Изобретение относится к области получения металлополимерных покрытий и может быть использовано во многих отраслях промышленности при создании защитных и антифрикционных покрытий на металлических изделиях.
Известен метод получения металлофторопластового покрытая из порошкообразного материала, включающий покрытие стальной основы слоем меди, нанесение на омедненную поверхность порошка бронзы, его спекание и припекание, пропитку образовавшихся пор фторопластовой суспензией с мелкодисперсным наполнителем, сушку суспензии, спекание фторопласта и окончательную калибровку готовой детали (Методы получения износостойких покрытий из металлических порошков с наполнителями: Оперативно-информационные материалы. - Минск, 1979, 25 с.).
Недостатками данного способа являются омеднение поверхности стальной основы, предварительное приготовление суспензии с использованием порошка фторопласта и ее сушка, двухстадийное спекание при различных температурах. Тем самым для получения металлофторопластового покрытия с хорошей адгезионной прочностью к стальной основе применяют большое количество промежуточных операций по сравнению с предлагаемым способом, что ограничивает промышленное применение данного способа
Наиболее близким по техническому уровню и достигаемому результату является способ взрывного нанесения покрытий из порошкообразных материалов на цилиндрическую поверхность изделий, включающий размещение порошка между поверхностью изделий и трубчатой оболочкой путем засыпки в зазор чередующихся по высоте слоев порошка покрытия и инертного материала, напрессовку порошка на поверхность изделия и термообработку (патент РФ 2060868, М кл. В 22 F 7/04, 3/04, 1996).
Недостатками данного способа являются напрессовка порошка только на внешнюю поверхность изделия, деформация детали при взрывном прессовании, большая трудоемкость операций, необходимость использования жесткой оснастки, повышенные требования техники безопасности, получение покрытий малой протяженности. Тем самым ограничиваются области промышленного применения данного способа.
Данный способ имеет невысокий технический уровень, так как не обеспечивает получение прочного равноплотного соединения полимера с металлом при нанесении полимерного покрытия большой протяженности, что ограничивает области промышленного применения данного способа.
В связи с этим важнейшей задачей является разработка способа получения металлофторопластовых покрытий из порошкообразного материала на цилиндрической поверхности изделия по новой технологической схеме, в которой в качестве фторопласта используют фторопласт Ф-4, перед нанесением покрытия проводят активацию смеси фторопласта Ф-4 с металлическим порошком взрывным нагружением плоской ударной волной путем нанесения на границе с цилиндрической поверхностью изделия прослойки из активированной смеси фторопласта Ф-4 с 10-15 % металлического порошка и чередующихся слоев смеси фторопласта Ф-4 и 40-50 % металлического порошка и активированной смеси фторопласта Ф-4 с 20-25 % металлического порошка с послойным чередованием засыпки и статического прессования, чередуя технологические операции до полного заполнения полости, образованной цилиндрической поверхностью изделия и пресс-формой, обеспечивая более прочное сцепление металлополимерных слоев с металлом и между собой, тем самым достигается высокая адгезионная прочность покрытия.
Техническим результатом заявленного способа является создание металлофторопластового покрытия из порошкообразного материала на цилиндрической поверхности изделия с постадийным чередованием технологических операций, что обеспечивает получение равноплотного покрытия большой протяженности, что, в свою очередь, позволяет получать покрытия с повышенной адгезионной прочностью полимера к металлу по всему объему покрытия, а это позволяет использовать данный способ для нанесения металлофторопластовых смесей на металлические поверхности изделий, работающих в условиях трения.
Указанный технический результат достигается тем, что в предлагаемом способе получения металлофторопластовых покрытий из порошкообразного материала на цилиндрической поверхности изделия размещают порошок покрытия, состоящего из смеси фторопласта и металлического порошка, чередующимися слоями в полость, образованную цилиндрической поверхностью изделия и пресс-формой, напрессовку покрытия и последующую термообработку, при этом, в качестве фторопласта используют фторопласт Ф-4, перед нанесением покрытия проводят активацию смеси фторопласта Ф-4 с металлическим порошком взрывным нагружением плоской ударной волной, при этом на границе с цилиндрической поверхностью изделия размещают прослойку из активированной смеси фторопласта Ф-4 с 10-15 % металлического порошка толщиной 0,5-0,7 мм, затем последовательно засыпают слой высотой 50-60 мм, состоящей из смеси фторопласта Ф-4 и 40-50 % металлического порошка, и слой высотой 1-1,5 мм из активированной смеси фторопласта Ф-4 и 20-25 % металлического порошка, а напрессовку проводят путем статического прессования, чередуя операции до полного заполнения полости, причем активацию смесей фторопласта Ф-4 с металлическим порошком осуществляют взрывным нагружением плоской ударной волной давлением 6-8 ГПа.
Предложенный способ получения металлофторопластовых покрытий из порошкообразного материала на цилиндрической поверхности изделия по новой технологической схеме нанесения металлополимерного порошка в виде прослойки, состоящей из активированной смеси фторопласта Ф-4 с 10-15 % металлического порошка и чередующихся слоев смеси фторопласта Ф-4 и 40-50 % металлического порошка и активированной смеси фторопласта Ф-4 и 20-25 % металлического порошка, на поверхность цилиндрического изделия с предварительной его взрывной активацией за счет воздействия энергии взрыва на прессуемый объем, с образованием новой структуры материала. Активированное состояние металлофторопластовых смесей сохраняется и после его размола, что обеспечивает повышение адгезионной прочности полимера с металлом. Благодаря активации металлополимерных смесей взрывным нагружением стало возможным нанесение металлополимерного покрытия на изделия с цилиндрическими поверхностями, работающими в условиях агрессивных сред и трения, то есть исключается процесс нанесения металлофторопластового покрытия непосредственно взрывным прессованием, сокращая расходы на взрывную обработку, что позволяет использовать предлагаемый способ в промышленных целях, например, при получении защитных и антифрикционных металлополимерных покрытий.
Новый способ получения металлофторопластовых покрытий из порошкообразного материала на цилиндрической поверхности изделия имеет существенные отличия как по номенклатуре покрываемых изделий, так и по совокупности технологических приемов и режимов его осуществления. Так предложено получение нового состава покрытия в виде прослойки, состоящей из активированной смеси фторопласта Ф-4 с 10-15 % металлического порошка, толщиной 0,5-0,7 мм и чередующихся слоев смеси фторопласта Ф-4 и 40-50 % металлического порошка толщиной 50-60 мм и активированной смеси фторопласта Ф-4 и 20-25 % металлического порошка толщиной 1-1,5 мм и его нанесение статическим прессованием на цилиндрическую поверхность изделия, что способствует снижению расходов на взрывную обработку и требований техники безопасности, обеспечивает получение равноплотного покрытия большой протяженности, что, в свою очередь, способствует получению покрытий с повышенной адгезионной прочностью полимера к металлу по всему объему покрытия. Кроме того, предложено активацию смесей фторопласта Ф-4 с металлическим порошком осуществлять взрывным нагружением плоской ударной волной давлением 6-8 ГПа, что приводит к образованию новой структуры материала, что, в свою очередь, обеспечивает повышение адгезионной прочности полимера с металлом.
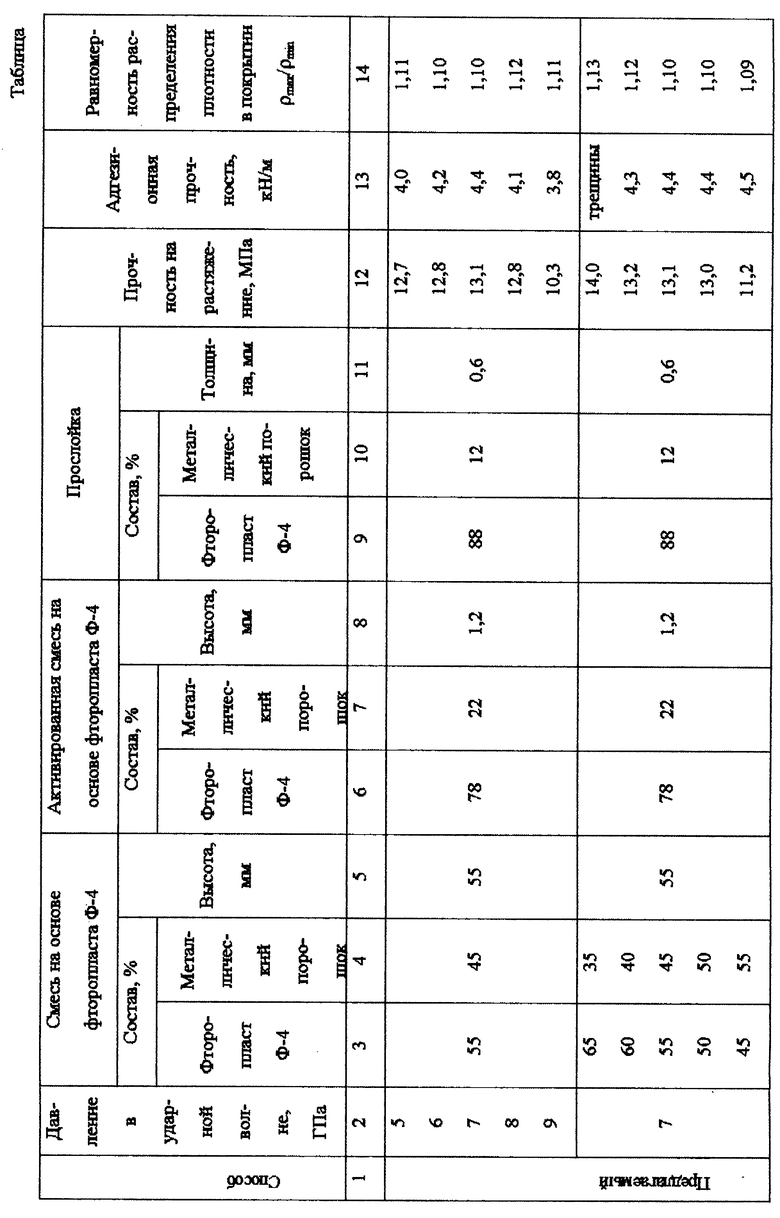
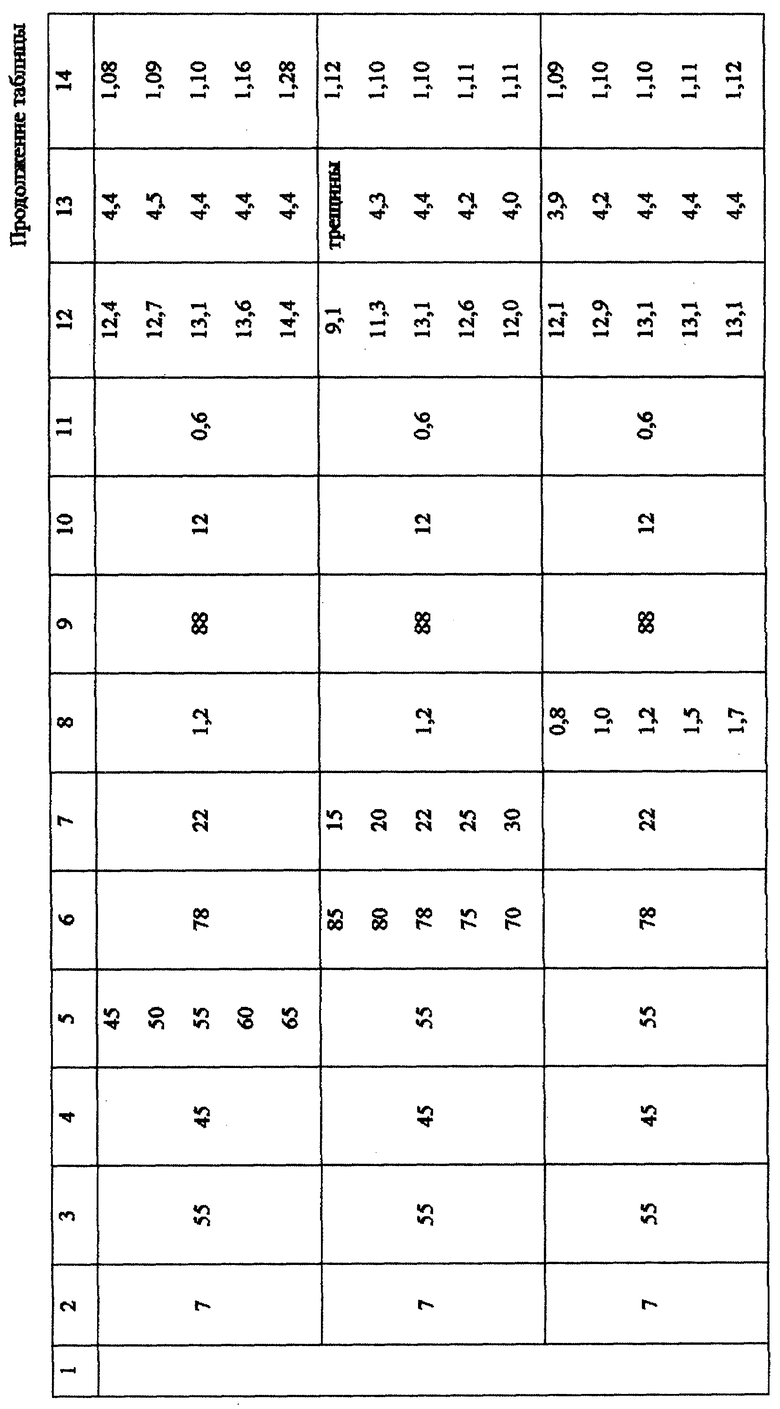
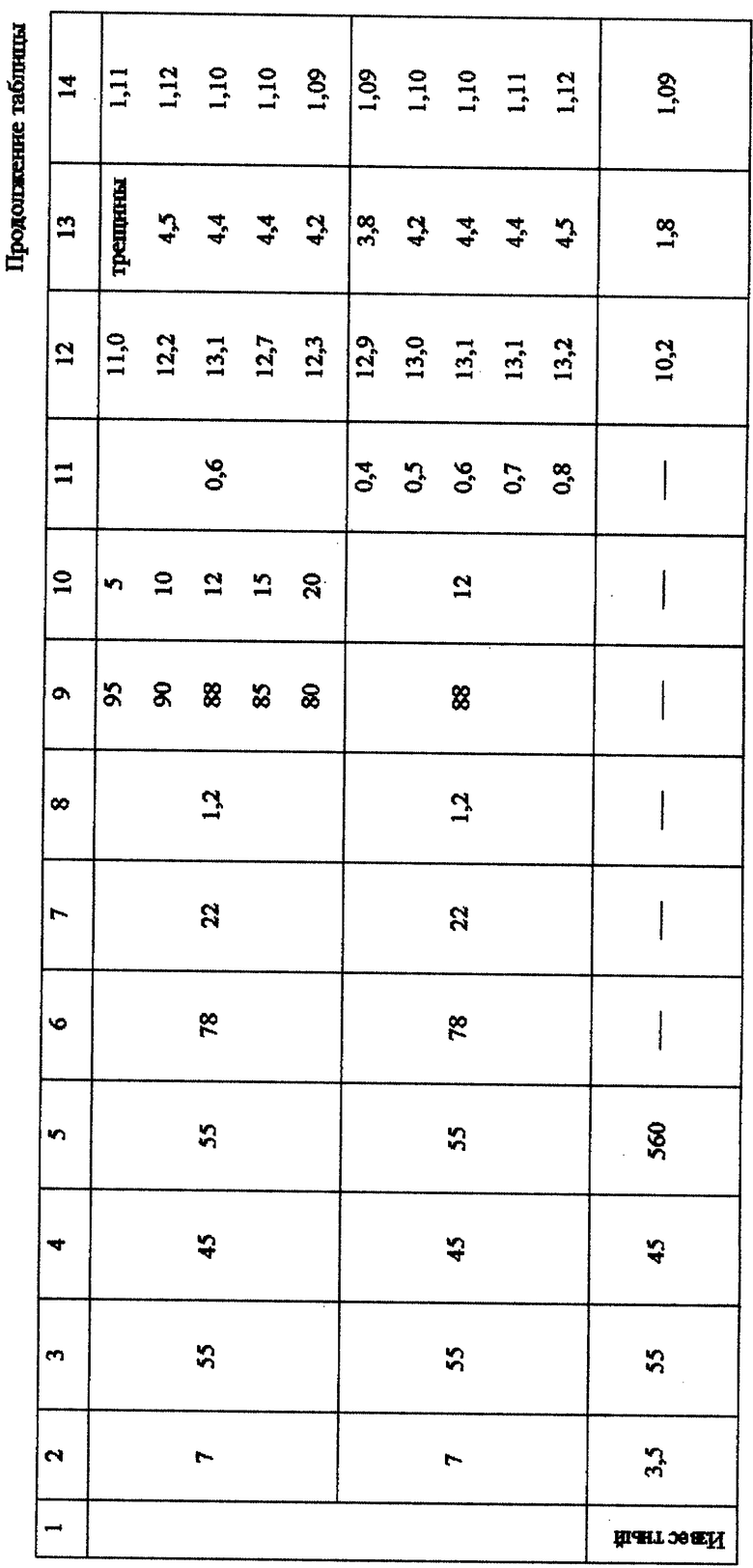
Предложено на границе с цилиндрической поверхностью изделия размещать прослойку из активированной смеси фторопласта Ф-4 с 10-15 % металлического порошка, что обеспечивает достаточный уровень адгезионной прочности. При содержании в активированной смеси металлического порошка менее 10 % вследствие разницы в объемных изменениях при термообработке возможно образование трещин на границе прослойки с цилиндрической поверхностью изделия или на границе между прослойкой и слоем, состоящим из смеси фторопласта Ф-4 и 40-50 % металлического порошка. При увеличении содержания металлического порошка более 15 % происходит понижение уровня адгезионной прочности до 4,2 кН/м. Предложено на границе с цилиндрической поверхностью изделия размещать прослойку толщиной 0,5-0,7 мм. Нанесение прослойки толщиной менее 0,5 мм при статическом прессовании технически затруднительно, а увеличение толщины прослойки более 0,7 мм приводит к осыпанию материала прослойки. Результаты испытаний изложены в прилагаемой таблице.
Предложено использовать в качестве первого слоя смесь фторопласта Ф-4 и 40-50 % металлического порошка, что позволяет снизить расходы на дорогостоящую взрывную обработку и требования техники безопасности. Использование в смеси металлического порошка в количестве менее 40 % приводит к протеканию сильных усадочных процессов материала во время термообработки. Увеличение содержания металлического порошка в смеси свыше 50 % не приводит к изменению усадки, но происходит понижение прочности при растяжении до 11,2 МПА. Предложено использовать смесь фторопласта Ф4 и 40-50% металлического порошка высотой 50-60 мм, что обеспечивает достижение необходимой равноплотности. Уменьшение высоты слоя нецелесообразно, так как при тех же значениях прочности покрытия добавляется количество операций прессования, а превышение высоты слоя более 60 мм не обеспечивает равномерного распределения плотности покрытия по высоте.
Предложено использовать в качестве второго слоя активированную смесь фторопласта Ф-4 и 20-25% металлического порошка, что обеспечивает получение бездефектных покрытий. При содержании в смеси металлического порошка менее 20 % из-за резкого различия в объемных изменениях при спекании первого слоя, состоящего из смеси фторопласта Ф-4 и 40-50 % металлического порошка, и второго слоя, состоящего из активированной смеси фторопласта Ф-4 и 20-25 % металлического порошка, возможно образование трещин на границе двух слоев. При содержании металлического порошка более 25 % происходит падение адгезионной прочности до 4,0 кН/м. Предложено использовать активированную смесь фторопласта Ф4 и 20-25 % металлического порошка высотой 1-1,5 мм. Превышение этого значения приводит к значительным напряжениям на границе первого слоя, состоящего из смеси фторопласта Ф-4 и 40-50 % металлического порошка, со вторым слоем, состоящим из активированной смеси фторопласта Ф-4 и 20-25 % металлического порошка, вследствие различия в объемных эффектах при охлаждении. А уменьшение высоты слоя менее 1 мм вызывает технические трудности.
Предложено активацию смесей фторопласта Ф-4 с металлическим порошком осуществлять взрывным нагружением плоской ударной волной давлением 6-8 ГПА, что обеспечивает повышение адгезионной прочности полимера с металлом. Использование смесей фторопласта Ф-4 с металлическим порошком, обработанных взрывным нагружением с давлением менее 6 ГПа, приводит к получению покрытия с нестабильными прочностными характеристиками. При давлении в ударной волне более 8 ГПа прочностные свойства покрытий понижаются вследствие частичного деструктирования молекул фторопласта Ф-4.
На чертеже изображена схема нанесения металлофторопластовых покрытий на цилиндрические поверхности.
Предлагаемый способ получения металлофторопластовых покрытий из порошкообразного материала на цилиндрической поверхности изделия осуществляется в следующей последовательности. Берут пресс-форму для прессования композиционного изделия цилиндрической формы, состоящую из верхнего 1, нижнего 2 пуансонов и сердечника 3, например из стали, в которую устанавливают цилиндрическое изделие 4. Причем сердечник 3 предварительно смазывают антиадгезионной пастой, например, на графитовой основе. На внутренней границе с цилиндрической поверхностью изделия 4 размещают прослойку 5, состоящую из активированной смеси фторопласта Ф-4 с 10-15 % металлического порошка толщиной 0,5-0,7 мм. Затем нижний пуансон 2 располагают таким образом, чтобы его верхняя торцевая часть находилась на середине цилиндрического изделия 4. В полость, образованную сердечником 3 и внутренней поверхностью цилиндрического изделия 4, засыпают слой 6, состоящий из смеси фторопласта Ф-4 и 40-50 % металлического порошка, и статически прессуют под давлением 40-50 МПа. После извлечения верхнего пуансона 1 наружную поверхность слоя 6, состоящего из смеси фторопласта Ф-4 и 40-50 % металлического порошка, разрыхляют и сверху засыпают слой 7, состоящий из активированной смеси фторопласта Ф-4 и 20-25 % металлического порошка. Заполнение полости, образованной сердечником 3 и внутренней поверхностью цилиндрического изделия 4, чередующимися слоями 6 и 7, состоящими из смеси фторопласта Ф-4 и 40-50 % металлического порошка и активированной смеси фторопласта Ф-4 и 20-25 % металлического порошка, и дальнейшее статическое прессование осуществляют аналогичным образом вплоть до полного заполнения полости между сердечником 3 и внутренней поверхностью цилиндрического изделия 4. Затем пресс-форму переворачивают в осевом направлении на 180o и повторяют процесс засыпки и статического прессования. Далее пресс-форму в сборе подвергают термообработке при установленной для фторопласта Ф-4 температуре 380oС, что соответствует 1,16 температуры плавления полимера и выдержке 1 ч. После охлаждения производят выпрессовку сердечника 7, предварительно смазанного антиадгезионной пастой.
Пример 1 (см. таблицу).
При изготовлении пресс-формы нижний и верхний пуансоны изготавливали из стали Сталь 3 с наружным диаметром 380 мм и внутренним диаметром 369 мм. Сердечник выполняли из стали, Сталь 3 с наружным диаметром 369 мм, предварительно смазанный антиадгезионной пастой на графитовой основе. В качестве цилиндрического изделия для нанесения металлофторопластового покрытия использовали трубную оболочку из стали, Сталь 3 с наружным диаметром 430 мм, толщиной стенки 25 мм и высотой 560 мм. Для заполнения полости, образованной трубной оболочкой и сердечником, использовали в качестве прослойки активированную смесь фторопласта Ф-4 и 12 % металлического порошка, подвергнутую активации взрывным нагружением плоской ударной волной давлением 7 ГПа, и в качестве чередующихся слоев смесь, состоящую из фторопласта Ф-4 и 45 % металлического порошка, и активированную смесь, состоящую из фторопласта Ф-4 и 22 % металлического порошка, подвергнутую активации взрывным нагружением плоской ударной волной давлением 7 ГПа.
В пресс-форму устанавливали трубную оболочку. На внутренней границе с цилиндрической поверхностью изделия размещают прослойку, состоящую из активированной смеси фторопласта Ф-4 с 12 % металлического порошка толщиной 0,6 мм. Затем нижний пуансон располагают так, чтобы его верхняя торцевая часть находилась на расстоянии 280 мм от торца трубной оболочки. На него засыпали слой высотой 55 мм, состоящий из смеси фторопласта Ф-4 и 45 %металлического порошка, и статически прессовали под давлением 50 МПа. Извлекали верхний пуансон и разрыхляли наружную поверхность слоя, состоящего из смеси фторопласта Ф-4 и 45 % металлического порошка. Затем на него засыпали слой, состоящий из активированной смеси фторопласта Ф-4 и 22 % металлического порошка, высотой 1,2 мм. Аналогично проводили дальнейшую засыпку смесей и их прессование вплоть до полного заполнения полости, образованной трубной оболочкой и сердечником. Затем пресс-форму переворачивали в осевом направлении на 180 o и повторяли процесс засыпки и статического прессования смесей. После чего пресс-форму в сборе подвергали нагреву в электропечи при температуре 380 oС, что соответствует 1,16 температуры плавления фторопласта Ф-4, с выдержкой 1 ч и охлаждению до комнатной температуры. Затем с помощью пресса выпрессовывали сердечник. Далее производили окончательную механическую обработку. Полученное покрытие имеет, как указано в таблице, равномерное распределение плотности по высоте с отношением ρmax/ρmin = 1,1, адгезионную прочность 4,4 кН/м, прочность на растяжение 13,1 МПа, не отслаивается при дальнейшей эксплуатации в условиях трения и агрессивных сред.
Пример 2. Получение покрытия по прототипу (см. таблицу).
При получении покрытия по прототипу в качестве объектов для нанесения покрытия использовали трубную оболочку, как в примере 1, причем по концам этой трубной оболочки нарезалась внутренняя резьба. Сердечник изготавливали из того же материала и с такими же размерами, как и в примере 1. Для заполнения полости, образованной трубной оболочкой и сердечником, использовали смесь фторопласта Ф-4 с 45 % металлического порошка.
В трубную оболочку ввинчивалось днище, выполненное из стали Сталь 3, толщиной 6 мм, в котором имелось цилиндрическое углубление диаметром 366 мм и глубиной 3 мм. В это углубление вставляли конец сердечника. Полость, образованную трубной оболочкой и сердечником, заполняли металлофторопластовой смесью, после чего в верхний конец трубной оболочки ввинчивали конусообразную крышку. На собранную таким образом пресс-форму надевали картонный контейнер. Его внутреннюю полость заполняли взрывчатым веществом, в середину контейнера вставляли электродетонатор и производили взрывное прессование давлением 3,5 ГПа. После чего пресс-форму в сборе подвергали нагреву, выдержке и охлаждению, как в примере 1. После взрывного прессования и спекания покрытие имеет отслоения от внутренней поверхности трубной оболочки и продольные трещины за счет разрушения адгезионного соединения металлофторопластового покрытия с трубной оболочкой проходящей ударной волной и усадки при кристаллизации фторопласта Ф-4. Из приведенной таблицы видно, что там, где отрыв металлофторопластового покрытия произошел не полностью, адгезионная прочность составляет 1,8 кНм, прочность при растяжении 10,2 МПа, а равномерность распределения плотности в покрытии 1,09.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЗРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2011 |
|
RU2471591C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО ФТОРОПЛАСТА-4 НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2009 |
|
RU2413594C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО НАНОКОМПОЗИЦИОННОГО МАТЕРИАЛА ПУТЕМ ВЗРЫВНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2452593C1 |
| ДВУХСЛОЙНЫЙ ЛИСТОВОЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2444439C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2171148C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ЛИСТОВЫХ МЕТАЛЛОПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2561407C1 |
| Способ получения слоистого металлополимерного нанокомпозиционного материала путем взрывного прессования | 2018 |
|
RU2685311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ФИЛЬТРОВ ИЗ МЕТАЛЛИЧЕСКИХ СЕТОК ПУТЕМ СОЕДИНЕНИЯ С ФЛАНЦАМИ | 2007 |
|
RU2347603C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО ФТОРОПЛАСТА-4 НА ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКОГО СТАЛЬНОГО ИЗДЕЛИЯ | 2014 |
|
RU2585910C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2171149C1 |
Изобретение относится к получению металлополимерных покрытий и может быть использовано при создании защитных и антифрикционных покрытий на металлических изделиях. Способ включает установку изделия в пресс-форму, размещение прослойки из активированной смеси фторопласта Ф-4 с 10-15% металлического порошка толщиной 0,5-0,7 мм, затем последовательно засыпают слой высотой 50-60 мм, состоящий из смеси фторопласта Ф-4 и 40-50% металлического порошка, и слой высотой 1-1,5 мм, состоящий из активированной смеси фторопласта Ф-4 с 20-25% металлического порошка, а затем производят статическое прессование, чередуя технологические операции, до полного заполнения полости, образованной цилиндрической поверхностью изделия и пресс-формой. Активацию смесей фторопласта Ф-4 с металлическим порошком осуществляют взрывным нагружением плоской ударной волной давлением 6-8 ГПа. Техническим результатом заявленного способа является новая технологическая схема получения равноплотного металлофторопластового покрытия из порошкообразного материала большой протяженности на цилиндрической поверхности изделия, обеспечивающая повышенную адгезионную прочность металлофторопластовых слоев с металлом и между собой. 1 з.п. ф-лы, 1 ил., 1 табл.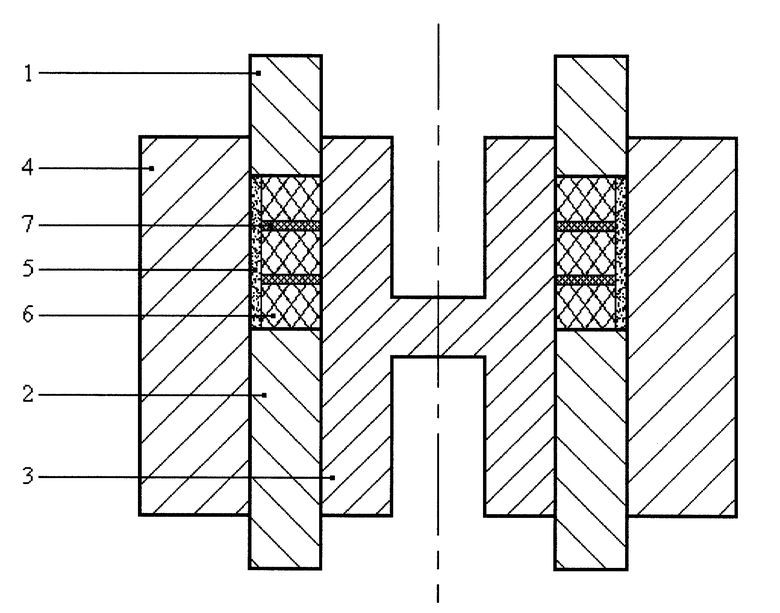
| СПОСОБ ВЗРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 1990 |
|
RU2060868C1 |
| US 5129801 А, 14.07.1992 | |||
| DE 3936991 C1, 18.10.1990. | |||
