Изобретение относится к области цветной металлургии и может быть использовано при производстве катодной меди и медного проката из меди, в частности на установках непрерывного литья и прокатки.
Известны требования Лондонской биржи металлов, стандартов ИСО 431, Великобритании BS - 6017, BS - 6926 к катодной меди марки Cu -CATH -1, ГОСТ 859 -78, /1-4/, ГОСТ 546 к меди марки МООк для производства медной катанки непрерывным литьем и прокаткой, включающие ограничение массовой доли 17 элементов, в том числе серы не более 15 г/т /5/. Прототип.
Недостатком медного проката по данным стандартам является отсутствие гарантированной технологичности при горячей прокатке листовой заготовки, возможное появление горячих трещин, приводящее к снижению сортности продукции. В мировой практике отсутствует метод прогноза прокатываемости катодной меди, контроля и управления данным качеством катодов на стадии их производства. Поэтому Лондонская биржа металлов в качестве основного условия регистрации катодной меди ставит успешную проверку ее на прокатных станах 2 - 3 ведущих фирм, что является длительным и дорогим процессом.
Известно также, что главной причиной образования горячих трещин является насыщение расплава меди водородом (гидрида Вюрца) с последующим выделением паров воды и образования микропор при кристаллизации меди. /6/.
Содержание растворенного водорода или гидрида Вюрца в катодной меди не фиксируется современными методами газового анализа, которые определяют суммарное содержание водорода в осадке в виде твердого раствора, неотмытого электролита и включений органических веществ.
Предлагаемое изобретение позволяет достичь технический результат, выраженный в повышении качества медного проката за счет снижения содержания водорода или гидрида Вюрца в катодной меди для производства медного проката и проведения оперативного контроля качества катодов.
Технический результат достигается тем, что для производства медного проката переплавкой, литьем и горячей прокаткой литой заготовки берут катодную медь, состоящую, преимущественно, из кристаллов с осью текстуры относительно направления роста осадка <111>, а также кристаллов других текстур с плотной упаковкой плоскостей атомами меди при минимальном содержании кристаллов с осью текстуры <110>. При этом контроль качества катодной меди для производства медного проката проводят по данным кристаллографического анализа с регистрацией количества кристаллов указанных текстур, проводимого известными методами, например, дифракционным и/или металлографическим и/или фотометрическим методами: катодную медь, содержащую преимущественное количество кристаллов с осью текстуры относительно направления роста осадка <111>, а также кристаллов других текстур с плотной упаковкой плоскостей атомами меди при минимальном содержании кристаллов с осью текстуры <110> относят к катодной меди с хорошей прокатываемостью.
Сущность изобретения состоит в использовании связи содержания растворенного в катодном осадке водорода и текстуры осадка - ориентации кристаллографических плоскостей относительно направлений роста кристаллов при электроосаждении.
Данные, полученные на монокристаллах меди, свидетельствуют об электрохимический неравноценности разных кристаллографических плоскостей и значительном различии на них потенциала нулевого заряда и токов обмена электродных реакций. В частности, для электродной реакции Cu2+ + 2 e ---> Cu токи обмена составляют, А/см2: для плоскости (111) - 1,14•10-3;
- для плоскости (100) -1,61•10-3;
- для плоскости (110) - 2,74•10-3 /7/.
Соответствующее смещение потенциалов разряда ионов меди и гидроксония и вдвое меньшая плотность упаковки атомов меди в процессе разряда ионов и кристаллизации осадка приводят к более значительному разряду и растворению водорода на плоскостях (110) по сравнению с плоскостями (111). Следовательно, степень растворения водорода в катодном осадке при электролизе и прокатываемость меди после ее переплавки без дополнительной дегазации определяется преимущественно текстурой катодного осадка. В векторной системе отсчета координат с точки зрения прокатываемости наилучшими являются текстуры с осями <111>, наихудшей - <110>. Поэтому для оценки качества катодной меди для производства медного проката наряду с данными химического анализа, а также других требований стандартов, дополнительно предлагается использовать результаты кристаллографического анализа текстуры катодной меди: катодную медь, содержащую преимущественное количество кристаллов с осями текстур <111>, а также кристаллов других текстур с плотной упаковкой плоскостей атомами при минимальном содержании кристаллов с осью текстуры <110> относят к катодной меди с хорошей прокатываемостью.
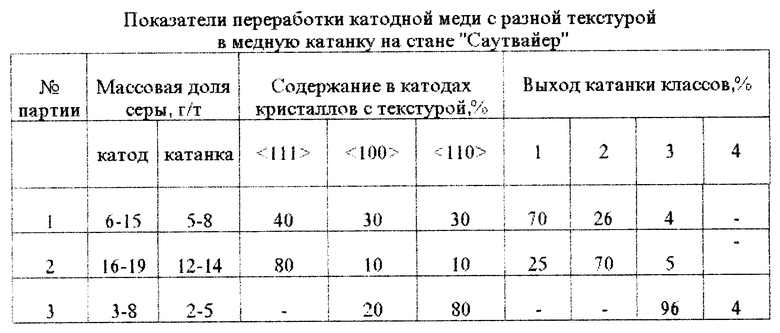
Пример. Данное изобретение проверено при промышленной переработке трех партий катодной меди одного предприятия, соответствующих требованиям ГОСТ 859 для марки МООк и международным стандартам, массой около 300 т каждая на непрерывной плавильно- прокатной установке "Саутвайер" с контролем текстуры катодной меди массовой доли серы в катодах и катанке и выхода медной катанки разных классов по данным токо-вихревого дефектомата "Ферстер".
Результаты испытаний приведены в таблице.
Испытания показали, что текстура осадка катодной меди - более существенный фактор, определяющий дефектность катанки, чем массовая доля серы. Преобладание в катодном осадке кристаллов с осью текстуры <111> в партиях 1 и 2 обеспечивает выход катанки 1-2 классов более 90% даже при массовой боле серы в катодах выше предусмотренного ГОСТ 859 для меди марки МООк, а высокое содержание кристаллов с осью текстуры <110> партии 3 не позволило получить катанку 1-2 классов при крайне низкой массовой доле серы в катодах и катанке. Полученные данные свидетельствуют о промышленной применимости, новизне и изобретательском уровне заявляемого технического решения.
Литература
1. Стандарт ИСО 431 -81. Профили из рафинированной меди.
2. Стандарт Великобритании BS-6017-1981 с изм. АМД 5725. Рафинированная фасонная сортовая медь. Технические условия.
3. Стандарт Великобритании ВS-6926-1988. Медь электротехнического назначения.
4. ГОСТ 859 -78. Медь. Марки.
5. ГОСТ 546-88. Катоды медные. Технические условия.
6. М. Хансен, К.Андерко. Структуры двойных сплавов, т. II. - М., Металлургиздат, 1962, с.629.
7. Справочник по электрохимии /Под редакцией А.М.Сухотина/, Л., Химия, 1981, с.169в
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНАЯ МЕДЬ ДЛЯ ПРОИЗВОДСТВА ОТЛИВОК И МЕДНОГО ПРОКАТА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2180019C2 |
| ЭЛЕКТРОЛИЗНАЯ БЛОК-СЕРИЯ ВАНН ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ И СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 2000 |
|
RU2187579C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНЫХ ШТАНГ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2201301C2 |
| Способ получения медного порошка | 1981 |
|
SU1090760A1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕДНО-НИКЕЛЕВЫХ СУЛЬФИДНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2175995C1 |
| МОДИФИКАТОР ДЛЯ ФЛОТАЦИИ СУЛЬФИДНЫХ МЕДНО-ЦИНКОВЫХ РУД | 1995 |
|
RU2087204C1 |
| СТАЛЬ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2001 |
|
RU2190685C1 |
| СПОСОБ ОБРАБОТКИ МЕДНОЙ И СВЕРХПРОВОДЯЩЕЙ ПРОВОЛОКИ | 1998 |
|
RU2149227C1 |
| СПОСОБ ОБОГАЩЕНИЯ СПЛОШНЫХ СУЛЬФИДНЫХ МЕДНЫХ, И/ИЛИ МЕДНО-ЦИНКОВЫХ, И/ИЛИ ПИРИТНЫХ РУД | 2001 |
|
RU2192313C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ВЫЩЕЛАЧИВАНИЯ МЕДИ ИЗ СУЛЬФИДНОГО МЕДНОГО КОНЦЕНТРАТА | 1991 |
|
RU2023758C1 |
Изобретение относится к цветной металлургии и может быть использовано при производстве катодной меди и медного проката из меди, в частности на установках непрерывного литья и прокатки. Для производства медного проката переплавкой, литьем и горячей прокаткой литой заготовки берут катодную медь, состоящую, преимущественно, из кристаллов с осью текстуры относительно направления роста осадка <111>, а также кристаллов других текстур с плотной упаковкой плоскостей атомами меди при минимальном содержании кристаллов с осью текстуры <110>. При этом контроль качества катодной меди для производства медного проката проводят по данным кристаллографического анализа с регистрацией количества кристаллов указанных текстур, проводимого известными методами, например дифракционным и/или металлографическим методами: катодную медь, содержащую преимущественное количество кристаллов с осью текстуры относительно направления роста осадка <111>, а также кристаллов других текстур с плотной упаковкой плоскостей атомами меди при минимальном содержании кристаллов с осью текстуры <110> относят к катодной меди с хорошей прокатываемостью, повышается качество медного проката, обеспечивается оперативный контроль качества катодов, 2 с. и 1 з.п. ф-лы, 1 табл.
| ВРАЩАТЕЛЬНЫЙ АППАРАТ С ТУРБИННЫМ ДВИГАТЕЛЕМ ДЛЯ ГИДРАВЛИЧЕСКОГО БУРЕНИЯ СКВАЖИН | 1922 |
|
SU546A1 |
| Катоды медные | |||
| Технические условия | |||
| Способ анализа катодной меди | 1987 |
|
SU1507872A1 |
| Устройство для создания одиночных импульсов давления жидкости при испытании устройств | 1987 |
|
SU1498991A1 |
| DE 4231273 A1, 24.03.1994. | |||

