Изобретение относится к машиностроению, а именно к обработке металлов резанием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
Резкое повышение в последнее время стоимости шлифовальных кругов сделало особенно актуальной проблему уменьшения их расхода. Одним из путей решения этой проблемы является повышение эффективности смазочного действия СОТС, транспортируемой в зону контакта круга и заготовки рабочей поверхностью круга и шлифуемой поверхностью заготовки, и снижение тем самым теплосиловой напряженности процесса шлифования.
Заявляемое изобретение направлено на решение задачи, заключающейся в повышении стойкости шлифовальных кругов при условии обеспечения заданного качества шлифованных деталей.
Известен способ нанесения смазки на шлифовальный круг, при котором на рабочую поверхность круга перед началом обработки наносят смазку путем прижима к ней карандашей или брикетов твердой смазки (см. Применение твердых смазочных материалов при заточке инструмента кругами из эльбора. Методические рекомендации /В.С. Лысанов и др.М.: НИИМаш, 1981, 43 с.).
К недостаткам данного способа можно отнести следующее: расходуется нерационально много смазочного материала; велика чувствительность способа к тепловыделению в процессе шлифования; смазка неравномерно наносится на рабочую поверхность круга.
Известен способ нанесения смазки на шлифовальный круг, при котором на его рабочую поверхность в процессе обработки наносят распылением расплавленную твердую смазку (см. Ефимов В.В., Веткасов Н.И., Федотов А.А. Устройство для нанесения твердой смазки на шлифовальный круг. Информационный листок о научно-техническом достижении N 87-27. Ульяновск: ЦНТИ, 1987, 4 с.). Основным недостатком этого способа является ухудшение экологической обстановки на рабочем месте и в окружающем пространстве вследствие рассеивания аэрозоли.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа способ охлаждения шлифовальных кругов, при котором к рабочей поверхности шлифовального круга выше точки контакта круга и заготовки посредством поршня прижимают твердое смазочное средство (вещество), находящееся в стакане и имеющее сквозные осевые каналы, заполненные пластичной (жидкой) смазкой (см. заявку N 2414980, Франция, опубл. 21.09.79, N 338).
У прототипа и заявляемого изобретения имеются общие существенные признаки: на шлифовальный круг подают посредством поршня твердое смазочное средство, находящееся в стакане, выше зоны контакта шлифовального круга и заготовки; в твердом смазочном средстве выполнены осевые каналы, заполненные пластичной смазкой.
Недостатками прототипа являются: отсутствие возможности регулирования расхода смазки, находящейся в осевых каналах, выполненных в твердом смазочном средстве, и недостаточно высокая интенсивность смазочного действия смазочного средства, транспортируемого в зону контакта заготовки и круга только рабочей поверхностью последнего.
Технический результат - повышение стойкости и работоспособности шлифовальных кругов.
Для достижения технического результата, в известном способе нанесения сказки на шлифовальный круг, включающем подачу на его рабочую поверхность посредством поршня твердого смазочного средства, расположенного в стакане и имеющего сквозные осевые каналы, а также пластичной смазки, твердое смазочное средство имеет в поперечном сечении форму прямоугольника с длиной большей стороны, равной или несколько большей высоты шлифовального круга, а его подачу на шлифовальный круг осуществляют под углом 70-75o к плоскости, проходящей через оси отверстия круга и заготовки, из условия касания твердого смазочного средства обрабатываемой поверхности заготовки, при этом пластичную смазку размещают между твердым смазочным средством и поршнем, посредством которого производят подачу пластичной смазки в зону контакта круга и твердого смазочного средства через сквозные осевые каналы последнего и регулируют ее расход путем изменения давления сжатого воздуха, перемещающего поршень. Кроме того, в качестве твердого смазочного средства и пластичной смазки применяют составы, обеспечивающие синергический эффект в зоне контакта круга и заготовки.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки и их причинно-следственная связь с техническим результатом: твердое смазочное средство подают на шлифовальный круг под углом 70-75o к плоскости, проходящей через оси вращения круга и заготовки, таким образом, чтобы твердое смазочное средство касалось обрабатываемой поверхности заготовки. Это позволяет усилить смазочное действие в зоне контакта круга и заготовки за счет транспортирования дополнительного количества смазки поверхностью заготовки. Между поршнем и твердым смазочным средством размещают пластичную смазку, которую подают в зону контакта круга и твердого смазочного средства. Подача пластичной смазки обеспечивает возможность регулирования расхода пластичной смазки путем изменения давления сжатого воздуха, перемещающего поршень, в зависимости от напряженности процесса шлифования, усиливая смазочное действие смазки в зоне контакта круга и заготовки и соответственно обеспечивая повышение стойкости и работоспособности шлифовального круга. Применение различных по химическому составу твердого смазочного средства и пластичной смазки позволяет повысить стойкость и работоспособность шлифовального круга за счет создания на его рабочей поверхности и обрабатываемой поверхности заготовки многофазных смазочных пленок, а также за счет проявления синергического эффекта, т.е. взаимного усиления активности при совместном применении смазок. Например, использование хлорорганических соединений в составе твердого смазочного средства и сероорганических соединений в составе пластичной смазки обеспечит повышение стойкости и работоспособности круга за счет усиления смазочного действия внешней среды вследствие образования в контактной зоне активных соединений как результата химического взаимодействия сероорганических и хлороорганических соединений. Кроме того, образование при этом хлоридов и сульфидов металла в контактной зоне оказывает каталитическое влияние на образование химически активных соединений.
Известно устройство для нанесения карандашей или брикетов твердой смазки на шлифовальный круг с постоянным прижимающим усилием или с заданным расходом (см. Применение твердых смазочных материалов при заточке инструментом кругами из эльбора. Методические рекомендации / В.С. Лысанов и др. М.: НИИМаш, 1981, 43 с.). К недостаткам данного устройства можно отнести следующее: расходуется нерационально много твердого смазочного материала; конструкция устройства не предусматривает возможности усиления смазочного действия путем подачи пластичной смазки одновременно с подачей твердого смазочного средства.
Известно устройство для нанесения твердого смазочного средства на рабочую поверхность шлифовального круга, которое состоит из емкости для твердой смазки, в нижней части которой расположен нагреватель, и сопла для подачи смазки в расплавленном состоянии на холодную поверхность круга до или в процессе выполнения операции шлифования (см. Ефимов В.В., Веткасов Н.И., Федотов А. А. Устройство для нанесения твердой смазки на шлифовальный круг. Информационный листок о научно-техническом достижении N 87-27. Ульяновск: ЦНТИ, 1987, 4 с.). Основным недостатком этого устройства яв ляется ухудшение экологической обстановки на рабочем месте и в окружающем пространстве вследствие образования аэрозоли смазки.
Известно устройство для нанесения смазки на шлифовальный круг, выбранное в качестве прототипа, снабженное стаканом, в котором расположены поршень для подачи твердого смазочного средства на шлифовальный круг выше зоны контакта шлифовального круга и заготовки и твердое смазочное средство, в котором могут быть выполнены сквозные осевые каналы для подачи смазочного вещества, находящегося в жидком агрегатном состоянии (пластичной смазки) (см. заявку N 2414980, Франция, МКИ В 24 55/02. Опубл. 21.09.79, N 338).
У прототипа и заявляемого изобретения имеются следующие общие существенные признаки: устройство для нанесения смазки на шлифовальный круг выполнено в виде стакана, в котором размещены поршень и твердое смазочное средство, в котором выполнены осевые каналы, заполненные смазкой.
Недостатками данного прототипа являются: отсутствие возможности регулирования расхода смазки, находящейся в осевых каналах, выполненных в твердом смазочном средстве, недостаточно высокая интенсивность смазочного действия твердого смазочного средства, транспортируемого в зону контакта круга и заготовки только рабочей поверхностью круга.
Технический результат предлагаемого изобретения - повышение стойкости и работоспособности шлифовального круга.
Для достижения технического результата известное устройство для нанесения смазки на шлифовальный круг, содержащее стакан, внутри которого помещен поршень и твердое смазочное средство со сквозными осевыми каналами для пластичной смазки, снабжено размещенным между поршнем и твердым смазочным средством вторым поршнем со сквозными осевыми каналами, связанным посредством пружины с первым поршнем, а пространство между поршнями заполнено пластичной смазкой, при этом ось стакана расположена под углом 70o-75o к плоскости, проходящей через оси вращения круга и заготовки, твердое смазочное средство в поперечном сечении выполнено в форме прямоугольника с длиной большей стороны, равной или несколько большей высоты шлифовального круга, а в стакане выполнены два отверстия для подачи сжатого воздуха, и изменения его давления для регулирования расхода пластичной смазки и твердого смазочного средства.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки и их причинно-следственная связь с техническим результатом: ось стакана для подачи твердого смазочного средства установлена под углом 70-75o к плоскости, проходящей через оси вращения круга и заготовки, таким образом, что твердое смазочное средство, расположенное в стакане, касается обрабатываемой поверхности заготовки. Это способствует повышению стойкости круга за счет транспортирования в зону контакта круга и заготовки дополнительного количества смазочного средства поверхностью вращающейся заготовки.
Оформление твердого смазочного средства в поперечном сечении в виде прямоугольника с длиной большей стороны, равной или несколько большей высоты круга, обеспечивает транспортирование смазки поверхностью заготовки в зону контакта с кругом равномерно по всей длине шлифуемой поверхности. Дополнительный поршень, размещенный между твердым смазочным средством и другим поршнем, позволяют исключить непроизводительные потери пластичной смазки через зазор между поверхностями стакана и твердого смазочного средства. Предлагаемое конструктивное оформление поршней позволяет подавать при невысоком давлении сжатого воздуха пластичную смазку под достаточно большим давлением, соответствующим условиям шлифования.
По имеющимся у авторов сведениям совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень". Совокупность существенных признаков, характеризующих сущность изобретения, в принципе может быть многократно использована в машиностроении, а именно на операциях шлифования с применением СОТС.
Получение технического результата, заключающегося в обеспечении эффективного смазочного действия смазки в зоне контакта круга и заготовки, обуславливающего повышение стойкости шлифовального круга - позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
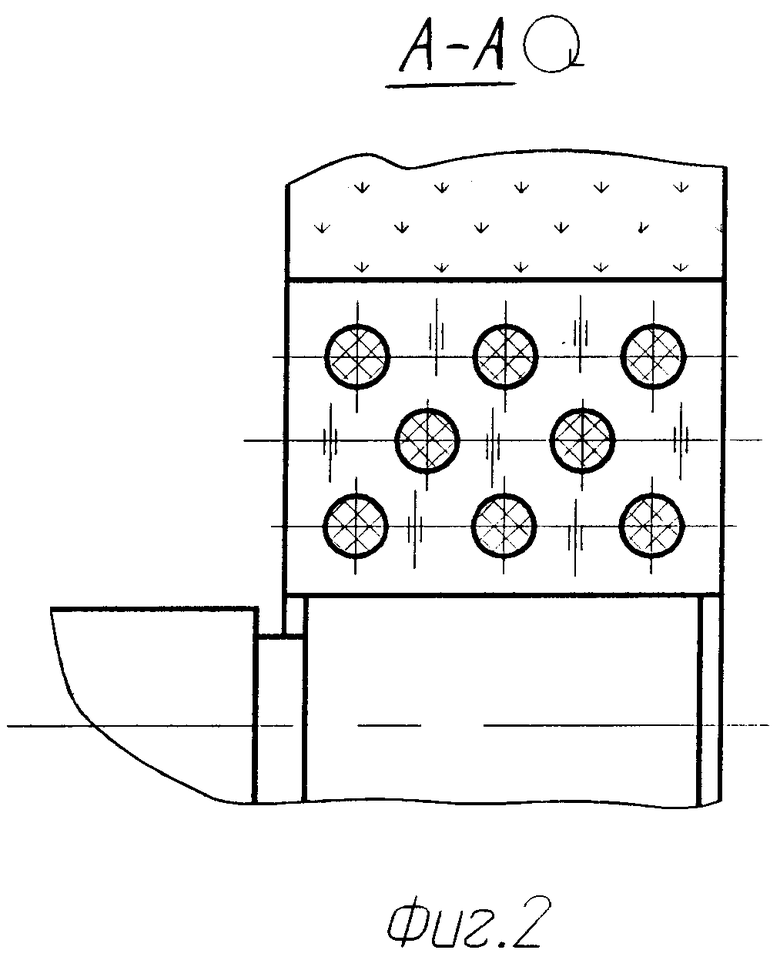
Сущность изобретения поясняется графическими материалами: на фиг. 1 - чертеж общего вида устройства для нанесения твердого смазочного средства на шлифовальный круг и заготовку, на фиг. 2 - чертеж разреза А-А.
Заявляемое изобретение - устройство для нанесения смазки на шлифовальный круг - содержит стакан 1, установленный под углом 70o - 75o к плоскости, проходящей через оси вращения круга и заготовки, таким образом, чтобы поверхность твердого смазочного средствa касалась поверхности заготовки. В стакане 1 установлены поршень 2, пружина 3 и поршень 4. Пространство между поршнями 2 и 4 заполнено пластичной смазкой 5. На стакане 1 установлены крышка 6 и пресс-масленка 7 для пополнения запаса пластичной смазки по мере ее расходования в процессе шлифования. В поршне 2 выполнены осевые каналы 8, через которые пластичная смазка поступает в осевые каналы 9, выполненные в твердом смазочном средстве 10, имеющем в поперечном сечении прямоугольную форму (фиг. 2). Для фиксации поршня 2 в стакане 1 предусмотрен фиксирующий механизм 11. В стакане 1 выполнены отверстия 12 и 13 для подвода сжатого воздуха.
Устройство работает следующим образом. Под давлением сжатого воздуха, подаваемого через отверстие 12, перемещается поршень 4 и прижимает через пластичную смазку 5 и поршень 2 твердое смазочное средство 10 к рабочей поверхности круга. При этом твердое смазочное средство касается шлифуемой поверхности заготовки.
В этот момент в правую полость цилиндра 1 подают через отверстие 13 сжатый воздух под давлением, обеспечивающим заданный расход твердого смазочного средства. Поршень 4 при этом под давлением сжатого воздуха, подаваемого через отверстие 12, продолжает перемещаться и начинает вытеснять пластичную смазку через осевые каналы 8 в поршне 2 и осевые каналы 9 в твердом смазочном средстве 10 на рабочую поверхность вращающегося шлифовального круга. При этом пластичная смазка наносится на рабочую поверхность круга равномерно но всей его высоте, обеспечивая эффективное смазочное действие и снижение трения абразивных зерен по материалу обрабатываемой заготовки. Изменяя давление воздуха, подаваемого через отверстие 12, регулируют расход пластичной смазки. После окончания шлифования прекращается подача сжатого воздуха через отверстие 12, поршень 4 под действием пружины 3 отходит в верхнее положение. Срабатывает фиксирующий механизм 11 и прекращается подача сжатого воздуха через отверстие 13. Подача твердого смазочного средства на рабочую поверхность круга приостанавливается до начала следующего цикла шлифования.
Запас пластичной смазки пополняется через пресс-масленку 7. Расход пластичной и твердой смазки регулируется путем изменения давления сжатого воздуха, подводимого через отверстия 12 и 13.
Заявляемое изобретение не оказывает отрицательного воздействия па состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152294C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2153966C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113339C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗКИ НА ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2115535C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153971C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО КРУГА | 1996 |
|
RU2146998C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСХОДА СОТС В ЗОНЕ КОНТАКТА ШЛИФОВАЛЬНОГО КРУГА И ЗАГОТОВКИ | 1999 |
|
RU2165841C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153412C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176587C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
Изобретение может быть использовано в машиностроении, а именно на операциях абразивной обработки заготовок из различных материалов. Нанесение смазки обеспечивается путем одновременной подачи пластичной и твердой смазки на рабочую поверхность круга. Пластичную смазку подают через осевые каналы в твердом смазочном средстве, имеющем в поперечном сечении прямоугольную форму. Твердое смазочное средство установлено под углом 70-75° к плоскости, проходящей через оси вращения круга и заготовки, из условия касания его поверхности обрабатываемой поверхности заготовки. Пластичная смазка расположена в стакане между двумя связанными пружиной поршнями. В одном из них выполнены сквозные осевые каналы. При подаче сжатого воздуха в стакан твердое смазочное средство прижимают к рабочей поверхности круга с касанием обрабатываемой детали. При этом пластичная смазка одновременно через сквозные осевые каналы поршня и твердого смазочного средства наносится на круг. Расход пластичной и твердой смазок регулируют изменением давления подводимого сжатого воздуха в зависимости от напряженности процесса шлифования. Возможность регулирования расхода и применения различных по составу смазок повышает стойкость и работоспособность шлифовального круга. 2 с. и 1 з.п. ф-лы, 2 ил.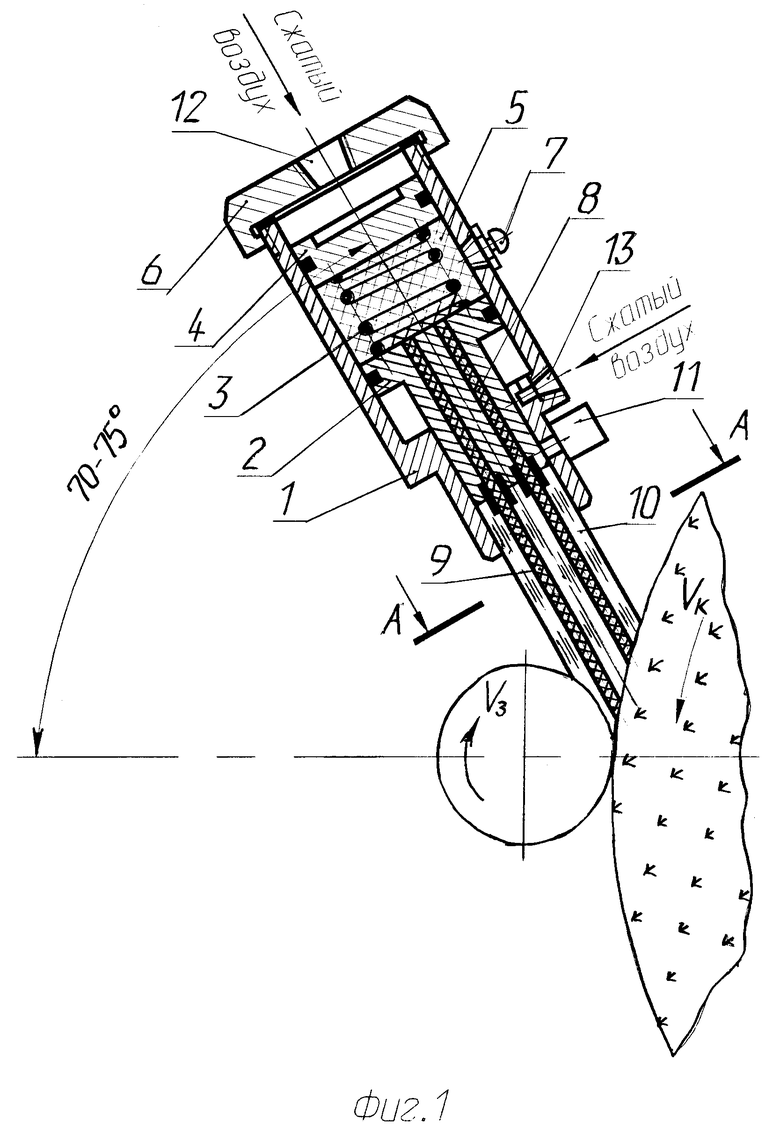
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ КОНСТРУКЦИИ С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ | 2009 |
|
RU2414980C2 |
| Способ подачи смазочно-охлаждающего технологического средства | 1983 |
|
SU1093518A1 |
| Способ подачи смазочно-охлаждающе-гО ТЕХНОлОгичЕСКОгО СРЕдСТВА | 1979 |
|
SU837823A1 |
| Способ подачи смазочно-охлаждающего технологического средства (СОТС) | 1982 |
|
SU1060447A1 |
| Способ получения пиковой электроэнергии | 1986 |
|
SU1355735A1 |
| Худобин Л.В | |||
| Техника применения смазочно-охлаждающих средств в металлообработке | |||
| - М.: Машиностроение, 1977, с.137-138. | |||
