Изобретение относится к области металлургии тяжелых цветных металлов, в частности к переработке полупродуктов никелевого производства, а именно к гидрометаллургической переработке сульфидных медно-никелевых материалов.
Сульфидные медно-никелевые материалы (например, файнштейн) являются продуктом пирометаллургической переработки обогащенных медно-никелевых руд, основными составляющими которых являются две фазы:
металлическая, представляющая собой медно-никелевые твердые растворы переменного состава;
сульфидная, представляющую собой смесь сульфидов никеля и меди.
Наряду с этим материалы содержат включения железа, кобальта и их соединений, а также незначительные примеси других металлов (цинк, свинец, марганец и др.).
Известен способ переработки сульфидных медно-никелевых материалов, в соответствии с которым их подвергают выщелачиванию в солянокислом оборотном растворе (анолите) с образованием первичного хлоридного никелевого раствора, содержащего примеси цинка, свинца, меди, кобальта. Полученный раствор после очистки от примесей либо без проведения предварительной очистки используют в качестве исходного католита при электроэкстракции никеля и других, содержащихся в нем металлов (цинка, свинца, меди, кобальта) в ваннах с разделением катодного и анодного пространств пористой или непористой диафрагмой. При этом в катодном пространстве получают католит, одну часть которого отбирают, а вторую через поры диафрагмы (при использовании пористой диафрагмы) или в обход диафрагмы (при использовании непористой диафрагмы) направляют в анодное пространство, где католит преобразуется в анолит. Отобранную часть католита подают в катодное пространство последующей электролизной ванны, где осуществляют электроэкстракцию того же металла, что и в предыдущей ванне, или одного из сопутствующих. Анолит подают в анодное пространство следующей либо по течению католита, либо против течения электролизной ванны. Таким образом, в конечном итоге, после ряда последовательных операций электроэкстракции, весь объем католита преобразовывают в анолит, который возвращают на выщелачивание (патент РФ N 2111270 от 20.05.98. Бюл. N 14).
Недостатками данного способа являются:
1. Высокие капитальные и эксплуатационные затраты на осуществление способа, так как в конечном итоге весь объем католита преобразуется в анолит и поступает на стадию выщелачивания медно- никелевых сульфидных материалов. Это, в свою очередь, ведет к пропорциональному возрастанию объема первичного никелевого раствора, поступающего на стадию очистки от примесей и, как следствие, увеличению объемов задействованного на этих стадиях технологического оборудования, что в итоге приводит к увеличению капитальных и эксплуатационных затрат.
2. Использование в процессе выщелачивания дорогостоящих реагентов, в первую очередь - соляной кислоты и ее солей.
3. Экологическая опасность технологии, так как процессы выщелачивания сульфидных медно-никелевых продуктов и электроэкстракция металлов из полученного в результате выщелачивания раствора сопровождается образованием газообразного хлора.
Наиболее близким аналогом является способ переработки сульфидных медно-никелевых материалов (например, медно-никелевого штейна), в соответствии с которым их подвергают выщелачиванию в сернокислом оборотном растворе (анолите) с образованием первичного сульфатного никелевого раствора. Полученный раствор очищают от примесей и используют в качестве исходного католита при электроэкстракции никеля в ваннах с разделением катодного и анодного пространств пористой диафрагмой. Исходный электролит подают в катодное пространство. При этом в катодном пространстве получают католит, который, проходя через поры диафрагмы в анодное пространство, преобразуется в анолит. Полученный таким образом анолит возвращают на выщелачивание (прототип. Патент США N 5628817 A от 13.05.97).
Недостаток данного способа состоит в высоких капитальных и эксплуатационных затратах на его осуществление, так как весь объем католита преобразуется в анолит и поступает на стадию выщелачивания медно-никелевых сульфидных материалов. Это, в свою очередь, ведет к пропорциональному возрастанию объема первичного никелевого раствора, поступающего на стадию очистки от примесей и, как следствие, увеличению объемов задействованного на этих стадиях технологического оборудования, что в итоге приводит к увеличению капитальных и эксплуатационных затрат.
Заявляемое изобретение направлено на разработку экономичного способа переработки сульфидных медно-никелевых материалов, обеспечивающего снижение капитальных и эксплуатационных затрат на его осуществление при условии неизменности объема и химического состава исходного католита и поддержании оптимальных технологических показателей процесса электроэкстракции.
Технический результат заявляемого изобретения заключается в снижении объемов растворов на стадиях выщелачивания и очистки от примесей.
Отмеченный выше технический результат достигается тем, что в способе переработки медно-никелевых сульфидных материалов, включающем выщелачивание в сернокислом оборотном растворе с получением первичного никелевого раствора, очистку последнего от примесей с получением очищенного никелевого раствора, используемого в качестве исходного католита при электроэкстракции никеля в ваннах с разделением катодного и анодного пространств пористой диафрагмой с образованием в катодном пространстве католита, который, проходя через поры диафрагмы в анодное пространство, преобразуется в анолит, содержащий сульфат никеля и серную кислоту, и возвращение полученного анолита на выщелачивание в качестве сернокислого оборотного раствора, согласно изобретению из катодного пространства отбирают католит в количестве, необходимом для обеспечения содержания серной кислоты в анолите, не превышающего 160 г/дм3, и добавляют к очищенному никелевому раствору, используемому в качестве исходного католита при электроэкстракции никеля.
Сущность заявляемого способа заключается в следующем.
Проведенные исследования позволили установить, что отбор части католита и последующее ее добавление к очищенному никелевому раствору, используемому в качестве исходного католита при электроэкстракции никеля, позволяет сократить объем оборотного раствора (анолита), поступающего на стадию выщелачивания сульфидных медно-никелевых материалов. Это, в свою очередь, ведет к пропорциональному уменьшению объема первичного никелевого раствора, поступающего на стадию очистки от примесей и, как следствие, уменьшению объемов задействованного на этих стадиях технологического оборудования, что в итоге приводит к уменьшению капитальных и эксплуатационных затрат на осуществление способа в целом. При этом объем и химический состав исходного католита остаются неизменными, технологические показатели процесса электроэкстракции находятся в области оптимальных значений.
Эксперименты показали, что объем отбираемого католита определяется концентрацией серной кислоты в анолите. Было установлено, что содержания серной кислоты в анолите не должно при этом превышать 160 г/дм3. Увеличение заявляемой величины приводит к снижению катодного выхода по току никеля на 1-6% за счет выделения на катоде водорода. Кроме того, при этом увеличивается удельный расход электроэнергии на электроосождение никеля, а также выделение гидроаэрозолей никеля в воздух рабочей зоны.
Критерий изобретательский уровень доказывается следующим образом:
Известен способ переработки медно-никелевых сульфидных материалов, имеющий признак, сходный с заявляемым, а именно: в соответствии с этим способом в процессе электроэкстракции в катодном пространстве электролизной ванны получают католит, одну часть которого отбирают, а вторую через поры диафрагмы (при использовании пористой диафрагмы) или в обход диафрагмы (при использовании непористой диафрагмы) направляют в анодное пространство, где католит преобразуется в анолит. Однако в известном способе отобранную часть католита переносят в катодное пространство последующей электролизной ванны, где осуществляют электроэкстракцию того же металла, что и в предыдущей ванне, или одного из сопутствующих. Таким образом, в данном способе проводят многостадийную электроэкстракцию содержащихся в исходном электролите металлов и отбором из катодного пространства части католита решают задачу максимального извлечения из него цветных металлов. При этом отбираемая часть католита является исходным католитом для каждой последующей стадии электроэкстракции. В конечном итоге, после ряда последовательных операций электроэкстракции весь объем исходного католита преобразовывают в анолит, направляемый затем в качестве оборотного раствора на выщелачивание сульфидных медно-никелевых материалов, то есть объем оборотного раствора на стадии выщелачивания будет равен объему исходного католита, поступающего на электроэкстракцию.
А в заявляемом способе отбираемую из катодного пространства электролизной ванны часть католита направляют не в последующую электролизную ванну, а добавляют к очищенному никелевому раствору, используемому в качестве исходного католита при электроэкстракции никеля, т.е. процесс электроэкстракции одностадиен. При этом объем получаемого анолита сокращается. Таким образом, отбором из катодного пространства части католита решается совсем другая задача - задача сокращения объема анолита и, как следствие, пропорционального снижения объема растворов, поступающих на стадии выщелачивания и очистки от примесей.
Так как рассмотренный признак имеет другую взаимосвязь с остальными признаками и другое назначение, то он не является тождественным и позволяет получить новый технический результат, заключающийся в том, что отбор части католита и добавление ее к очищенному никелевому раствору, используемому в качестве исходного католита при электроэкстракции никеля, позволяет сократить объем оборотного раствора (анолита), поступающего на стадию выщелачивания сульфидных медно-никелевых материалов и, как следствие, значительно уменьшить капитальные и эксплуатационные затраты на переработку указанных сульфидных медно-никелевых материалов, при условии неизменности объема и химического состава исходного католита и поддержании оптимальных технологических показателей процесса электроэкстракции, что свидетельствует о соответствии изобретения критерию "изобретательский уровень".
Изобретение поясняется чертежом, на котором представлена принципиальная технологическая схема заявляемого способа.
Способ переработки сульфидных медно-никелевых материалов осуществляют следующим образом:
Сульфидный медно-никелевый материал (файнштейн) подают на стадию выщелачивания в сернокислом оборотном растворе (анолите). В результате выщелачивания содержащийся в сульфидном медно-никелевом материале никель переходит в первичный никелевый раствор. Наряду с никелем в раствор переходят примеси сопутствующих металлов: меди, железа, кобальта и др. В связи с этим полученный первичный никелевый раствор очищают от примесей. Очищенный никелевый раствор после добавления к нему отбираемого из катодной области электролизных ванн католита используют в качестве исходного католита в процессе электроэкстракции никеля. Электроэкстракцию никеля осуществляют в электролизных ваннах с разделением катодного и анодного пространств, которое осуществляют при помощи пористой диафрагмы. Исходный католит подают в катодную область электролизных ванн, где в результате электроэкстракции из него ионов никеля образуется католит (с пониженной относительно исходного католита концентрацией никеля). Часть образовавшегося католита в количестве, необходимом для обеспечения содержания серной кислоты в анолите, не превышающего 160 г/дм3, отбирают из катодного пространства и добавляют к очищенному никелевому раствору. Полученную смесь используют в качестве исходного католита в процессе электроэкстракции никеля. Оставшаяся часть образовавшегося католита, проходя через поры диафрагм, поступает в анодное пространство, преобразуется в анолит за счет обогащения серной кислотой, выделяющейся в анодном процессе. При этом доля католита, преобразующегося в анолит, определяется пористостью диафрагмы и перепадом между уровнями растворов в катодной и анодной областях электролизных ванн. Полученный таким образом анолит (сернокислый оборотный раствор) направляют на стадию выщелачивания сульфидного медно-никелевого материала.
Ниже приведены примеры, подтверждающие возможность осуществления заявляемого изобретения с получением указанного выше технического результата.
Пример 1. 8,5 кг сульфидного медно-никелевого материала (файнштейна), содержавшего 24% никеля выщелачивали в 180 дм3 сернокислого оборотного раствора (анолита) с концентрацией, г/дм3: никеля - 50, серной кислоты - 140. Полученный первичный никелевый раствор направляли на стадию очистки, в результате которой было получено 200 дм3 очищенного никелевого раствора с концентрацией, г/дм3 никеля - 130, серной кислоты - 0.
Очищенный никелевый раствор смешивали с католитом, отобранным из катодной области электролизных ванн с концентрацией, г/дм3 никеля - 70, серной кислоты - 0. Полученную смесь растворов объемом 400 дм3 с концентрацией, г/дм3: никеля - 100, серной кислоты - 0, использовали в качестве исходного католита в процессе электроэкстракции никеля.
Электроэкстракцию никеля осуществляли в электролизной ванне с разделением катодного и анодного пространств. Разделение катодного и анодного пространства производили при помощи пористой диафрагмы из ткани "Полиэстер". Исходный католит подавали в катодную область электролизной ванны, где в результате электроэкстракции из него ионов никеля образовывался католит с концентрацией, г/дм3: никеля - 70, серной кислоты - 0.
Часть полученного католита объемом 180 дм3, проходя через поры диафрагмы, поступала в анодное пространство, где происходило его преобразование в анолит за счет обогащения серной кислотой, выделяющейся в анодном процессе. Полученный таким образом анолит (сернокислый оборотный раствор) с концентрацией, г/дм3: никеля - 50, серной кислоты - 140, направляли на стадию выщелачивания сульфидного медно-никелевого материала.
Остаток католита в объеме 200 дм3 отбирали из катодного пространства и смешивали с очищенным от примесей раствором выщелачивания. Полученную смесь растворов использовали в дальнейшем в качестве исходного католита в процессе электроэкстракции никеля. Разница между объемами поступившего на электроэкстракцию очищенного никелевого раствора (200 дм3) и выходящего с электроэкстракции сернокислого оборотного раствора (180 дм3), составляющая 20 дм3, объяснялась испарением воды в процессе электроэкстракции.
Количество осажденного на катоде никеля составило 17 кг, выход по току 97,5%.
Пример 2. 8,5 кг сульфидного медно-никелевого материала (файнштейна), содержавшего 24% никеля, выщелачивали в 150 дм3 сернокислого оборотного раствора (анолита) с концентрацией, г/дм3: никеля - 46, серной кислоты - 165. Полученный первичный никелевый раствор направляли на стадию очистки, в результате которой было получено 170 дм3 очищенного никелевого раствора с концентрацией, г/дм3: никеля - 139, серной кислоты - 0.
Очищенный никелевый раствор смешивали с католитом, отобранным из катодной области электролизных ванн с концентрацией, г/дм3: никеля - 71, серной кислоты - 1,74. Полученную смесь растворов объемом 400 дм3 с концентрацией, г/л: никеля - 100, серной кислоты - 1, использовали в качестве исходного католита в процессе электроэкстракции никеля.
Электроэкстракцию никеля осуществляли в электролизной ванне с разделением катодного и анодного пространств. Разделение катодного и анодного пространства производили при помощи пористой диафрагмы из ткани "Полиэстер". Исходный католит подавали в катодную область электролизной ванны, где в результате электроэкстракции из него ионов никеля образовывался католит с концентрацией, г/дм3: никеля - 71,3, серной кислоты - 1,74.
Часть полученного католита объемом 180 дм3, проходя через поры диафрагмы, поступала в анодное пространство, где происходило его преобразование в анолит за счет обогащения серной кислотой, выделяющейся в анодном процессе. Полученный таким образом анолит (сернокислый оборотный раствор) с концентрацией, г/дм3: никеля - 46, серной кислоты - 165, направляли на стадию выщелачивания сульфидного медно-никелевого материала.
Остаток католита в объеме 230 дм3 отбирали из катодного пространства и смешивали с очищенным от примесей раствором выщелачивания. Полученную смесь растворов использовали в дальнейшем в качестве исходного католита в процессе электроэкстракции никеля.
Разница между объемами поступившего на электроэкстракцию очищенного никелевого раствора (200 дм3) и выходящего с электроэкстракции сернокислого оборотного раствора (180 дм3), составляющая 20 дм3, объяснялась испарением воды в процессе электроэкстракции.
Количество осажденного на катоде никеля составило 16,7 кг, выход по току 96,3%.
Пример 3 (по прототипу). 8,5 кг сульфидного медно-никелевого материала (файнштейна), содержавшего 24% никеля, выщелачивали в 380 дм3 сернокислого оборотного раствора (анолита) с концентрацией, г/дм3: никеля - 60,5, серной кислоты - 66,3. Полученный первичный никелевый раствор направляли на стадию очистки, в результате которой получено 400 дм3 очищенного никелевого раствора с концентрацией, г/дм3: никеля - 100, серной кислоты - 0.
Очищенный от примесей раствор использовали в качестве исходного католита в процессе электроэкстракции никеля.
Электроэкстракцию никеля осуществляли в электролизной ванне с разделением катодного и анодного пространств. Разделение катодного и анодного пространства производили при помощи пористой диафрагмы из ткани "Полиэстер". Исходный католит подавали в катодную область электролизной ванны, где в результате электроэкстракции из него ионов никеля образовывался католит с концентрацией, г/дм3: никеля - 70, серной кислоты - 0.
Весь объем полученного католита (380 дм3), проходя через поры диафрагмы, поступал в анодное пространство, где происходило его преобразование в анолит за счет обогащения серной кислотой, выделяющейся в анодном процессе. Полученный таким образом анолит (сернокислый оборотный раствор) с концентрацией, г/дм3: никеля - 60,5, серной кислоты - 66,3, направляли на стадию выщелачивания сульфидного медно-никелевого материала.
Разница между объемами поступившего на электроэкстракцию очищенного никелевого раствора (400 дм3) и выходящего с электроэкстракции сернокислого оборотного раствора (380 дм3), составляющая 20 дм3, объяснялась испарением воды в процессе электроэкстракции.
Количество осажденного на катоде никеля составило 17 кг, выход по току 97,5%.
Как видно из представленных материалов, только совокупность заявляемых признаков обеспечивает возможность достижения оптимальных показателей процесса переработки медно-никелевых сульфидных материалов (пример 1).
При нарушении заявляемых условий - отбор части католита, приводящий к увеличению содержания серной кислоты в анолите, превышающий заявляемое значение, наблюдается ухудшение технологических показателей процесса электроэкстракции, а также неоправданные энергорасходы (пример 2).
Проведение процесса электроэкстракции никеля, исключающее отбор части католита из катодного пространства электролизной ванны с последующим смешиванием его с очищенным никелевым раствором, и использование полученной смеси в качестве исходного католита приводит к 2,1-кратному увеличению объема анолита. Это, в свою очередь, ведет к возрастанию объемов растворов, используемых на стадиях выщелачивания и очистки от примесей и, как следствие, пропорциональному увеличению объемов задействованного на этих стадиях технологического оборудования (пример 3).
Таким образом, заявляемое изобретение успешно решает задачу создания простого и экономичного способа переработки медно-никелевых сульфидных материалов, позволяющего существенно снизить капитальные и эксплуатационные затраты на осуществление процессов выщелачивания и очистки раствора от примесей за счет снижения объема сернокислого оборотного раствора.
При этом выполняются условия неизменности объема и химического состава исходного католита. Технологические показатели процесса электроэкстракции находятся в области оптимальных значений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОГО НИКЕЛЯ | 1999 |
|
RU2141010C1 |
| СПОСОБ ЭЛЕКТРОИЗВЛЕЧЕНИЯ КОМПАКТНОГО НИКЕЛЯ | 2007 |
|
RU2361967C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТНОГО НИКЕЛЯ | 2005 |
|
RU2303086C2 |
| СПОСОБ ПЕРЕРАБОТКИ НИКЕЛЕВОГО ШТЕЙНА | 2011 |
|
RU2485190C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПРОМПРОДУКТОВ МЕДНО-НИКЕЛЕВОГО ПРОИЗВОДСТВА | 1999 |
|
RU2144091C1 |
| АНОДНАЯ ЯЧЕЙКА ДЛЯ ЭЛЕКТРОВЫДЕЛЕНИЯ ЦВЕТНЫХ МЕТАЛЛОВ | 2006 |
|
RU2353712C2 |
| СПОСОБ РАСТВОРЕНИЯ МЕТАЛЛИЗИРОВАННОГО МАТЕРИАЛА, СОДЕРЖАЩЕГО НИКЕЛЬ И КОБАЛЬТ | 1999 |
|
RU2140461C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПЛАВЛЕНЫХ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИХ КОБАЛЬТ, ЖЕЛЕЗО И МЕТАЛЛЫ ПЛАТИНОВОЙ ГРУППЫ | 2003 |
|
RU2252270C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ ПЕРЕРАБОТКИ МЕДНО-НИКЕЛЕВОГО ФАЙНШТЕЙНАИИ I til I ни-It At: ;БИБЛИО"С;':А | 1970 |
|
SU280858A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМЕННОГО ЭЛЕМЕНТА ЯЧЕЙКИ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ ИЗ ВОДНЫХ РАСТВОРОВ И ДИАФРАГМЕННЫЙ ЭЛЕМЕНТ | 2003 |
|
RU2256729C1 |
Изобретение относится к области металлургии тяжелых цветных металлов, в частности к переработке полупродуктов никелевого производства, а именно к гидрометаллургической переработке сульфидных медно-никелевых материалов. Способ переработки медно-никелевых сульфидных материалов включает выщелачивание в сернокислом оборотном растворе с получением первичного никелевого раствора, очистку последнего от примесей с получением очищенного никелевого раствора, используемого в качестве исходного католита при электроэкстракции никеля в ваннах с разделением катодного и анодного пространств пористой диафрагмой с образованием в катодном пространстве католита, который, проходя через поры диафрагмы в анодное пространство, преобразуется в анолит, содержащий сульфат никеля и серную кислоту, и возвращение полученного анолита на выщелачивание в качестве сернокислого оборотного раствора, при этом из катодного пространства отбирают католит в количестве, необходимом для обеспечения содержания серной кислоты в анолите, не превышающего 160 г/дм3, и добавляют к очищенному никелевому раствору, используемому в качестве исходного католита при электроэкстракции никеля, обеспечивается снижение объемов растворов на стадиях выщелачивания и очистки от примесей. 1 ил.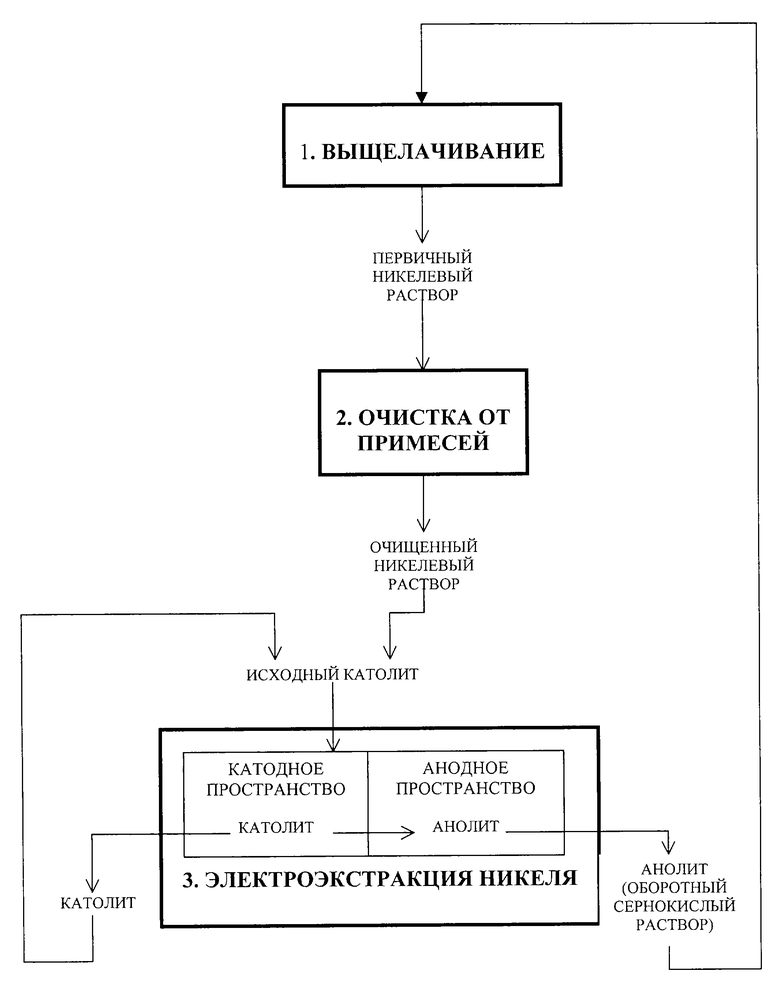
Способ переработки медно-никелевых сульфидных материалов, включающий выщелачивание в сернокислом оборотном растворе с получением первичного никелевого раствора, очистку последнего от примесей с получением очищенного никелевого раствора, используемого в качестве исходного католита при электроэкстракции никеля в ваннах с разделением катодного и анодного пространств пористой диафрагмой с образованием в катодном пространстве католита, преобразующегося при прохождении через поры диафрагмы в анодное пространство в анолит, содержащий сульфат никеля и серную кислоту, и возвращение полученного анолита на выщелачивание в качестве сернокислого оборотного раствора, отличающийся тем, что из катодного пространства отбирают католит в количестве, необходимом для обеспечения содержания серной кислоты в анолите, не превышающего 160 г/дм3, и добавляют к очищенному никелевому раствору, используемому в качестве исходного католита при электроэкстракции никеля.
| US 5628817, 13.05.1997 | |||
| СПОСОБЫ ПОЛУЧЕНИЯ И ВЫЩЕЛАЧИВАНИЯ МЕТАЛЛОВ ИЗ МИНЕРАЛЬНОГО СЫРЬЯ, УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111270C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОГО НИКЕЛЯ | 1999 |
|
RU2141010C1 |
| US 4030989, 21.06.1977 | |||
| СПОСОБ УДАЛЕНИЯ ДЕФЕКТА МЕТАЛЛА | 2004 |
|
RU2267391C1 |
| ХЕЙФЕЦ В.Л | |||
| и др | |||
| Электролиз никеля | |||
| - М.: Металлургия, 1975, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
