Изобретение относится к машиностроению, а именно к шлифованию с применением смазочно-охлаждающих жидкостей (СОЖ), и может быть использовано на шлифовальных станках, осуществляющих обработку периферией шлифовального круга.
Изобретение направлено на решение задачи, заключающейся в расширении технологических возможностей устройства путем использования его на шлифовальных станках с ограниченным пространством для размещения устройства в направлении, параллельном оси вращения шлифовального круга.
Известно устройство для подачи СОЖ через насадки, расположенные с зазором по отношению к торцам круга, содержащие полости, сужающиеся в направлении подачи СОЖ, совпадающем с направлением вращения круга [1].
Недостатками аналога является невысокая технологическая эффективность вследствие малого расхода СОЖ через поры шлифовального круга.
Наиболее близким по технической сущности к изобретению является выбранное в качестве прототипа устройство для подачи смазочно-охлаждающей жидкости, содержащее насадки с внутренними клиновыми полостями, расположенные с зазором по отношению к торцам круга, и преобразователи ультразвуковых колебаний, жестко связанные с насадками [1].
У прототипа и изобретения имеются следующие сходные существенные признаки.
Насадки с внутренними клиновыми полостями, расположенные с зазором по отношению к торцам круга, обеспечивают при подаче СОЖ режим гидравлической смазки в зазоре между насадками и торцовыми поверхностями круга.
Часть СОЖ проникает в поровое пространство шлифовального круга, под действием центробежных сил выбрасывается на его рабочую поверхность и поступает в зону шлифования. Жестко связанные с насадками преобразователи ультразвуковых колебаний способствуют наложению колебаний, благодаря чему интенсифицируется движение жидкости через поровое пространство шлифовального круга.
Недостатками прототипа являются достаточно большие размеры устройства в направлении, параллельном оси вращения шлифовального круга.
Указанный недостаток обусловлен тем, что оси преобразователей ультразвуковых колебаний расположены под углом 90o по отношению к торцовым поверхностям насадков.
Задача изобретения - расширение технологических возможностей устройства путем использования его на шлифовальных станках с ограниченным пространством для размещения устройства в направлении, параллельном оси шлифовального круга, за счет уменьшения размера устройства в этом направлении.
Для достижения поставленной задачи изобретение содержит следующие общие, выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение только одной задачи. Устройство содержит насадки, расположенные с зазором по отношению к торцам шлифовального круга. Насадки содержат внутренние клиновые полости и жестко связаны с преобразователями ультразвуковых колебаний. Оси преобразователей ультразвуковых колебаний расположены под углом по отношению к торцовым поверхностям насадков.
По отношению к прототипу у изобретения имеются следующие отличительные признаки. Оси преобразователей ультразвуковых колебаний расположены под углом, меньшим 90o, по отношению к торцовым поверхностям насадков, что уменьшает размеры устройства в направлении, параллельном оси шлифовального круга.
Между отличительными признаками и целью изобретения существует следующая причинно-следственная связь. Расположение осей преобразователей под углом, меньшим 90o, по отношению к торцовым поверхностям насадков способствует уменьшению размеров устройства в направлении, параллельном оси шлифовального круга, что позволяет расширить технологические возможности устройства: использовать его на шлифовальных станках с ограниченным пространством для размещения устройства в направлении, параллельном оси шлифовального круга (например, на станках для многокругового шлифования).
Для обеспечения расположения осей преобразователей ультразвуковых колебаний под углом, отличным от 90o, по отношению к торцовым поверхностям насадков, торцовые поверхности насадков должны быть расположены под углами к их осям, отличными от 90o.
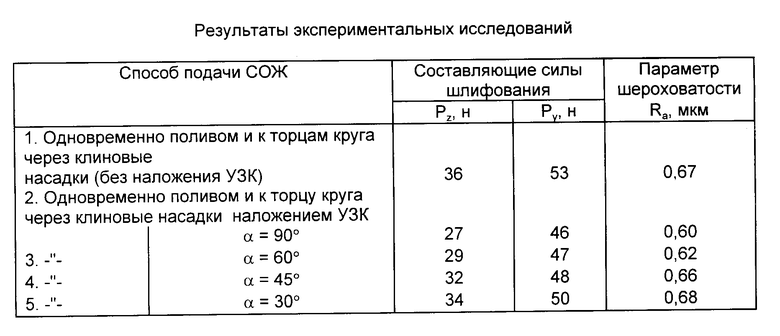
Выбор граничного значения угла наклона осей преобразователей ультразвуковых колебаний по отношению к торцовым поверхностям насадков, равного 45o, обусловлен тем, что, если этот угол применять меньшим, то эффективность процесса шлифования с наложением УЗК на насадки не отличается от эффективности шлифования без наложения УЗК на насадки, т.е. подача СОЖ через клиновые насадки с наложением на них УЗК при углах наклона осей преобразователей к торцовым поверхностям насадков меньшим, чем 45o, нецелесообразна с экономической точки зрения (таблица).
По имеющимся сведениям, совокупность существенных признаков, характеризующих сущность изобретения, неизвестна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
Сущность изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе может быть многократно использована на шлифовальных станках, осуществляющих обработку периферией шлифовального круга с получением технического результата, заключающегося в уменьшении размера устройства в направлении, параллельном оси шлифовального круга, обуславливающего обеспечение достижения поставленной задачи - расширения технологических возможностей устройства путем использования его на шлифовальных станках с ограниченным пространством для его размещения в направлении, параллельном оси шлифовального круга, что позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
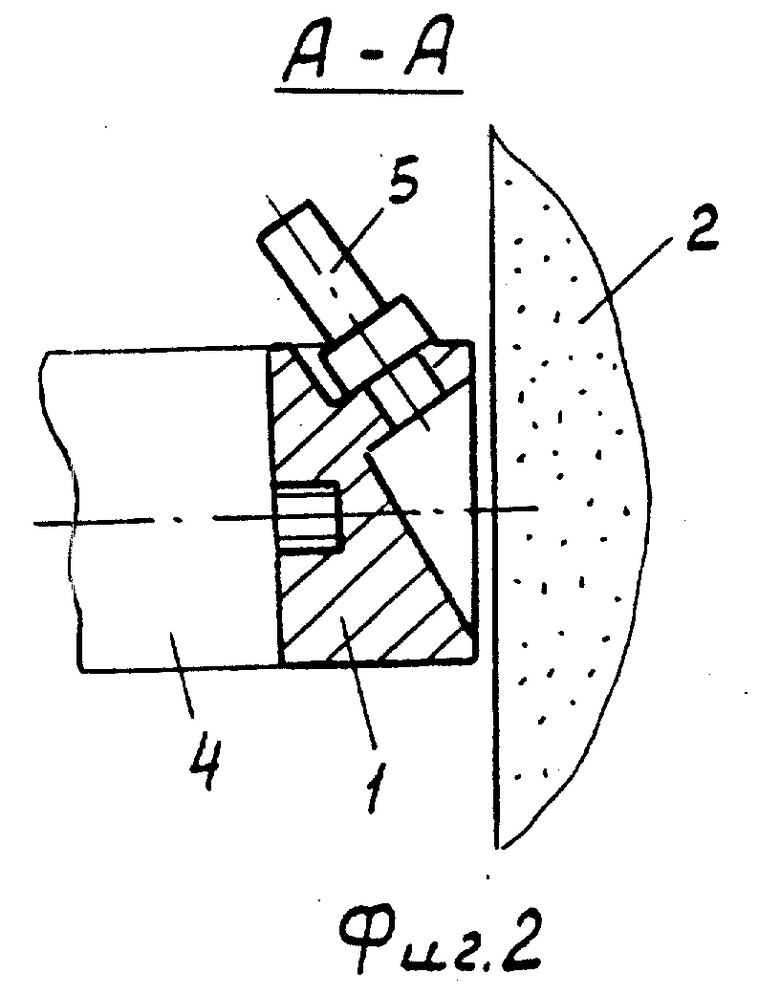
На фиг. 1 показан общий вид устройства; на фиг. 2 - разрез А-А.
Изобретение содержит насадки 1, расположенные с зазором по отношению к торцам шлифовального круга 2. Насадки 1 содержат внутренние клиновые полости 3 и жестко связаны с преобразователями ультразвуковых колебаний 4. Преобразователи ультразвуковых колебаний 4 расположены под углом α к торцовым поверхностям насадков, отличным от 90o. В насадки ввернуты штуцеры 5 для подачи СОЖ.
В процессе работы СОЖ подается через штуцеры 5 во внутренние клиновые полости 3 насадков 1. Между насадками 1 и торцовыми поверхностями шлифовального круга 2 возникает режим гидродинамической смазки. Часть СОЖ проникает в поровое пространство шлифовального круга 2 и под действием центробежных сил выбрасывается на его рабочую поверхность и поступает в зону шлифования. Жестко связанные с насадками 1 преобразователи ультразвуковых колебаний 4 способствуют наложению ультразвуковых колебаний на насадки 1, благодаря чему интенсифицируется движение жидкости через поровое пространство шлифовального круга 2. Поскольку оси преобразователей 4 расположены под углом, отличным от 90o, по отношению к торцовым поверхностям насадков размеры устройства в направлении, параллельном оси вращения шлифовального круга, уменьшаются. Если длина устройства в направлении, параллельном осям преобразователей, равна Z, то в направлении, параллельном оси вращения круга - Z', причем Z' = L•sinα. .
Как показали результаты опытной проверки, при использовании изобретения обеспечивается достижение следующих показателей. Экспериментальные исследования были проведены при плоском шлифовании заготовок из стали 12Х18Н9Т на станке 3В710В-1 кругом ПП200 х 20 х 20, вращающимся с рабочей скоростью 30 м/с. Шлифование осуществляли со скоростью продольной подачи 10 м/мин с поперечной подачей 1 мм/ход и глубиной шлифования 0,05 мм.
Контролировали составляющие силы шлифования Pz и Py и параметр Ra шероховатости шлифованных деталей. СОЖ подавали одновременно поливом и к торцу шлифовального круга через полуоткрытые клиновые насадки, а также одновременно поливом и с помощью предлагаемого устройства при различных углах α между осью преобразователе и торцовыми поверхностями насадков. Результаты исследований представлены в таблице.
При подаче СОЖ одновременно поливом к торцу круга через клиновые насадки с наложением УЗК с уменьшением угла α эффективность процесса шлифования снижается, однако при α = 45° эффективность выше, чем при подаче СОЖ через клиновые насадки без наложения УЗК (способ 1).
При угле α < 45° подача СОЖ через клиновые насадки с наложением УЗК обеспечивает меньшую эффективность процесса, чем способ 1, следовательно, использование устройств для подачи СОЖ с наложением УЗК при угле α < 45° является нецелесообразным.
Согласно данным проведенных экспериментов и расчетов изобретение может быть использовано в народном хозяйстве и в сравнении с прототипом обладает следующими преимуществами: при угле α = 45° размеры устройства в направлении, параллельном оси шлифовального круга, уменьшается в 1,4 раза.
Например, если длина устройства в направлении, параллельном оси преобразователей, составляет Z = 260 мм, то при угле α = 45° длина устройства в направлении, параллельном оси круга, составляет Z' = 185 мм.
Предлагаемое устройство для подачи смазочно-охлаждающей жидкости представляет значительный интерес для народного хозяйства, так как позволит обеспечить внедрение устройства для подачи СОЖ к торцу шлифовального круга с наложением ультразвуковых колебаний на станках с ограниченным пространством для размещения устройства в направлении, параллельном оси шлифовального круга.
Заявляемое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2152297C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2151044C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2170166C2 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2192959C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2146601C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2157311C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151042C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151043C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261165C1 |
Изобретение можно использовать в машиностроении при шлифовании заготовок с применением смазочно-охлаждающих жидкостей на шлифовальных станках, осуществляющих обработку периферией шлифовального круга. Конструкция устройства позволяет использовать его на шлифовальных станках с ограниченным пространством в направлении, параллельном оси шлифовального круга. Устройство содержит насадки, расположенные с зазором по отношению к торцам шлифовального круга. Насадки имеют внутренние клиновые полости и жестко связаны с преобразователями ультразвуковых колебаний. Оси преобразователей ультразвуковых колебаний расположены под углом, меньшим 90o по отношению к торцовым поверхностям насадков. 1 табл., 2 ил.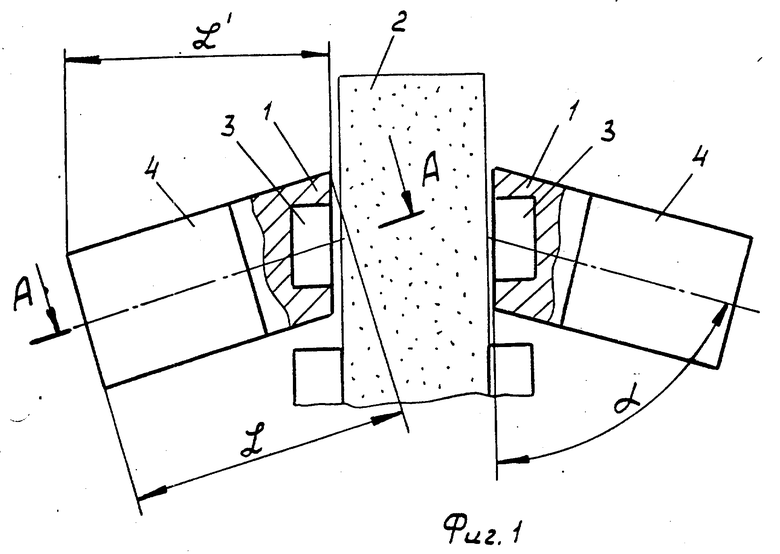
Устройство для подачи смазочно-охлаждающей жидкости, содержащее насадки с внутренними клиновыми полостями, расположенные с зазором по отношению к торцам круга, преобразователи ультразвуковых колебаний, жестко связанные с насадками, отличающееся тем, что оси преобразователей ультразвуковых колебаний расположены под углом, меньшим 90o по отношению к торцовым поверхностям насадков.
| SU, авторское свидетельство, 554145, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| SU, авторско е свидетельство, 806387, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
