступов 8. Вследствие этого толщина перемычки/перемычек в головке и ее/их связь с перегородкой 7 или с несколькими перегородками в трубчатой заготовке 6 может иметь широкий диапазон значений. При расположении обоих выступов 8 друг против друга ширина в свету каждого разделительного зазора 5 между выступами 8 рассчитана преимущественно таким образом, что расстояние выступов 8 друг от друга только немного превышает ширину перегородки 7 трубчатой заготовки 6, так что выступы 8 при изготовлении разделительных перемычек ограничивают полое пространство для приформовываемой разделительной перемычки.
Если предусмотренная перегородка 7 является очень мягкой и/или очень тонкой и вместе с этим очень гибкой, устройство предпочтительно снабжается вспомогательной оправкой 12 (см. фиг.3 и 4) для одной трубчатой заготовки 6 с перегородкой 7. Каждая вспомогательная оправка 12 имеет поперечное сечение, которое имеет форму одной из камер, предпочтительно самой большой камеры при камерах различной величины, при двухкамерной тубе, соответственно при многокамерной тубе. Каждая вспомогательная оправка 12 имеет выемку 13, которая проходит по всей ее длине и в ее поперечном сечении соответствует поперечному сечению соответствующей другой камеры, соответственно всех других камер. Вспомогательная оправка 12 выполнена сплошной и имеет систему каналов 14, которые могут иметь по длине различные проходные поперечные сечения и предпочтительно распределены по поперечному сечению и снабжены распределенными как по длине, так и по поперечному сечению, проходными отверстиями 15, которые все вместе входят в выемку 13. Каналы 14 и проходные отверстия 15 могут подсоединяться к источнику вакуума (не показан), причем в выемке 13 можно создавать вакуум, чтобы засасывать прилегающую в исходном положении к стенке трубчатой заготовки 6 перегородку 7 (см. фиг.4а) в выемку 13, причем в конечном положении перегородка 7 прилегает непосредственно к вспомогательной оправке 12 (см. фиг.4b). При тонких перегородках вместо вакуума можно применять электростатическое притяжение.
Вышеописанная выровненная подача трубчатой заготовки 6 на вспомогательную оправку 12 должна обеспечивать то, что перегородка 7, по крайней мере желаемый отрезок этой перегородки, может без препятствий двигаться в выемку 13, прилегая к ней.
Вспомогательная оправка 12 с фиксированной вакуумом перегородкой 7, соответственно с фиксированным вакуумом отрезком перегородки, выровнена или будет выравниваться относительно частичных оправок 3 и 4 таким образом, что фиксированная в своем положении в выемке 13 перегородка 7 ложится напротив разделительного зазора между частичными оправками 3, 4. Тогда трубчатая заготовка 6 насаживается с помощью шабера 11 на частичные оправки 3, 4. При насаживании секционные оправки 3, 4 принимают показанное на фиг.1 смещенное друг к другу положение, чтобы тонкая перегородка 7 могла простым образом и мимо выступов 8 попасть в разделительный зазор 5. Если трубчатая заготовка 6 своим передним концом наталкивается на упор 16 (фиг.1) на подвижной секционной оправке 3, то продвижение шабера 11 (фиг.2) прекращается и, в случае необходимости, система каналов секционной оправки 3 подключается к источнику вакуума, вследствие чего трубчатая заготовка 6 фиксируется на секционной оправке 4. Потом секционная оправка 3 движется в свое прилегающее к державке 2 конечное положение. После этого может также производиться фиксирование положения с помощью секционной оправки 4, если она тоже подключается к источнику вакуума. В фиксированном положении трубчатая заготовка 6 может подводиться к одной или нескольким стадиям обработки, где происходит изготовление разделительных перемычек отдельно или одновременно с головкой, а также соединение разделительной перемычки с перегородкой, соответственно разделительных перемычек с перегородками, а также, в случае необходимости, с предварительно изготовленной головкой с, в случае необходимости, предварительно изготовленными разделительными перемычками и трубчатой заготовкой, в случае необходимости, также в несколько отдельных или частичных стадий.
На фиг.5 представлены три секционные оправки 17 a, b, с, причем трубчатая заготовка 6 имеет расположенную под углом перегородку 18, оба конца которой укреплены на трубчатой заготовке 6', и соединительную перегородку 19, которая закреплена, с одной стороны, на сгибе расположенной под углом перегородки 18 и, с другой стороны, на трубчатой заготовке 6'. В примере по фиг.5 представлены три одинаковые по величине секционные оправки и также одинаковые камеры. В примере выполнения по фиг.6 выполнены две перегородки 20 в качестве секущих к круглому поперечному сечению трубчатой заготовки 6', которые закреплены на в общей точке на трубчатой заготовке 6' в общей точке. Частичные оправки 21 а, b имеют поперечное сечение, соответствующее поперечному сечению камер.
При подобных многокамерных тубах благодаря наличию перегородок 18, 19, 20 в трубчатой заготовке 6', 6" она стабильна, так что, в случае необходимости, можно отказаться от вспомогательной оправки. Если применяется вспомогательная оправка, ее поперечное сечение должно предпочтительно соответствовать поперечному сечению самой большой камеры.
Устройство может также применяться для того, чтобы сначала размещать предварительно изготовленные отдельные перегородки в один, соответственно несколько разделительных зазоров, причем разделительные зазоры могут быть выполнены как выше представлено и/или описано. Перегородки имеют тогда выступающие из оправок боковые пластинки (не изображены), которые предпочтительно в месте их выхода из оправки загнуты или имеют там изгиб, чтобы они как можно плотнее прилегали к наружной стенке оправки. Это может быть осуществлено также отдельным прижимающим, соответственно приформовывающим, устройством. На такую снабженную отдельно изготовленными перегородками оправку насаживается отдельная трубчатая заготовка без перегородки, соответственно перегородок, таким образом, что боковые пластинки плотно прилегают к внутренней стенке трубчатой заготовки.
Соединение с головкой и разделительной перемычкой производится вышеописанным образом. При достаточно широких боковых пластинках можно отказаться от жесткого и вместе с этим герметически отделяющего друг от друга камеры соединения боковых пластинок со стенками трубчатой заготовки, особенно если подлежащие размещению в камерах отдельные компоненты не могут или с трудом поддаются смешению и/или их разделение друг от друга не обязательно требуется. В секционных оправках могут быть предусмотрены соединительные средства, например, для сваривания боковых пластинок с трубчатой заготовкой посредством подвода контактного тепла, например, с помощью высокочастотно нагреваемых, расположенных в секционных оправках напротив боковых пластинок, металлических элементов.
Трубчатые заготовки могут быть выполнены из любого материала из одной или нескольких пластмасс, из слоистого материала, также с изоляционными слоями, из металла или пластмассы посредством сварного шва внахлестку или экструзией. Также и относительно перегородок нет ограничений в выборе материала.
Вакуум во вспомогательных оправках 12 можно регулировать таким образом, что по поперечному сечению выемки 13 происходит постепенное засасывание и вместе с этим также и постепенное прилегание перегородки 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХКАМЕРНЫХ ТУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2246404C2 |
| ДВУХКАМЕРНАЯ ТУБА | 2000 |
|
RU2263056C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЮБИКОВ | 1991 |
|
RU2021129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2220889C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО ТЕЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ТУБЫ | 1996 |
|
RU2154005C2 |
| ТЮБИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2033372C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ ИЗ ПЛАСТМАССЫ | 1995 |
|
RU2151058C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ И УПАКОВКИ ТУБ | 2003 |
|
RU2323828C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2000 |
|
RU2238188C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ В ВИДЕ ТУБЫ | 2000 |
|
RU2239558C2 |

Изобретение относится к устройствам для изготовления двух- или многокамерных туб. В устройстве для изготовления двух- или многокамерных туб из трубчатых заготовок, содержащем одну или несколько перегородок, соединяемых с головкой тубы с закрываемым отверстием, имеются оправки, воспроизводящие внутренний контур тубы и подводимые к рабочим позициям. Оправки продольно разделены на секционные оправки с предусмотренным между ними разделительным зазором для ввода перегородки. Секционные оправки имеют поперечное сечение, соответствующее поперечному сечению отдельной камеры. Изобретение позволяет изготавливать двух- или многокамерные тубы с помощью предварительно изготовленной трубчатой заготовки. 13 з.п. ф-лы, 6 ил.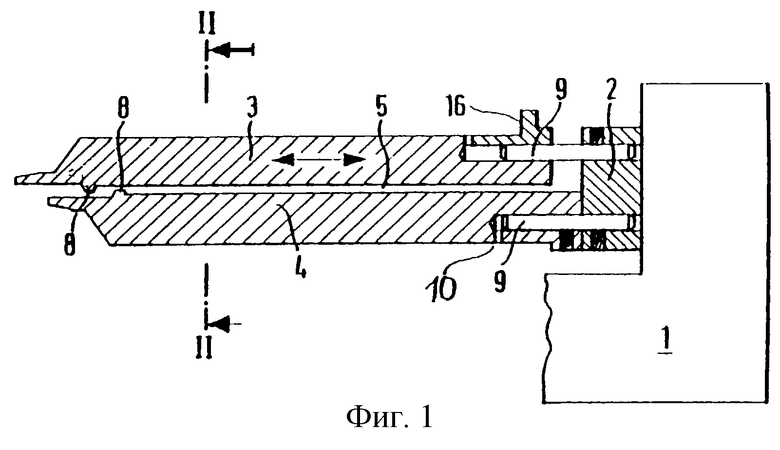
| US 5076470 А, 31.12.1991 | |||
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАНАЛИЗАЦИОННЫХ ВОД | 2010 |
|
RU2453503C2 |
| ТРУБЧАТОЕ ИЛИ ПОЛОЕ ИЗДЕЛИЕ ПОСТОЯННОГО ИЛИ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ ЛИСТОВОГО ИЛИ ЛЕНТОЧНОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2116199C1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |

