Изобретение относится к области порошковой металлургии, в частности, к способам изготовления ферритовых изделий, используемых в качестве сердечников для ЗУ ЭВМ, сердечников магнитных головок, токосъемников и других деталей СВЧ-аппаратуры.
Известны способы повышения плотности спеченных ферритовых изделий: введение в пресс-порошок поверхностно-активных веществ [1] проведение спекания в циклически меняющихся окислительно-восстановительных средах при пониженных температурах [2] введение в связывающее вещество роданида аммония [3] проведение изостатического прессования порошков в эластичных оболочках [4] прокатывание порошка в листовые заготовки и спекание в обойме под давлением [5]
Кроме того, известны способы получения керамических изделий из порошков, имеющих определенный гранулометрический состав [6-9]
Однако во всех вышеописанных способах получения спеченных изделий не регулируется соотношение размеров частиц шихты, подвергающейся прессованию. Вследствие этого между частицами образуются пустоты, которые даже после проведения прессования хотя и уменьшаются в размерах, но остаются сравнительно большими по объему, а средняя плотность спекаемого материала оказывается недостаточно высокой. Наличие пустот между частицами спекаемой шихты ведет также к увеличению длительности спекания и, следовательно, росту зерен, что отрицательно сказывается на механических и электромагнитных параметрах спекаемых изделий.
Наиболее близким к предлагаемому является способ изготовления ферритовых изделий, заключающийся в смешении исходных оксидов, брикетировании, обжиге материала, помоле, смешивании полученного материала, введение пластификатора, прессовании и спекании [10]
Недостатком этого способа является отсутствие учета различий в размерах частиц, составляющих шихту, что отрицательно сказывается на параметрах получаемого материала.
Задачей предлагаемого изобретения является разработка способа изготовления высокоплотных ферритовых изделий.
При осуществлении предлагаемого способа достигается следующий технический результат: повышается плотность изделий, снижается коэффициент усадки.
Поставленный технический результат достигается в способе изготовления высокоплотных ферритовых изделий никель-цинковой системы, включающем смешивание исходных оксидов, брикетирование, обжиг материала, помол, смешивание полученного материала, введение пластификатора, прессование и спекание, причем для прессования используют ферритовый порошок, состоящий из частиц, соотношение размеров которых соответствует возможности их гексагональной или кубической плотнейшей упаковки; а именно: 91,39 мас. частиц радиусом (R) не более 0,25 мм, 6,53 мас. частиц радиусом 0,415R и 2,08 мас. частиц радиусом 0,225R.
Предложенный способ отличается от известного тем, что с целью повышения плотности изделий, уменьшения времени спекания, для формования используют ферритовый порошок, состоящий из частиц различного размера, причем их размеры и количество рассчитывают, исходя из представления о плотнейших упаковках.
В плотнейших упаковках (кубической гранецентрированной или гексагональной) для шаров одинакового диаметра существуют пустоты двух сортов тетраэдрические и октаэдрические. В любой трехмерной плотнейшей упаковке число тетрапустот вдвое больше числа шаров, число октапустот равно числу шаров.
В пустоты можно поместить частицы (шарики) меньшего размера, соприкасающиеся с основными шарами радиуса R. Радиус такого шарика для тетраэдрической пустоты (rт) равен 0,225 R, а для октаэдрической (rо) 0,415R. Заполнение всех тетра- и октапустот в плотнейших упаковках приводит к возрастанию коэффициента компактности на 7% Коэффициент компактности К служит для количественной оценки плотности упаковки: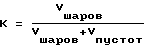
Естественно, что частицы пресс-порошка ни в результате хаотического распределения, ни даже под давлением не уложатся идеально в соответствии с геометрией плотнейшей упаковки. Однако в результате формования (прессования) порошков крупные пустоты (превышающие по размеру частицы порошка) устраняются, происходит уплотнение частиц до такой степени, что они начинают соприкасаться с возможно большим числом других частиц, т.е. формируются участки со структурой плотнейшей упаковки. Конечно, пустоты остаются, но их размеры уже оказываются намного меньшими по сравнению с размерами основных частиц, число и размеры пустот приближаются к параметрам плотнейшей упаковки. При заполнении этих пустот частицами соответствующего размера коэффициент компактности сформованных пресс-порошков будет возрастать. При их спекании в этом случае усадка материала уменьшится, что обеспечит более высокую плотность спеченных изделий.
В настоящем способе предлагается заранее задавать гранулометрический состав ферритового порошка для формования изделий: на "n" частиц радиуса R должно приходиться "n" частиц радиуса rо 0,415R и "2n" частиц радиуса rт 0,225R что в идеальном случае должно соответствовать набору частиц для осуществления плотнейшей упаковки с заполненными тетра- и октаузлами.
Так как массы частиц пропорциональны их объему, а объем частиц-шаров определяется формулой:
VR = 4/3πR3
где VR объем шара радиусом R, то получаем следующие соотношения для масс выбираемых частиц: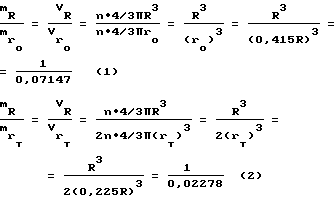
Соотношения (1) и (2) означают, что на каждые 100 г частиц радиусом R следует брать 7,147 г частиц радиусом rо 0,415R и 2,278 г частиц радиусом rт 0,225R (одного и того же вещества).
При таком заданном гранулометрическом составе порошка будет иметь место более плотная упаковка частиц, чем в том случае, когда все выбранные частицы имеют одинаковые размеры.
Для рассортировки частиц по размерам применяют ситовый анализ. Допустим, что все просеянные частицы ферритового порошка представляют собой шары определенного радиуса. Тогда, например, на сите норме 02 окажутся все шары с радиусом  которые просеялись через предыдущее сито номер 0224 и, следовательно,
которые просеялись через предыдущее сито номер 0224 и, следовательно,  Полагая, что частицы размером 0,112 мм > R > 0,100 мм должны уложиться плотнейшим образом, можно рассчитать интервалы значений радиусом окта- и тетрапустот для этого случая:
Полагая, что частицы размером 0,112 мм > R > 0,100 мм должны уложиться плотнейшим образом, можно рассчитать интервалы значений радиусом окта- и тетрапустот для этого случая: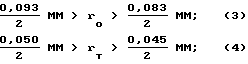
Расчет размеров октапустот в соответствии с (3) показывает, что такие частицы будут оставаться на сите номер 008; для тетрапустот подходящими согласно (4) окажутся частицы на сите номер 0045. Тогда рекомендуемый гранулометрический состав должен задаваться в соответствии с соотношениями (1) и (2) следующими параметрами: на 100 г (91,39 мас.) порошка, снятого с сита номер 02 взять 7,147 г (6,53 мас.) порошка с сита номер 008 и 2,278 г (2,08 мас.) порошка с сита номер 0045.
Приведенный заявителем анализ уровня техники, включающий поиск по патентным и научным источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существующим признакам заявленного изобретения, а определение из перечисленных аналогов прототипа, как наиболее близкого по совокупности признаков аналогов, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков, в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизны" по действующему законодательству. Для проверки соответствия заявляемого изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, поскольку из уровня, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
Следовательно, заявленное изобретение соответствует требованию "изобретательского уровня" по действующему законодательству.
По предлагаемому способу для изготовления 100 г ферритов никель-цинковой системы 2000 НН берут оксиды никеля (NiO), цинка (ZnO) и железа (Fe2O3) в соотношении, г:
NiO 10,003
ZnO 23,163
Fe2O3 66,834
Оксиды тщательно перемешивают в шаровой мельнице с добавлением 10% раствора поливинилового спирта из расчета 10 мл спирта на 10 г сухой смеси. Из полученной смеси под давлением 200 МПа прессуют образцы цилиндрической формы высотой 12 мм и диаметром 35 мм. Образцы подвергают обжигу при температуре 900oC в течение 6 часов. После охлаждения на воздухе образцы размалывают. Затем проводят ситовый анализ полученного пресс-порошка на ситах номер 02, 008 и 0045 и берут (мас.):
порошок с сита номер 02 91,39
порошок с сита номер 008 6,53
порошок с сита номер 0045 2,08
Смесь полученных фракций помещают в вибромельницу на 0,5 ч, а затем добавляют пластификатор и прессуют образцы цилиндрической формы высотой 12 мм и диаметром 35 мм под давлением 200 МПа. Образцы спекают при температуре 1200oC в течение 6 ч и охлаждают на воздухе.
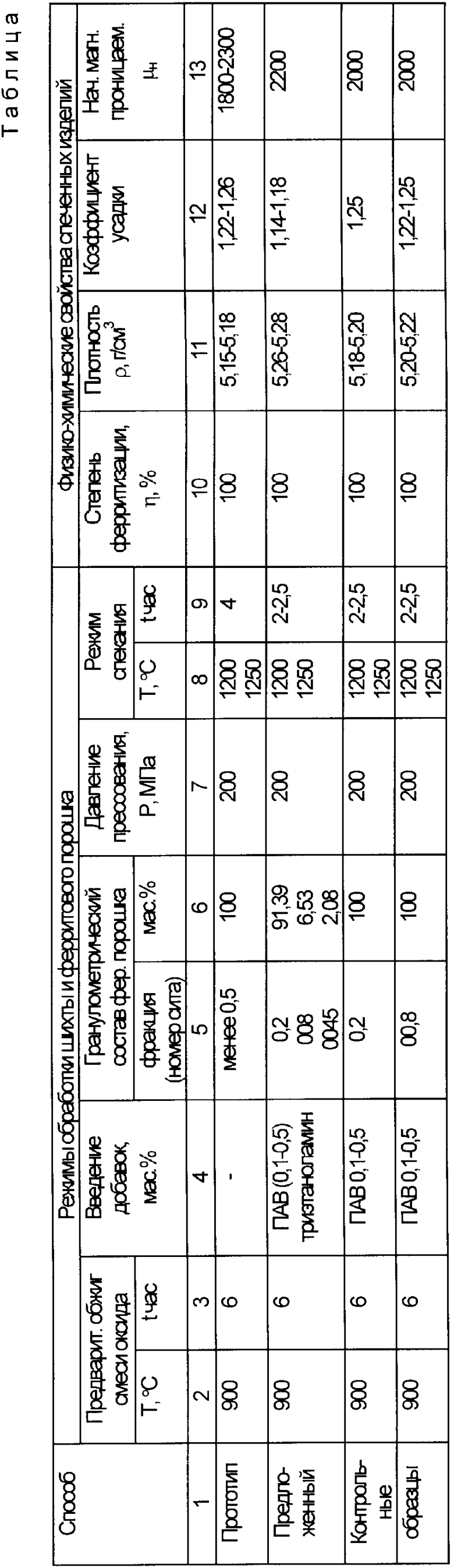
Опытные образцы с таким заданным гранулометрическим составом пресс-порошка готовят для никель-цинковых ферритов марки 2000 НН. Для сравнения готовят контрольные образцы ферритов того же состава, сформованные из порошка, снятого с одного лишь сита (номер 02 или номер 008). Перед прессованием ферритовый порошок, состоящий из смеси разных фракций, помещают на 0,5 ч в вибромельницу (для равномерного распределения частиц различных размеров по всему объему). Технология формования и спекания ферритовых порошков гранулометрического состава выдержана одинаково. Сравнение пикнометрических плотностей, усадки опытных и контрольных образцов и их электромагнитные параметры приведены в таблице.
Анализ данных сравнительной таблицы позволяет сделать следующие выводы:
применение для формования порошка, состоящего из частиц, соотношение размеров которых соответствует возможности их гексаногальной или кубической плотнейшей упаковки, позволяет получать изделия с повышенной плотностью;
предложенный способ позволяет сократить время спекания изделий, и таким образом уменьшить рост зерен. Образование крупнозернистой рыхлой структуры затрудняется, а этом способствует формованию высокоплотного материала.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения следующей совокупности условий:
средство, включающее заявленное изобретение при его осуществлении, предназначено для использования в промышленности, а именно: при изготовлении высокоплотных ферритовых изделий;
для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных до даты приоритета средств и методов;
средство, воплощающее заявленное изобретение при его осуществлении способно, обеспечить достижение технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость" по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1997 |
|
RU2120350C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1999 |
|
RU2165336C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОЙ КОМПОЗИЦИИ НА ОСНОВЕ КАРБОСИЛИЦИДА ТИТАНА | 2010 |
|
RU2460706C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОЙ КОМПОЗИЦИИ НА ОСНОВЕ КАРБОСИЛИЦИДА ТИТАНА ДЛЯ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 2011 |
|
RU2458168C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2171149C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1997 |
|
RU2121410C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНОЙ КЕРАМИКИ НА ОСНОВЕ ТИТАНАТА КАЛИЯ | 2009 |
|
RU2415107C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116177C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 1999 |
|
RU2152859C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2086395C1 |
Использование: изобретение относится к области порошковой металлургии, в частности, к способам изготовления ферритовых изделий, используемых в качестве сердечников для ЗУ ЭВМ, сердечников магнитных головок, токосъемников и других деталей СВЧ - аппаратуры. Задачей предлагаемого изобретения является разработка способа изготовления высокоплотных ферритовых изделий. Сущность изобретения: при осуществлении предлагаемого способа достигается следующий технический результат: повышается плотность изделий, снижается коэффициент усадки. Указанный технический результат достигается в способе изготовления высокоплотных ферритовых изделий никель-цинковой системы, включающем смешивание исходных оксидов, брикетирование, обжиг материала, помол, смешивание полученного материала, введение пластификатора, прессование и спекание, причем для прессования используется ферритовый порошок, состоящий из частиц, соотношение размеров которых соответствует возможности их гексагональной или кубической плотнейшей упаковки. 1 табл.
Способ изготовления высокоплотных ферритовых изделий никель-цинковой системы, включающий смешивание исходных оксидов, брикетирование, обжиг материала, помол, смешивание полученного материала, введение пластификатора, прессование и спекание, отличающийся тем, что для прессования используют ферритовый порошок, состоящий из частиц, соотношение размеров которых соответствует возможности их гексагональной или кубической плотнейшей упаковки, а именно: 91,39 мас. частиц радиусом R не более 0,25 мм, 6,53 мас. частиц радиусом 0,415 R и 2,08 мас. частиц радиусом 0,225 R.
