II
Изобретение относится к мetaллypгии, конкретно к непрерывной разливке металлов и сплавов.
Известно устройство для вторичного охлаждения непрерывного слитка паровоздушной смесью, расположенное своей рабочей частью под кристаллизатором, корпус и рубашка которого образуют зону первичного охлаждения. Оно содержит автономные камеры для подачи воды и воздуха и кольца, навинченные снизу на корпус кристаллйзатора и образующие регулируемые ш,ели для подвода и смешения воды и воздуха, а также щель для подачи водовоздушной смеси на слиток 1.
Однако это устройство сложно и громоздко, затрудняет контроль процесса взоне вторичного охлаждения, требует повышенного расхода воды вследствие раздельной ее подачи в зоны первичного и вторичного охлаждения, распыливает водовоздушную смесь по малой поверхности слитка из-за большого угла подачи смеси (около 90) от вертикальной оси и тем самым не обеспечивает рассредоточение охладителя по высоте зоны вторичного охлаждения, чтб необходимо для повышения скорости разливки.
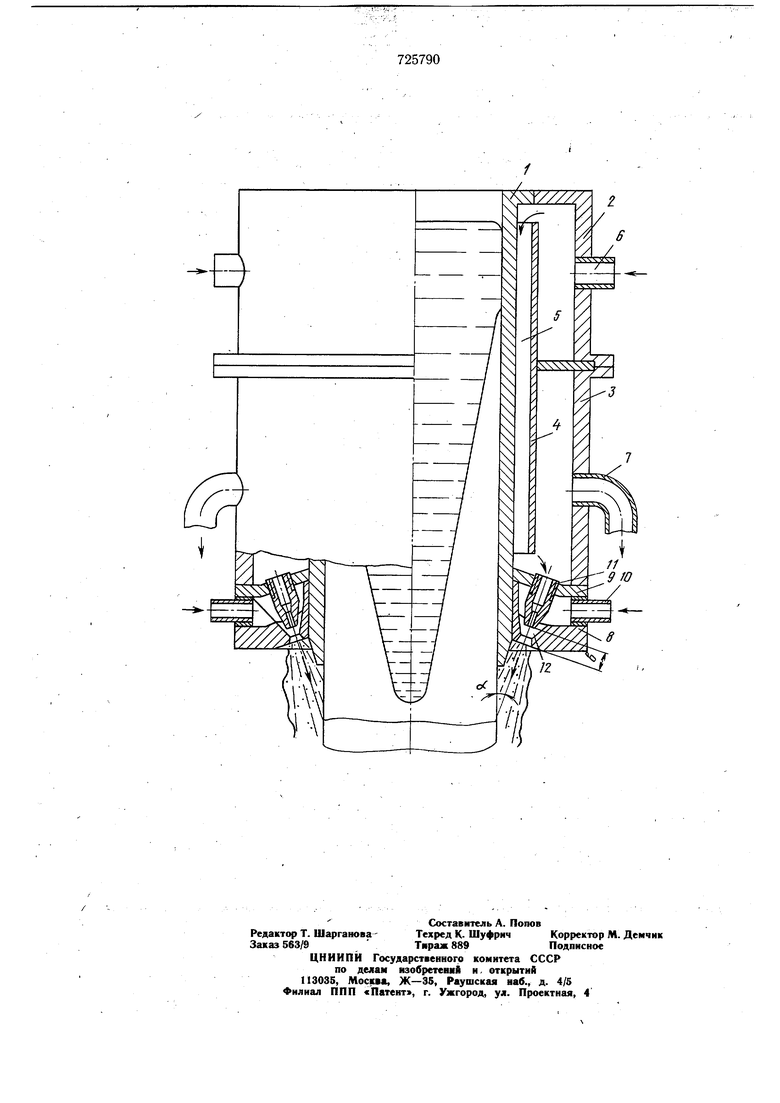
С целью повышения скорости разливки качественных слитков в кристаллизаторе, включающем рубашку, корпус с зоной первичного охлаждения и патрубками для подвода и отвода охладителя , устройство для водовоздушного вторичного охлаждения, предлагается последнее встроить в зону первичного охлаждения и выполнить в виде фланца, крышки и размещенной между ними камеры для подачи воздуха, при этом в крыщке выполнить отверстия, в ROTopbie устанавливают съемные сопла под углом 5- 15° к вертикальной оси и с шагом, равным 10-15 их внутренним диаметрам, а соосно с соплами во фланце выполнить сужающиеся книзу отверстия, причем расстояние от нижнего основания сипла До нижнего основания фланца должно составлять 2-5 диаметров сопла. На чертеже представлен продольный разрез предлагаемого кристаллизатора, который содержит рубащку 1, разъемный корпус, образованный верхней 2 и нижней 3 частями, и размещенный между рубашкой И корпусом вертикальный экран 4, образующий с рубашкой зону 5 первичного охлаждения. К верхней части корпуса прикреплены патрубки б для подвода йоды, а к ниж-. ней - патрубки 7 с вентилями для сброса воды. В зону первичного охлаждения встроено устройство для водовоздушногр вторичного охлаждения, которое представляет собой соединенные друг с другом фланец 8 и крышку 9, имеюшие центральное отверстие, диаметр которого равен наружному диаметру рубашки 1, и образующие камеру, в которую подается сжатый воздух через патрубки 10, а в крышке 9 выполнены отверстия, в которые установлены съемные сопла 11 для подачи воды, причем соосно с соплами 11 во фланце выполнены сужаюшиеся книзу отверстия 12, через которые выходит водовоздушная смесь. Сопла 11 установлены под углом а 5- 15° к вертикальной оси и с шагом, равным 10-15 их внутренним диаметрам, причем расстояние «в от нижнего основания сопла 11 до нижнего основания фланца 8 составляет 2-5 диаметров сопла. При а 5-15° обеспечивается рассредоточение водовоздушной . смесин дальнобойность факела по длине слитка (т. е. удлинение зоны вторичного охлаждения) до 1,0 м. При а 5 поток смеси движется почти параллельно поверхности слитка, при этом охлаждающее воздействие факела резко снижается. При а 5° в зоне действия факела температура медного слитка не опускалась ниже 900-950°С (температура на выходе из кристаллизатора 1000-1050°С). Такое охлаждение в некоторых случаях (при повышенных скоростях литья) оказывается недостаточным. При а 15° реЗко уменьшается высота (длина) вторичной зоны (действия факела), что ухудшает равномерность, плавность охлаждения, возможности его регулирования. Сочетание выбранного угла установки сопел и расстояния «в от нижнего основания сопла до нижнего основания фланца ( диаметров сопла) позволяет получить высокую однородность и большой угол раскрытия факела, достаточный для образо70 4 вания сплошной плотной завесы по периметру слитка (ширина факела 25-30 мм на расстоянии 50 мм от места выхода смеси) и рассредоточения смеси по большой высоте. Работа кристаллизатора осуществляется следующим образом. До начала литья вентили на патрубках 7 и на подводящем трубопроводе устанавливаются в положение, обеспечивающее потребные расходы воды в зонах первичного и вторичного охлаждения, так, например, при литье слитков диаметром 300 мм из меди МЗР устанавливают расход воды на кристаллизатор 20 , а на вторичное охлаждение , причем на сброс будет поступать соответственно 16-18 м. Затем начинается заливка металла и вытягивание формирующегося слитка из кристаллизатора. Формула изобретения Кристаллизатор для непрерывного литья слитков, включающий рубашку, корпус с зоной первичного охлаждения и патрубками для подвода и отвода охладителя, устройство для водовоз душного вторичного охлаждения, отличающийся тем, что, с целью повышения скорости разливки качественных слитков, устройство Для водовоздушного вторичного охлаждения встроено в зону первичного охлаждения и выполнено в виде фланца, крышки и размещенной между ними камеры для подачи воздуха, при этом в крышке выполнены отверстия, в которые установлены съемные сопла под углом к вертикальной оси 5-15° и с шагом, равным 10-15 их внутренним диаметрам, а соосно с соплами во фланце выполнены сужающиеся книзу отверстия, причем расстояние от нижнего основания сопла до нижнего основания фланца составляет 2-5 диаметров сопла. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 178950, кл. В 22 D 11/12, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для непрерывного литья слитков | 1982 |
|
SU1039641A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1999 |
|
RU2152287C1 |
| Спрейер системы вторичного охлаждения установок непрерывной разливки металлов | 1981 |
|
SU946792A2 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2436654C1 |
| Способ охлаждения изделий | 1982 |
|
SU1168609A1 |
| Способ охлаждения непрерывнолитого слитка мелкого сечения | 1983 |
|
SU1166888A1 |
| СПОСОБ ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1992 |
|
RU2043843C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СЛИТКОВ КВАДРАТНОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2010 |
|
RU2441731C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2010 |
|
RU2446913C2 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |