Изобретение относится к производству керамических изделий: кирпичей, стеновых пустотных камней, дорожных плит, черепицы и т.д.
Известен способ изготовления керамических изделий, при котором проводят подготовку массы, заключающуюся в грубом измельчении исходною сырья, его подсушивании, тонком измельчении, отсеве крупных включений, смешивании его с добавками и увлажнении; компрессионное прессование из сыпучих порошковых масс с влажностью 8-12% под давлением 15-40 МПа на гидравлических прессах; сушку сырца перед отправкой его в печь для последующего обжига, которую проводят в конвейерных и туннельных сушилках в течение 8-24 ч: обжигают изделия при температуре 920 - 1200oC в туннельных печах в течение 40-80 ч. [К.В. Чаус, Ю. Д. Чистов, Ю.В. Лабзина. Технология производства строительных материалов, изделий и конструкций. М.: Стройиздат, 1998.-448с.]
Однако указанный способ не позволяет получать керамические изделия высокого качества, т.к. при прессовании между крупных включений исходного сырья и внутри них находятся пузырьки воздуха, которые при обжиге расширяются и, выходя наружу, приводят к растрескиванию изделий, что снижает их механическую прочность и соответственно качество керамических изделий.
Известен способ изготовления керамических изделий, который включает совместный помол глинистого сланца и перлита до дисперсности 50-600 мкм, перемешивание с добавлением негашеной извести, увлажнение 5-10%-ным водным раствором едкого натра, прессование заготовки при давлении 15-20 МПа, сушку и обжиг путем нагрева до максимальной температуры 750-800oC со скоростью 200-300oC в час с последующей выдержкой в течение 1-3 ч. [Патент РФ N2036880 МКИ C 04 B, 33/00 - 1993 г.].
Однако введение в состав исходного сырья негашеной извести и водного раствора едкого натра также не обеспечивает высокого качества изделий, т.к. образующиеся в процессе химической реакции газы не выходят полностью при перемешивании и прессовании приготовленной керамической массы, а при обжиге формируют трещины по всему объему изделия, что снижает их механическую прочность и соответственно качество.
Известен способ изготовления керамических изделий, взятый в качестве прототипа, при котором проводят высушивание глины при температуре 600 - 700oC, полученный продукт размалывают до крупности 2-3 мм, охлаждают до 100-150oC, готовят массу с влажностью 2-3%, прессуют на вибрационных пресс-автоматах, а термообработку отформованных изделий осуществляют но режиму: нагрев до 600-700oC, а затем подъем температуры до 900-950oC с выдержкой при этой температуре 3-4 ч [Авт. свид. СССР N 317635 Мкл4 C 04 B 33/00, 1971].
Использование указанного способа изготовления приводит к тому, что быстрый ввод отформованных сырцовых керамических изделий в зону высоких температур порядка 600-700oC приводит к неравномерному нагреву всего объема, что вызывает коробление, появление значительных внутренних напряжений и большого количества микро- и макротрещин, уменьшающих механическую прочность и, следовательно, качество изделий.
Задачей изобретения является разработка способа изготовления керамических изделий, позволяющего сократить длительность производственного цикла при изготовлении изделий за счет исключения ряда операций, что стало возможным благодаря повышению активности процессов, происходящих при прессовании и обжиге, что позволяет получать изделия повышенною качества.
Техническим результатом изобретения является повышение качества керамических изделий.
Поставленный технический результат достигается тем, что высушивают глину, приготавливают массу и прессуют изделия с последующим обжигом, причем высушивание ведут при температуре 30 - 40oC в течение 2-4 ч, полученный продукт размалывают до крупности 0,3-0,5 мм, прессуют ударной волной, после чего осуществляют нагрев до температуры обжига со скоростью 1-4oC в минуту. Высушивание при температуре 30-40oC в течение 2-4 ч необходимо для придания исходному материалу минимальных пластических свойств, благодаря которым возможен последующий размол крупных частиц без налипания на рабочие части дробильных устройств.
Размалывание продукта до крупности 0,3-0,5 мм необходимо для создания однородной мелкодисперсной массы, равномерно распределенной по всему объему изделия и обеспечивающей минимальную исходную пористость при заполнении пресс-формы.
Прессование ударной волной давлением 800 МПа вносит значительную энергию в кристаллическую решетку частиц глины, что приводит к активизации поверхностных сил взаимодействия по контактным поверхностям частиц, выдавливанию всех пор между ними и как следствие к созданию беспористого монолитного прочного керамического изделия-сырца.
Нагрев до температуры обжига со скоростью 1-4oC в минуту позволяет обеспечить равномерное протекание диффузионных и адгезионных взаимодействий по контактным поверхностям частиц глины и избежать появления внутренних напряжений, что возможно при более высокой скорости нагрева из-за неравномерного распределения теплового потока по всему объему изделия.
Высушивание при температуре ниже 30oC придает глине излишнюю пластичность, в результате чего невозможно получить мелкодисперсную фракцию (0,3-0,5 мм) частиц из-за налипания их на рабочие части дробильных устройств, что приводит к появлению значительного количества пор в объеме изделия-сырца, неравномерной плотности его и, следовательно, снижает прочность отформованного и готового изделия.
Высушивание в течение времени менее 2 ч также придает глине излишнюю пластичность и по причинам, изложенным ранее, не позволяет получить изделия высокой прочности.
Высушивание исходной массы в течение времени более 4 ч делает ее малопластичной, в отформованном изделии-сырце присутствует значительное количество пор, что приводит при обжиге к их увеличению, появлению микро- и макротрещин, снижающих прочность изделия и, следовательно, не приводит к повышению их качества.
Размалывание исходной массы, проводимое после ее высушивания, до крупности менее 0,3 мм затрудняет выход воздуха из середины изделия-сырца, прессуемого кратковременно действующей ударной волной, что приводит к упругому восстановлению формы изделия-сырца после прохождения через него фронта ударной волны. Таким образом, после прессования в объеме отформованного изделия остаются поры, которые при проведении обжига формируют значительное количество микротрещин, уменьшающих прочность готового изделия.
Размалывание до крупности более 0,5 мм не приводит к созданию однородной массы, равномерно распределенной по всему объему изделия, создает неодинаковую плотность в различных частях его, поэтому при обжиге появляются внутренние напряжения и макротрещины, значительно снижающие прочность готового изделия.
Нагрев до температуры обжига со скоростью менее 1oC в минуту не позволяет диффузионным и адгезионным контактным процессам проходить в достаточно полном объеме с определенной скоростью, характерной для каждого материала, поэтому в зонах контакта частиц глины не формируются значительные силы сцепления и готовое изделие не получает высокой прочности и, следовательно, не приводит к повышению его качества.
Нагрев до температуры обжига со скоростью более 4oC в минуту вызывает неравномерное распределение тепловых потоков по всему объему изделия, что вызывает неравномерное расширение отдельных его частей и неравномерное протекание диффузионных и адгезионных взаимодействий по зонам контакта частиц и приводит к появлению внутренних напряжений и микротрещин, снижающих прочность готового изделия.
Проведенный заявителем анализ уровня техники, включающий поиск и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень".
Предлагаемый способ изготовления керамических изделий включает высушивание глины, приготовление массы, прессование изделий с последующим обжигом, причем высушивание ведут при температуре 30-40oC в течение 2-4 ч, полученный продукт размалывают до крупности 0,3-0,5 мм, прессуют ударной волной с давлением 800 МПа, после чего осуществляют нагрев до температуры обжига со скоростью 1 -4oC в минуту.
Испытание керамических изделий, полученных описанным способом, проводили на разрушение сжимающей нагрузкой. Изготавливали куб с размерами 50х50х50 (мм) и сжимали до разрушения. После этого определяли допускаемое напряжение на сжатие [Материалы стеновые. Методы определения пределов прочности при сжатии и изгибе. ГОСТ 8462-85].
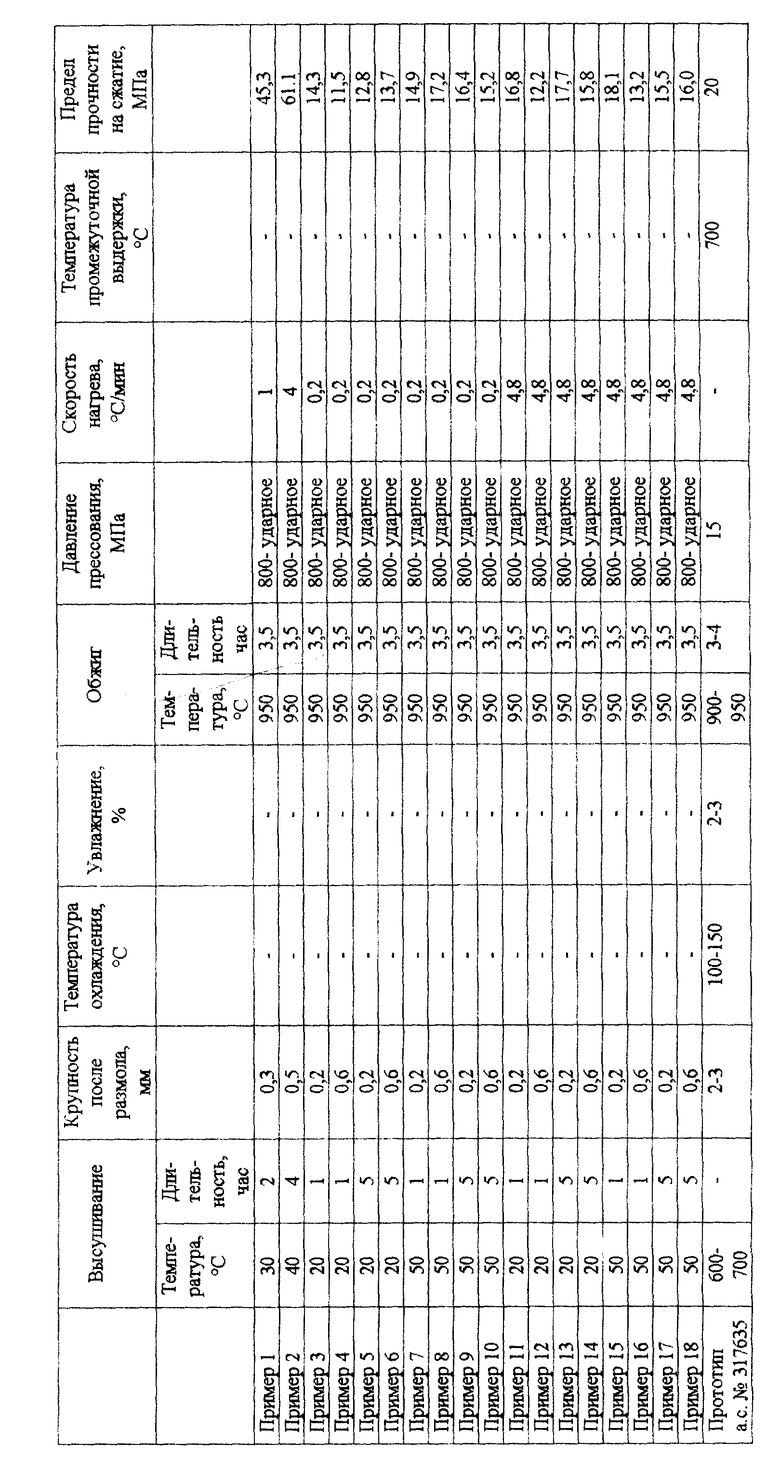
Пример 1. Для изготовления керамического изделия (мостовой плитки) высушивание исходной массы глины ведут при температуре 30oC в течение 2 ч, полученный продукт размалывают до крупности 0,3 мм, прессуют ударной волной с давлением 800 МПа, после чего осуществляют нагрев до температуры обжига со скоростью 1oC в минуту. Полученное изделие имело допускаемое напряжение на сжатие 45,3 МПа, что свидетельствует о высокой его прочности.
Пример 2. Для изготовления керамического изделия (мостовой плитки) высушивание глины ведут при температуре 40oC в течение 4 ч, полученный продукт размалывают до крупности 0,5 мм, прессуют ударной волной с давлением 800 МПа, после чего осуществляют нагрев до температуры обжига со скоростью 4oC в минуту. Полученное изделие имело допускаемое напряжение на сжатие 61,1 МПа, что свидетельствует о высокой его прочности.
Результаты испытаний керамических изделий (мостовых плиток), полученных по режимам высушивания, размалывания и нагрева до температуры обжига, выходящих за пределы оптимальных, указанных в формуле изобретения, представлены в таблице.
Как следует из таблицы, оптимальными параметрами технологии изготовления керамических изделий повышенного качества (по величине прочности на сжатие) являются следующие:
температура сушки глины - 30-40oC
длительность сушки глины - 2-4 ч
крупность частиц глины после размола - 0,3-0,5 мм
скорость нагрева до температуры обжига - 1-4oC в минуту
В результате использования предложенной технологии (по сравнению с прототипом) высокотемпературное высушивание заменено на низкотемпературное; уменьшен размер частиц глины, подвергаемых прессованию; исключен процесс охлаждения до температуры 100-150oC; исключен процесс увлажнения массы до параметра 2-3%; исключена выдержка обжигаемого изделия-сырца при температуре 600-700oC.
Повышенное качество керамических изделий по предлагаемому способу выражается в том, что они имеют более высокую механическую прочность на сжатие.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого изобретения следующей совокупности условий:
средство, воплощающее заявленное изобретение при его осуществлении, предназначено для использования в производстве керамических изделий: кирпичей, стеновых пустотных камней, дорожных плит, черепицы и т.д.
для заявляемого изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена
возможность его осуществления с помощью вышеописанных в заявке средств;
средство, воплощающее заявляемое изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2086396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ФЕРРИТОВЫХ ИЗДЕЛИЙ | 1995 |
|
RU2099309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА | 1997 |
|
RU2117569C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 2015 |
|
RU2611127C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1997 |
|
RU2121410C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 1999 |
|
RU2152859C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2180614C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2086395C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОФТОРОПЛАСТОВЫХ ПОКРЫТИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2000 |
|
RU2186658C2 |
Способ изготовления керамических изделий относится к производству кирпичей, стеновых пустотных панелей, дорожных плит, черепицы и т.д. Технический результат изобретения - повышение качества керамических изделий. Способ заключается в том, что высушивают глину, приготавливают массу и прессуют изделия о последующим обжигом, причем высушивание ведут при 30 - 40°С в течении 2 - 4 ч, полученный продукт размалывают до крупности 0,3 - 0,5 мм, прессуют ударной волной, после чего осуществляют нагрев до температуры обжига со скоростью 1 - 4°С в 1 мин. 1 табл.
Способ изготовления керамических изделий путем высушивания глины, приготовления массы, прессования изделий с последующим обжигом, отличающийся тем, что высушивание ведут при 30 - 40oC в течение 2 - 4 ч, полученный продукт размалывают до крупности 0,3 - 0,5 мм, прессуют ударной волной, после чего осуществляют нагрев до температуры обжига со скоростью 1 - 4oC в 1 мин.
| 0 |
|
SU317635A1 | |
| RU 2005111 C1, 30.12.1993 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2029750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2063389C1 |
| Способ изготовления керамических декоративных изделий с радужной окрашенной поверхностью | 1990 |
|
SU1791423A1 |
