Изобретение относится к технической диагностике и предназначено для косвенного определения внутренних дефектов (трещин, разрывов, расслоений) внутри рукавов высокого давления (РВД) с неразъемными наконечниками, а также для установления уровня технического состояния гидросистем при оценке их пригодности к дальнейшему использованию.
Известен способ технического диагностирования упругих трубопроводов, заключающийся в том, что испытуемый трубопровод заполняют жидкостью, с помощью форсунки создают импульсное возмущение и определяют параметры затухающих колебаний давления жидкости в испытуемом трубопроводе в момент сброса избыточного давления и по отклонению этих параметров от эталонных значений судят о техническом состоянии испытуемого трубопровода /1/.
Недостатками этого способа является то, что для проведения диагностирования необходимо разгерметизировать гидросистему, и то, что способ не позволяет с необходимой точностью прогнозировать ресурс шлангов гидравлических систем на длительный срок, что заставляет часто делать испытания.
Задачей, решаемой изобретением, является диагностирование РВД без разгерметизации гидросистемы, повышение точности диагностирования и прогнозирование остаточного ресурса РВД.
Задача решается следующим образом.
Способ технического диагностирования упругих трубопроводов (например, РВД) заключается в том, что трубопровод, содержащий армирующий слой (металлические волокна), контролируют на наличие внутренних дефектов следующим образом.
На наружную резиновую поверхность РВД устанавливают раздельно-совмещенный электроакустический преобразователь (РСЭАП), включающий излучающий пьезоэлемент (ИП) ультразвуковых колебаний и приемный пьезоэлемент (ПП), принимающий отраженный от дефекта ультразвуковой сигнал. Место контакта РСЭАП с наружной поверхностью РВД обрабатывают тонким слоем согласующей среды (например, солидол, технический вазелин, жидкое мыло и др.). ИП подают ультразвуковой импульс воздействия на РВД. Проходя через многослойную оболочку РВД и отражаясь от каждого ее слоя, импульсное воздействие попадает на ПП. ПП принимает сигнал, отраженный от наружной поверхности (зондирующий), и сигнал, отраженный от внутренней поверхности каждого слоя (донный), а при наличии дефекта - дополнительную отраженную составляющую, которая появляется во времени между зондирующим и донным сигналом.
Принятые ПП ультразвуковые сигналы трансформируются в электрические импульсы и выводятся на экран импульсного ультразвукового дефектоскопа (ИУЗД). Дефектоскопист визуально оценивает полученные результаты путем сравнения их с результатами испытания неповрежденных РВД.
Новым в заявленном изобретении является то, что для создания возмущающего воздействия используется ИП ультразвуковых волн.
Использование ультразвука для определения внутренних дефектов в сварных соединениях, литье многих неметаллических материалов известно из существующего уровня техники, однако применение ультразвука для контроля РВД в уровне техники выявлено не было, что позволяет сделать вывод о соответствии изобретения критерию "изобретательский уровень".
Предложенный способ поясняется схемой, представленной на чертеже.
ИУЗД состоит из генератора 1 зондирующих импульсов, усилителя 4, системы временной регулировки чувствительности 5, электролучевой трубки 6, автоматического сигнализатора дефектов 7, измерительного устройства 8, синхронизатора 9 и генератора развертки 10.
Генератор 1 соединен с ИП ультразвуковых колебаний 2, который установлен на резиновой поверхности 11 РВД. Между ИП и поверхностью РВД находится согласующая среда 12.
Приемный пьезоэлемент 3 соединен с входом усилителя 4.
Способ реализуется следующим образом.
Наружная поверхность 11 РВД в месте контакта с РСЭАП 2 и 3 смазывается согласующей средой 12. Генератор зондирующих импульсов 1 вырабатывает импульс электрического напряжения, возбуждающий ультразвуковые колебания в излучающем пьезоэлементе 2, который излучает их в РВД через связующую среду 12, которая уменьшает потери энергии ультразвуковых волн. Отраженный от дефекта ультразвуковой сигнал через приемный пьезоэлемент 3 подается на вход усилителя 4, компенсируя ослабления ультразвукового импульса системой временной регулировки чувствительности 5, подается на электролучевую трубку 6 и сигнализатор 7. Последовательность работы всех узлов ИУЗД обеспечивается синхронизатором 9, приводящим в действие генератор развертки 10. По сравнению на экране ИУЗД параметров зондирующего и донного ультразвукового сигнала и по отклонению их от параметров, полученных при исследовании неповрежденных РВД, судят о техническом состоянии и остаточном ресурсе объекта контроля 11.
Источники информации
1. М.Кл3 F 15 В 19/00 авт. свид-во. СССР N 901676 от 1982 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ УПРУГИХ ТРУБОПРОВОДОВ | 2000 |
|
RU2173413C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ПАТРУБКА, ВЫСТУПАЮЩЕГО ВНУТРЬ ТРУБЫ ТРОЙНИКОВОГО СОЕДИНЕНИЯ, ЭХО-СИГНАЛОМ | 2014 |
|
RU2556316C1 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ПРУТКОВ ВОЛНОВОДНЫМ МЕТОДОМ | 2017 |
|
RU2679480C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2015 |
|
RU2613567C1 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2000 |
|
RU2156455C1 |
| СНАРЯД-ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ОТВЕРСТИЙ В СТЕНКАХ ВНУТРИ ТРУБОПРОВОДА | 1999 |
|
RU2172488C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2248566C2 |
| СПОСОБ ИСПЫТАНИЯ ВНУТРИТРУБНОГО ИНСПЕКЦИОННОГО ПРИБОРА НА КОЛЬЦЕВОМ ТРУБОПРОВОДНОМ ПОЛИГОНЕ | 2012 |
|
RU2526579C2 |
| СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2004 |
|
RU2262101C1 |
Изобретение предназначено для косвенного определения внутренних дефектов (трещин, разрывов, расслоений) внутри рукавов высокого давления (РВД) с неразъемными наконечниками, а также для установления уровня технического состояния гидросистем при оценке их пригодности к дальнейшему использованию. Способ заключается в том, что в испытуемом трубопроводе создают импульсное возмущающее воздействие, определяют параметры выходного сигнала и по отклонению их от эталонных значений судят о техническом состоянии испытуемого трубопровода, источник импульсного воздействия располагают на наружной поверхности РВД, обеспечивают плотный с постоянным усилием контакт раздельно-совмещенного электроакустического преобразователя с поверхностью РВД, снимают выходной сигнал на экран импульсного ультразвукового дефектоскопа, визуально сравнивают отклонения параметров ультразвуковых сигналов объекта контроля с параметрами сигналов, полученных при исследовании неповрежденных РВД. Технический результат - повышение надежности. 1 ил.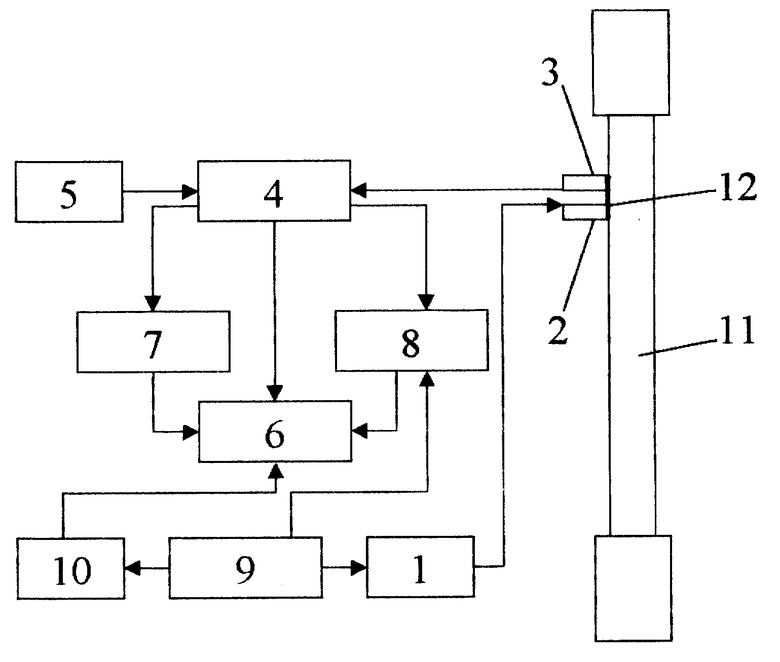
Способ технического диагностирования упругих трубопроводов, заключающийся в том, что в испытуемом трубопроводе создают импульсное возмущающее воздействие, определяют параметры выходного сигнала и по отклонению их от эталонных значений судят о техническом состоянии испытуемого трубопровода, отличающийся тем, что источник импульсного воздействия располагают на наружной поверхности рукава высокого давления, обеспечивают плотный с постоянным усилием контакт раздельно-совмещенного электроакустического преобразователя с поверхностью рукава высокого давления, снимают выходной сигнал на экран импульсного ультразвукового дефектоскопа, визуально сравнивают отклонения параметров ультразвуковых сигналов объекта контроля с параметрами сигналов, полученных при исследовании неповрежденных рукавов высокого давления.
| Способ технического диагностирования упругих трубопроводов и устройство для его осуществления | 1980 |
|
SU901676A1 |
| Способ диагностирования упругих трубопроводов | 1986 |
|
SU1393943A1 |
| Устройство для технического диагностирования упругих трубопроводов | 1989 |
|
SU1656187A1 |
| Стенд для динамических испытаний рукавов | 1990 |
|
SU1828959A1 |
| Стенд для ресурсных испытаний рукавов высокого давления | 1987 |
|
SU1610095A1 |
