Заявляемое изобретение относится к металлургии, а более конкретно, к разновидности термической обработки заготовок из ковких чугунов при наличии в их структуре "отбела", то есть включений цементита.
Известен способ получения ковкого чугуна с хлопьевидным графитом из белого чугуна в результате специального графитизирующего отжига. Например, отжиг литых заготовок проводят в две стадии (см. Ю.М. Лахтин, В.П. Леонтьева, Материаловедение, М. , Машиностроение, 1990 г., с. 153-154). Первоначально литые заготовки выдерживают при 950 - 970oC. В этот период протекает первая стадия графитизации, то есть распад цементита, входящего в состав ледебурита. В результате распада цементита диффузионным путем образуется хлопьевидный графит. Затем литые заготовки охлаждают до температур, соответствующих интервалу эвтектоидного превращения (730 - 760oC). При охлаждении происходит выделение из аустенита вторичного цементита, его распад и рост графитных включений. При достижении эвтектоидного интервала температур охлаждение резко замедляют или дают длительную выдержку при температуре несколько ниже этого интервала. В этот период протекает вторая стадия графитизации: распад аустенита с образованием ферритно-графитной структуры или распад цементита, входящего в состав перлита с образованием феррита и графита (в процессе выдержки ниже эвтектоидной температуры). После окончания второй стадии графитизации структура чугуна состоит из феррита и хлопьевидного графита. Излом ферритного чугуна бархатисто-черный вследствие большого количества графита. Если выдержка ниже эвтектоидной температуры была недостаточна (или в этом интервале температур скорость охлаждения повышенная), то образуется ферритно-перлитный ковкий чугун с цементитной фазой, характеризующийся появлением светлых участков в изломе, то есть отбел. Продолжительность отжига составляет 24-60 часов.
Недостатком известного способа термической обработки литой заготовки из ковкого чугуна является то, что способ не обеспечивает достаточно полного и равномерного распада цементита в структуре литой заготовки из КЧ и не позволяет получать равномерные свойства по всему объему заготовки, в результате чего резко ухудшается обрабатываемость резанием и снижается, например, качество резьбы, чистота поверхности.
Известен способ графитизирующего отжига литых заготовок из белого чугуна по а.с. СССР N 1799920, МКИ C 21 D 1/613, принятый в качестве прототипа, обеспечивающий получение равномерных свойств ковкого чугуна по всему объему заготовки, при котором заготовки из белого чугуна подвергают нагреву выше Ас3, выдержке и охлаждению до 780-740oC с печью, а затем до температуры не выше 600oC ускоренно, далее нагревают до 670-690oC и выдерживают при данной температуре в течение 2,5-3,5 ч, окончательное охлаждение осуществляется с помощью вентилятора до температуры не выше 400oC со скоростью не менее 150oC/ч, далее охлаждение ведут на воздухе.
Термическая обработка заготовок из белого чугуна по способу прототипа обеспечивает равномерные свойства по всему объему заготовки, но при этом твердость соответствует значению HB 2550 МПа.
Основным недостатком способа, принятого в качестве прототипа, является то, что способ не обеспечивает достаточно полного распада цементита в структуре литой заготовки, где остается более 2% этой фазы, в результате чего ухудшается обрабатываемость резанием и снижается, например, качество резьбы, чистота поверхности.
Перед заявляемым изобретением поставлена задача равномерно снизить содержание цементита в структуре литой заготовки из ковкого чугуна, тем самым снизить твердость и улучшить обрабатываемость материала заготовки резанием.
Поставленная задача решается путем нагрева литой заготовки из ковкого чугуна, выдержки и последующего ее охлаждения в потоке газа, при этом заготовку нагревают и выдерживают при температуре Ас1 +20oC, а последующее охлаждение до температуры окружающей среды проводят при одновременном воздействии потока газа и акустического поля звукового диапазона частот и с уровнем звукового давления в пределах 140-170 дБ.
Охлаждение литой заготовки может быть проведено в резонаторе газоструйного генератора звука (ГГЗ).
В качестве охлаждающего рабочего газа может быть использован воздух.
Благодаря одновременному воздействию на литую заготовку из ковкого чугуна при ее охлаждении потока газа и акустического поля достигается технический результат, а именно обеспечивается равномерное значительное снижение содержания цементита в структуре литой заготовки, что позволяет снизить твердость и улучшить обрабатываемость материала заготовки резанием и тем самым повысить качество нарезаемой на заготовке резьбы или чистоты обрабатываемой поверхности резанием. Одновременно в несколько раз сокращается время технологического процесса обработки.
На чертеже приведена схема резонатора газоструйного генератора звука.
Способ термической обработки литой заготовки 1 из ковкого чугуна при наличии в ее структуре "отбела" проводят в резонаторе газоструйного генератора звука, который состоит из камеры 2, в которую помещают обрабатываемые заготовки 1, сопла 3, источника сжатого газа в виде баллона 4.
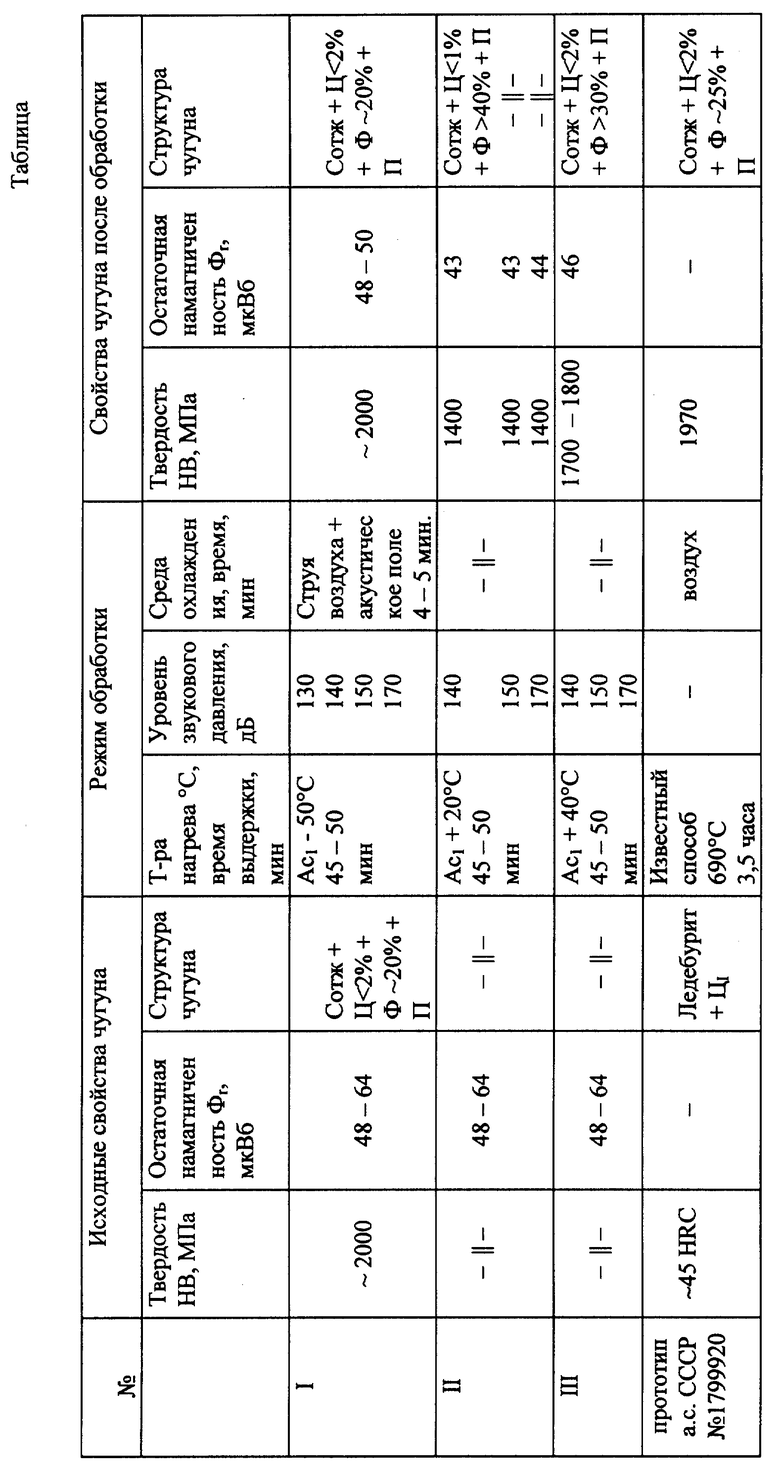
В качестве примера для оценки заявляемого способа термической обработки отливки в количестве 50 шт. из партии заготовок из ковкого чугуна с пределом прочности σв= 300 МПа и относительным удлинением δ = 6%, имевшие твердость HB выше 1400-1600 МПа, нагревали до температуры Ас1 +20oC, выдерживали в течение 40-50 минут, после этого изделия помещали в камеру 2 резонатора ГГЗ, где их охлаждали под воздействием нестационарного потока газа 5, в качестве которого использовали воздух, и акустического поля в диапазоне звуковых частот и уровнем звукового давления 140-170 дБ в течение 4-5 минут. Исходные значения твердости литых заготовок из чугуна, твердости после обработки, тип микроструктуры и качество резьбы на изделиях приведены в таблице. Здесь же приведены и значения величины остаточной намагниченности Фг, по контрольной величине которого Фг ≤45 мкВб оценивалась возможность получения качественной резьбы на изделиях.
Как видно из результатов, приведенных в таблице, выход за указанные параметры термоакустической обработки и рекомендуемые интервалы температур по режимам 1-м и 3-м не обеспечивают снижение твердости HB до требуемых величин для достижения технического результата изобретения.
Режим 2, согласно таблице, при уровне звукового давления 140-170 дБ позволяет получить твердость HB ≤ 400 МПа, чем достигается решение задачи, поставленной перед изобретением, и позволяет получить технический результат, а именно обеспечивается равномерное значительное снижение, т.е. до 1% и менее содержания цементита в структуре литой заготовки, при этом снижается твердость и улучшается обрабатываемость материала заготовки резанием, т. е. повышается качество нарезаемой резьбы или чистоты обрабатываемой поверхности. Одновременно достигнуто существенное сокращение времени технологического процесса обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ИЗДЕЛИЙ ИЛИ ЗАГОТОВОК ИЗ СИЛУМИНА АК7 | 2008 |
|
RU2389821C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЛИ ЗАГОТОВКИ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2255137C1 |
| Способ термической обработки заготовки или изделия (пружин) из бронзы БрНХК 2,5-0,7-0,6 | 2018 |
|
RU2691823C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2504597C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТЫХ, ЛЕГИРОВАННЫХ, ВЫСОКОЛЕГИРОВАННЫХ, БЫСТРОРЕЖУЩИХ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 1996 |
|
RU2100456C1 |
| Способ изготовления изделий из чугуна | 1988 |
|
SU1640179A1 |
| Способ термодеформационной обработки заготовки из бронзы БрНХК 2,5-0,7-0,6 | 2020 |
|
RU2757281C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ОТЛИВОК ИЗ ЧУГУНА | 1999 |
|
RU2156673C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2009 |
|
RU2422540C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2417950C1 |
Изобретение относится к металлургии, в частности к термической обработке ковкого чугуна при наличии в его структуре "отбела". Предложен способ термической обработки литой заготовки из ковкого чугуна при наличии в его структуре "отбела" путем нагрева, выдержки и последующего охлаждения в потоке газа. Отличие заключается в том, что заготовку нагревают и выдерживают при температуре Ac1 +20°С, а последующее охлаждение до температуры внешней среды проводят при одновременном воздействии потока газа и акустического поля звукового диапазона частот и уровнем звукового давления в пределах 140-170 дБ. Дополнительно сообщается, что охлаждение заготовки проводят в резонаторе газоструйного генератора звука, а в качестве охлаждающего рабочего газа используют воздух. Техническим результатом изобретения является снижение содержания цементита в структуре литой заготовки, что приводит к снижению твердости и улучшению обрабатываемости резанием. Кроме того в несколько раз сокращается время технологического процесса обработки. 2 з. п. ф-лы, 1 ил., 1 табл.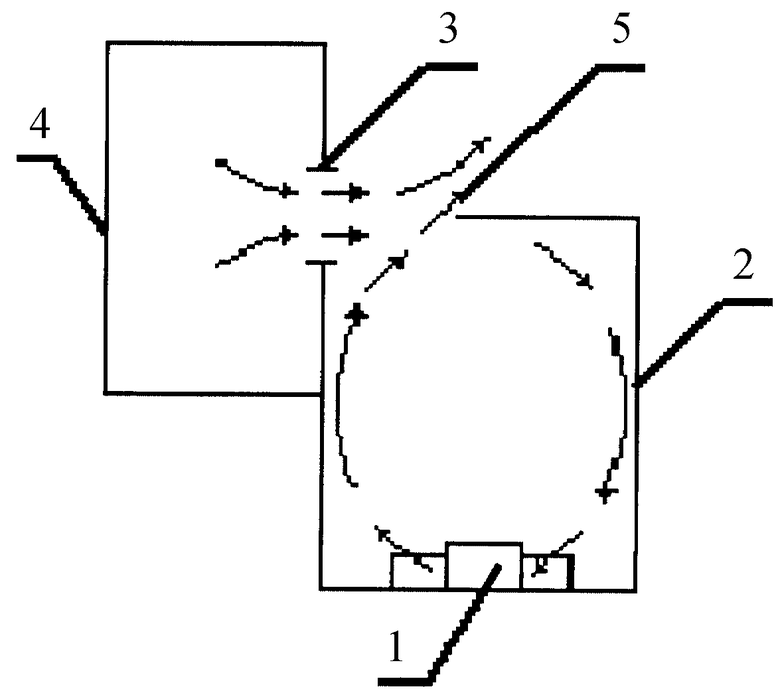
| Способ графитизирующего отжига отливок из белого чугуна | 1990 |
|
SU1799920A1 |
| SU 1617711 A1, 23.08.1991 | |||
| Способ обработки высоколегированного чугуна | 1984 |
|
SU1214769A1 |
| 0 |
|
SU302049A1 | |
| Устройство выдачи и дозирования сыпучих материалов | 1979 |
|
SU1119854A1 |

