Изобретение относится к технологии изготовления печатных плат и предназначено для использования при металлизации отверстий печатных плат, изготавливаемых из фольгированного диэлектрического материала.
Известны способы металлизации отверстий печатных плат, включающие подготовку поверхности (обезжиривание и промывку в проточной воде), нанесение раствора фосфоросодержащей соли меди путем погружения в раствор, выдержку, термообработку, охлаждение до комнатной температуры, промывку в проточной воде и электрохимическое меднение (см. авт. свид. СССР N 921125, кл. H 05 К 3/18, 1976 и авт. свид. СССР N 921126, кл. Н 05 К 3/18, 1978).
Известные способы, в связи с их низкой травящей способностью, не позволяют получить концентрацию меди в растворе, обеспечивающую необходимую проводимость осадка. Это приводит к тому, что после операции гальванического наращивания меди возможно образование точечных и зонных непрокрытий, следовательно, снижение выхода годных печатных плат.
Наиболее близким по технической сущности к заявляемому является способ металлизации отверстий печатных плат, включающий предварительную обработку заготовки печатных плат в водном растворе основания и ее химическую металлизацию в водном растворе фосфоросодержащей соли меди и основания, термообработку, промывку и гальваническое наращивание металла. В качестве основания при предварительной обработке подложки используют растворы аммиака, либо моноэтаноламина, либо их смесь. А в качестве основания в растворе химической металлизации используют аммиак (см. авт. свид. СССР N 1739833, кл. Н 05 К 3/18, 1990).
Недостаток известного способа заключается в том, что растворы, содержащие указанные основания и фосфоросодержащую соль меди, обладают травящей способностью. Поэтому во время работы с фольгированным диэлектриком в растворах подготовки поверхности и химической металлизации постоянно растет концентрация двухвалентной меди. Это приводит к необходимости частой корректировки раствора. В процессе корректировки 15-20% объема насыщенного медью раствора активации приходится сливать в очистные сооружения. Особенно указанный недостаток проявляется при осуществлении технологического процесса на автоматизированных линиях термохимического меднения, так как на операциях активации заготовок печатных плат применяется принудительная подача растворов. Кроме того, травящая способность раствора не позволяет применять данный метод при изготовлении печатных плат с повышенной плотностью монтажа из диэлектрического материала с тонкой (5 мкм) фольгой.
Техническая задача, на решение которой направлено заявляемое изобретение, состоит в том, чтобы исключить травление меди с поверхности печатных плат в процессе химической металлизации отверстий и тем самым существенно сократить потери рабочего раствора в процессе обработки (активации) заготовок печатных плат, а также расширить возможности беспалладиевой металлизации.
Поставленная задача достигается за счет того, что в известном способе металлизации отверстий печатных плат, включающем предварительную обработку заготовки печатных плат в водном растворе основания и ее химическую металлизацию в водном растворе фосфоросодержащей соли меди и основания, термообработку, промывку и гальваническое наращивание металла, согласно изобретению, в процессе химической металлизации проводят катодную обработку медной поверхности заготовки печатных плат током плотностью 0,8-1,0 А/дм2.
Введение в процессе химической металлизации катодной обработки медной поверхности заготовки печатных плат током плотностью 0,8-1,0 А/дм2 приводит к созданию эффекта катодной защиты, за счет чего снижается скорость увеличения концентрации двухвалентной меди.
Способ металлизации отверстий печатных плат осуществляют следующим образом.
Предварительно обезжиренную промытую заготовку печатной платы из фольгированного диэлектрического материала с просверленными отверстиями подвергают химической металлизации путем погружения в водный раствор фосфоросодержащей соли меди и основания, например, на основе раствора гипофосфита меди, приготовленного из аммония фосфорноватистокислого (аммония гипофосфита) по известному способу (см. авт. свид. СССР N 1699906, кл. С 01 В 25/165, 1988). В процессе химической металлизации проводят катодную обработку медной поверхности заготовки печатной платы током плотностью 0,8-1,0 А/дм2. При этом заготовки печатных плат перемещаются в горизонтальной плоскости через зону обработки между двумя анодами из инертного материала, а медная поверхность заготовки печатной платы является катодом. Нанесение рабочего раствора может проводиться, например, путем принудительной прокачки его через отверстия заготовки печатной платы.
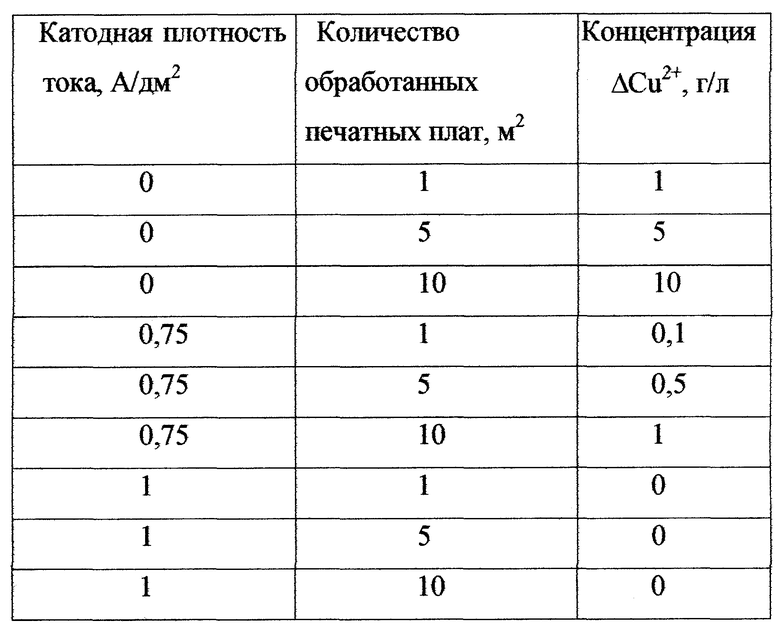
Экспериментально была установлена зависимость изменения концентрации двухвалентной меди в растворе активации от катодной плотности тока, подаваемого на поверхность печатных плат, и от количества обработанных заготовок, представленная в таблице.
Из таблицы видно, что уже при катодной плотности тока - 0,75 А/дм2 скорость увеличения концентрации двухвалентной меди в растворе активации снижается на порядок. При плотности тока - 1,0 А/дм2 концентрация меди остается без изменений. При дальнейшем увеличении катодного потенциала идет восстановление меди на поверхности печатных плат и снижение ее концентрации в растворе.
Таким образом, выбрав оптимальный состав раствора химической металлизации (активации), его легко можно поддерживать в заданном интервале концентраций, что исключает травление меди с поверхности печатных плат и процесс становится регулируемым.
Способ обеспечивает улучшение экологической обстановки на предприятии и расширяет технологические возможности беспалладиевой металлизации переходных отверстий двухсторонних печатных плат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2019925C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1993 |
|
RU2084087C1 |
| Однослойная или многослойная печатная плата и способ ее изготовления | 1990 |
|
SU1816344A3 |
| Композиция для электрохимического меднения сквозных отверстий печатных плат | 2023 |
|
RU2817024C1 |
| СПОСОБ АКТИВАЦИИ ДИЭЛЕКТРИКОВ | 2015 |
|
RU2604556C1 |
| СПОСОБ БЕСПАЛЛАДИЕВОЙ АКТИВАЦИИ ПОВЕРХНОСТИ ПЛАСТМАСС | 2014 |
|
RU2588918C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1989 |
|
RU1720467C |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2603130C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1990 |
|
SU1739833A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОСЛОЙНОЙ ИЛИ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 1990 |
|
RU2078405C1 |
Изобретение относится к технологии изготовления печатных плат и предназначено для использования при металлизации отверстий печатных плат, изготавливаемых из фольгированного диэлектрического материала. Технический результат состоит в том, чтобы исключить травление меди с поверхности печатных плат в процессе химической металлизации отверстий и тем самым существенно сократить потери рабочего раствора в процессе обработки (активации) заготовок печатных плат, а также расширитель возможности беспалладиевой металлизации. Способ металлизации отверстий печатных плат включает предварительную обработку заготовки печатных плат в водном растворе основания и ее химическую металлизацию в водном растворе фосфоросодержащей соли меди и основания, термообработку, промывку и гальваническое наращивание металла. Новым является то, что в процессе химической металлизации проводят катодную обработку медной поверхности заготовки печатных плат током плотностью 0,8 - 1,0 А/дм2. 1 табл.
Способ металлизации отверстий печатных плат, включающий предварительную обработку заготовки печатных плат в водном растворе основания и ее химическую металлизацию в водном растворе фосфоросодержащей соли меди и основания, термообработку, промывку и гальваническое наращивание металла, отличающийся тем, что в процессе химической металлизации проводят катодную обработку медной поверхности заготовки печатных плат током плотностью 0,8-1,0 А/дм2.
| СПОСОБ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1990 |
|
SU1739833A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2019925C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1993 |
|
RU2084087C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1989 |
|
RU1720467C |
| Раствор для электрохимической металлизации | 1978 |
|
SU921126A1 |
| US 4085285 A, 18.04.1978 | |||
| US 4374868 A, 22.02.1983 | |||
| СПОСОБ ОТВЕРЖДЕНИЯ ПОЛИЭФИРНЫХ СМОЛ И КОМПОЗИЦИЙ НА ИХ ОСНОВЕ | 0 |
|
SU231795A1 |
| DE 3907004 A1, 06.09.1990 | |||
| Устройство сопряжения, система транспортировки активированного угля и способ многопроцессной очистки отходящего газа | 2018 |
|
RU2753901C1 |
