Изобретение относиться к металлообработке, а, именно, к конструкциям метчиков, предназначенных для нарезания резьб в жаропрочных и титановых сплавах.
Известен метчик (Суворов А.А. и др., Режущий инструмент. - М.: Машиностроение, 1979, с.45), содержащий заборную и калибрующую часть с полным резьбовым профилем.
Недостатком данного метчика является его малый срок службы из-за частых поломок, особенно при нарезании резьб в труднообрабатываемых материалах, что обусловлено одновременным участием в работе большого числа режущих кромок, а это приводит к росту крутящего момента резания, защемлению зубьев во впадинах резьбы и поломке метчика.
Известный метчик (Суворов А.А. и др. Режущий инструмент. - М.: Машиностроение, 1979, с. 45) содержит заборную и калибрующую части. Около половины зубьев в калибрующей части вырезана в шахматном порядке.
Недостатком данного метчика является малый срок службы, особенно проявляющийся при нарезании резьб в труднообрабатываемых материалах, например в жаропрочных и титановых сплавах. Это происходит из-за того, что конструкция метчика с удаленными в шахматном порядке зубьями калибрующей части предлагает наличие не менее 50% полнопрофильных зубьев калибрующей части, а 50% оставшихся зубьев создают повышенное трение и, в результате, большой крутящий момент часто приводящий к поломке метчика.
Кроме того, недостатком метчиков с удаленными в шахматном порядке зубьями является сложность изготовления. Известен метчик, выбранный в качестве ближайшего аналога, имеющий калибрующую часть с полнопрофильными и заниженными по высоте зубьями, сопряженными непосредственно друг с другом (см. PCT WO 97/32682, B 23 C 5/06,1987).
В предлагаемой конструкции метчика, содержащей калибрующую часть с полнопрофильными и заниженными по высоте зубьями, заниженные зубья сопряжены непосредственно друг с другом, а наружный диаметр заниженных зубьев больше внутреннего диаметра резьбы и меньше среднего диаметра метчика.
Конструкция метчика, в котором полнопрофильные зубья сопряжены непосредственно друг с другом, позволяет расширить диапазон соотношений заниженных зубьев по отношению к незаниженным и регулировать его при производстве метчиков в зависимости от условий применения, т.е. выбрать оптимальный вариант соотношения полнопрофильных и заниженных зубьев.
Кроме того, не полностью заниженные зубья калибрующей части с наружным диаметром, большим внутреннего диаметра резьбы и меньшим среднего диаметра метчика, позволяют даже при наличии минимального количества полнопрофильных зубьев калибрующей части осуществить нормальное осевое базирование метчика в обрабатываемом отверстии.
В метчиках с полным занижением пятидесяти процентов зубьев калибрующей части сопряжение полнопрофильных зубьев непосредственно друг с другом возможно лишь при наличии большого количества полнопрофильных зубьев, т.к. они, кроме функции калибрования, должны нести также функцию осевого базирования, а полностью заниженные зубья ее не выполняют. Увеличение количества полнопрофильных зубьев, в свою очередь, приводит к увеличению длины режущих кромок и, следовательно, к увеличению вероятности заклинивания и слома метчика. При уменьшении же количества полнопрофильных зубьев ухудшится осевое базирование метчика и будет происходить разбивание резьбы в обрабатываемом отверстии.
Кроме того, предлагаемое расположение заниженных и полнопрофильных зубьев на калибрующей части позволит упростить и ускорить процесс изготовления метчиков, т.к. либо потребуется лишь одна настройка инструмента для занижения сразу группы зубьев калибрующей части, либо уже в заготовке участок заниженных зубьев может иметь наружный диаметр меньше наружного диаметра незаниженных зубьев, что уменьшит расход металла на изготовление метчика.
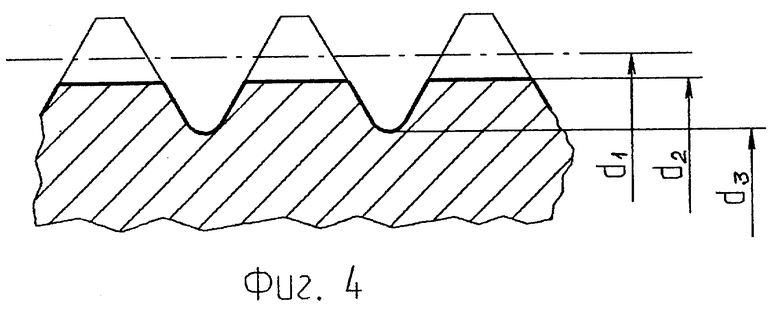
На фиг. 1, 2, 3 изображены варианты исполнения метчика; на фиг. 4 - схема занижения зубьев калибрующей части.
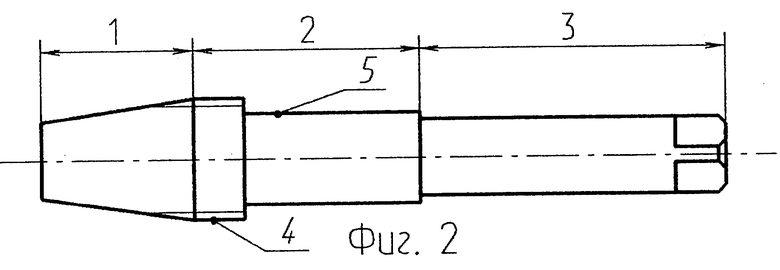
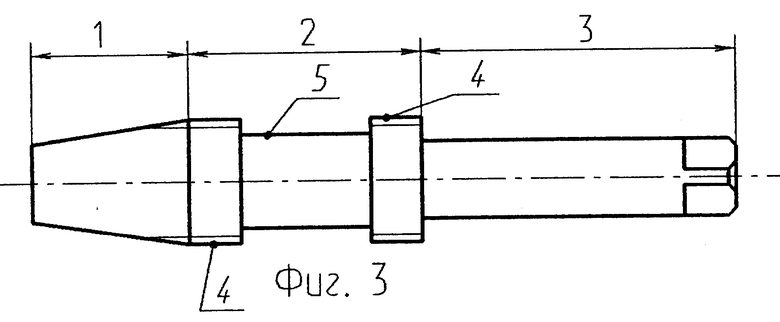
Метчик (см. фиг. 1, 2, 3) содержит заборную часть 1, калибрующую часть 2 и хвостовую часть 3.
Калибрующая часть 2 состоит из сопряженных непосредственно друг с другом полнопрофильных зубьев 4 и заниженных по высоте зубьев 5, также сопряженных непосредственно друг с другом.
Наружный диаметр заниженных зубьев d2 (см. фиг. 4) больше внутреннего диаметра внутренней резьбы d3, и меньше среднего диаметра метчика d1, т.е. d3<d2<d1.
На фиг. 1 показан вариант исполнения метчика, в котором заниженные зубья 5 калибрующей части 2 расположены между заборной частью 1 и группой полнопрофильных зубьев 4. Этот вариант исполнения используется для нарезания резьб в сквозных отверстиях.
Для нарезания резьб в глухих отверстиях используется вариант исполнения метчика, показанный на фиг. 2, в котором группа полнопрофильных зубьев 4 калибрующей части 2 следует за заборной частью 1, а группа заниженных зубьев 5 калибрующей части 2 расположена между группой полнопрофильных зубьев 4 и хвостовой частью 3.
Вариант исполнения метчика, представленный на фиг.3, универсальный и предназначен для нарезания резьб в сквозных и глухих отверстиях. Группа заниженных зубьев 5 калибрующей части 2 расположена между полнопрофильными зубьями 4.
Работает метчик следующим образом.
Хвостовик 3 закрепляют в шпинделе станка. Зубья заборной части 1 производят нарезание резьбы, а затем полнопрофильные зубья 4 калибрующей части 2 производят ее калибрование. Заниженные по высоте зубья 5 калибрующей части 2 обеспечивают осевую устойчивость (осевое базирование) метчика.
В метчиках, предназначенных для работы на повышенных режимах резания, количество полнопрофильных зубьев 4 калибрующей части 2 можно уменьшить до минимума (1 - 2 зуба) с целью максимального уменьшения количества трущихся режущих кромок.
Технико-экономические преимущества предлагаемой конструкции метчика заключаются в повышенном сроке службы при любых режимах резания, а кроме того в технологичности его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК | 1998 |
|
RU2151673C1 |
| МЕТЧИК | 1996 |
|
RU2103121C1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| МАШИННЫЙ МЕТЧИК | 2014 |
|
RU2566094C1 |
| Метчик | 1989 |
|
SU1763113A1 |
| Метчик | 1990 |
|
SU1804379A3 |
| МЕТЧИК | 1999 |
|
RU2229965C2 |
| МЕТЧИК | 1992 |
|
RU2087271C1 |
| Комплект метчиков для нарезания резьбы в труднообрабатываемых металлах | 1981 |
|
SU1085719A1 |
| Метчик | 1987 |
|
SU1703314A1 |
Изобретение относится к металлообработке, к конструкциям метчиков, предназначенных для нарезания резьб в жаропрочных и титановых сплавах. Метчик состоит из заборной и калибрующей частей и хвостовика. Калибрующая часть содержит полнопрофильные зубья и зубья, заниженные по высоте, при этом полнопрофильные зубья сопряжены непосредственно друг с другом и расположены либо за заборной частью, либо за группой заниженных по высоте зубьев перед хвостовиком, либо с обеих сторон заниженных по высоте зубьев. Технический результат: повышение срока службы метчика и технологичности его изготовления. 4 ил.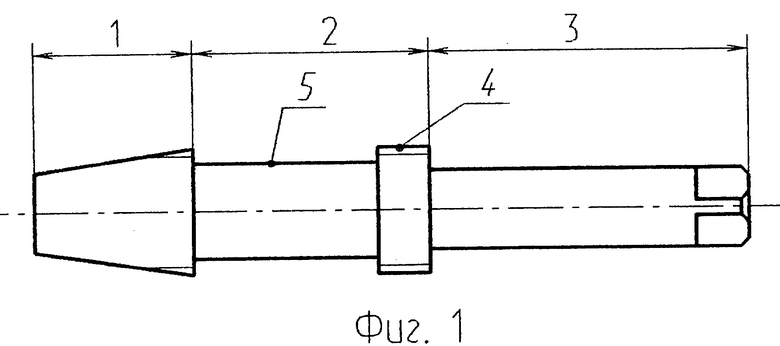
Метчик, имеющий калибрующую часть с полнопрофильными и заниженными по высоте зубьями, сопряженными непосредственно друг с другом, отличающийся тем, что заниженные зубья выполнены с наружным диаметром больше внутреннего диаметра резьбы и меньше среднего диаметра метчика.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Метчик | 1987 |
|
SU1537429A2 |
| НАСАДОК ДЛЯ ПЕСКОДУВНЫХ МАШИН | 0 |
|
SU380391A1 |
| Суворов А.А., и др | |||
| Металлорежущие инструменты | |||
| - М.: Машиностроение, 1979, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |

