о оо о to
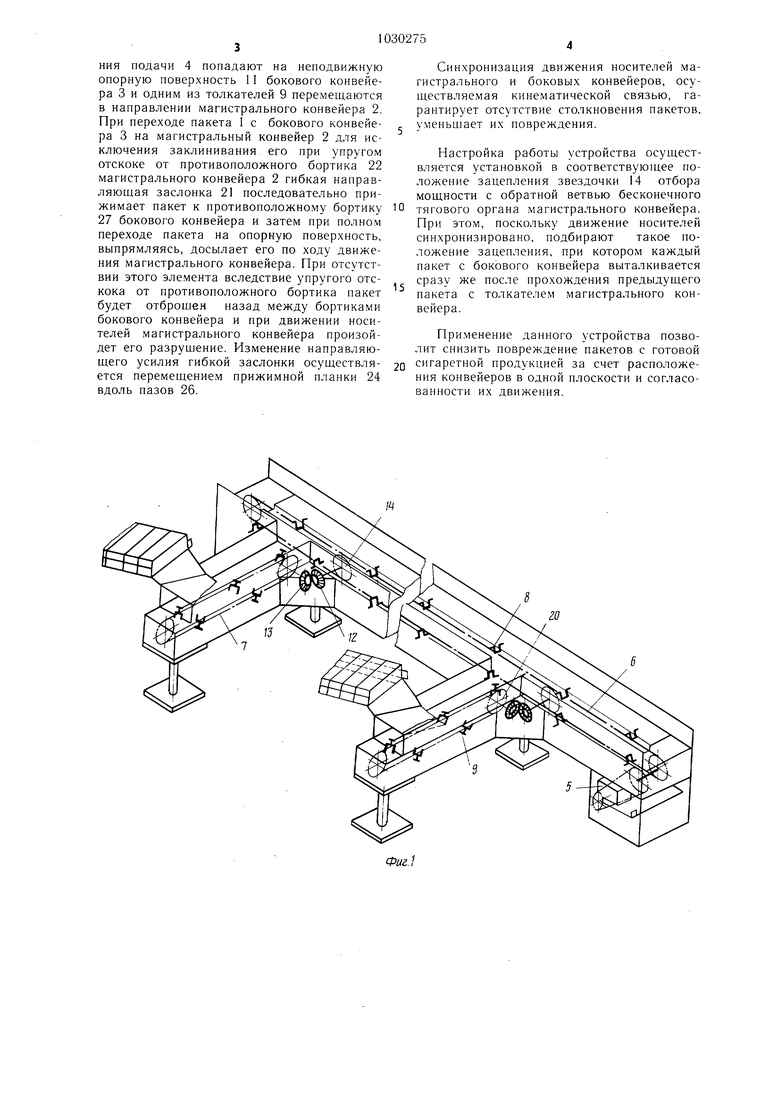
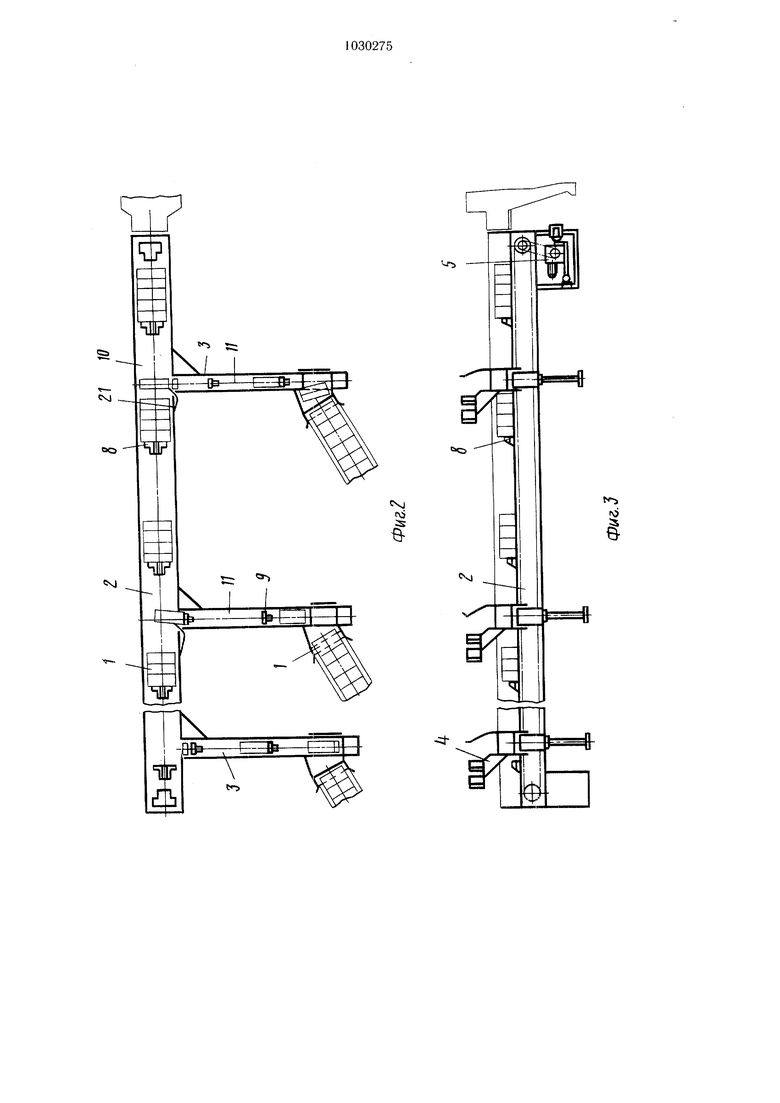
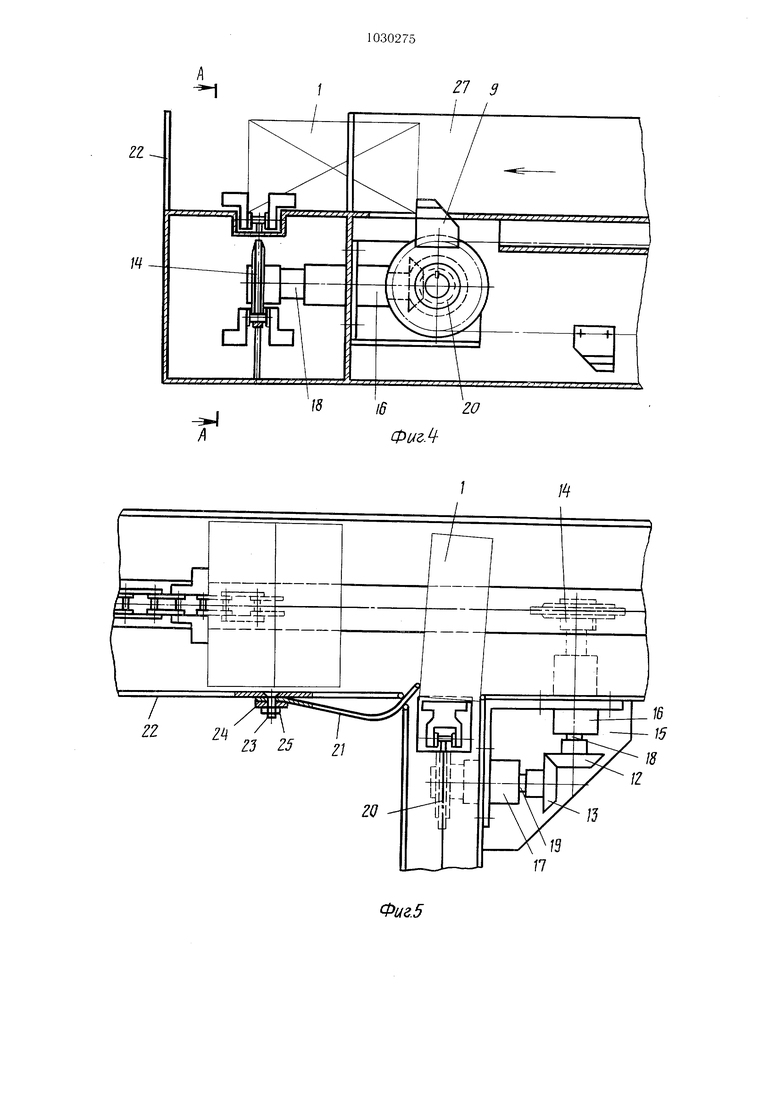
СП Изобретение относится к нромышленному транспорту и предназначено для сбора и транспортировки мелких нежестких пакетов с готовой, например сигаретной, продукцией от пакетоформирующих машин к участкам их упаковки в крупную тару. Известна автоматическая групповая поточная линия с многооперационнымн конвейерами, состоящая из нескольких параллельных линий для транспортировки разнотипных колец с общим новодковым конвейером прямоугольной формы в виде ряда питающих замкнутых вертикальных и горизонтальных рабочих секций с направляющими желобами, снабженными приемно-передающими механизмами- в горизонтальных секциях, при этом принудительное перемещение подвижного запаса колец производится при помощи поводкового конвейера 1. Однако механизмы указанного устройства рассчитаны на сбор и транспортировку только круглых изделий и не могут быть применены при выполнении транспортных операций с изделиями, имеющими форму параллелепипеда. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для сбора и транспортировки пакетов, включающее магистральный конвейер, перпендикулярно установленные вдоль него боковые конвейеры и приспособления подачи пакетов на боковые конвейеры 2. Недостатками данного устройства являются сложность узла стыковки конвейеров, несогласованность движения, т.е. отсутствие кинематической связи между движением дополнительного бесконечного тягового органа и ленты подающего конвейера, что может вызвать удар груза об носитель, его переориентацию, а расположение подвижного лотка выще магистрального конвейера вызывает дополнительные динамические воздействия на перемещенные грузы при их падении с лотка на ленту магистрального конвейера, что может вызвать деформацию и разрущение многих пакетов. Целью изобретения является уменьщепие повреждений транспортируемых нежестких пакетов с готовой продукцией. Это достигается тем, что в устройстве для сбора и транспортировки пакетов, включающем магистральный конвейер, перпендикулярно установленные вдоль него боковые конвейеры и приспособления подачи пакетов на боковые конвейеры, магистральный н боковые конвейеры выполнены в виде бесконечных тяговых органов с толкателями и опорных транспортирующих поверхностей, при этом опорные транспортирующие поверхности магистрального и боковых конвейеров расположены в одной горизонтальной плоскости, а тяговые органы магистрального и ооковых конвейеров кине.матически связаны между собой. Причем кинематическая связь каждого бокового конвейера с магистральным выполнена в виде зубчатой передачи и звездочки отбора мощности, связанной с холостой ветвью бесконечного тягового органа. Кроме того, устройство имеет установленную в месте перехода пакетов с бокового конвейера на магистральный гибкую направляющую заслонку. Перемещение пакетов по кинематически связанным конвейерам с обеспечением согласованности движения носителей всех конвейеров исключает взаимное столкновение пакетов при переходе на магистральный конвейер, а также устраняет возможность ударов пакетов об носители магистрального конвейера. На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 4 - узел передачи пакетов с бокового конвейера на .магистральный; на фиг. 5 - то же, вид сверху; на фиг. 6 - разрез А-А на фиг. 4; на фиг. 7 - схема работы гибкой направляющей заслонки. Устройство для сбора и транспортировки пакетов 1 содержит магистральный конвейер 2, перпендикулярно установленные вдоль него боковые конвейеры 3, приспособления 4 подачи пакетов и привод 5. Магистральный и боковые конвейеры выполнены в виде бесконечных тяговых органов 6 и 7 с толкателями 8 и 9 и опорных поверхностей 10 и 11, которые расположены в одной горизонтальной плоскости, при этом магистральный и боковые конвейеры кинематически связаны через конические щестерни 12 и 13, а также звездочку 14 отбора мощности, входящую в зацепление с холостой ветвью бесконечного тягового органа 6 .магистрального конвейера 2. Все элементы устройства, осуществляющие кинематическую связь конвейеров, прикреплены к корпусу 15 со встроенными подщиппиковыми опорами 16 и 17. Звездочка 14 отбора мощности посажена на общем валу 18 с шестерней 12. Шестерня 13 установлена на общем валу 19 с приводной звездочкой 20 бокового конвейера 3. В месте перехода пакетов с бокового конвейера на магистральный имеется гибкая направляющая заслонка 21, прикрепленная к ограждающему бортику 22 магистрального конвейера 2 при помощи винтов 23 прижимной планкой 24 и гайками 25. Бортик 22 имеет пазы 26, через которые проходят крепежные винты 23. Боковые конвейеры снабжены бортиками 27. Устройство работает следующим образом. Выталкиваемые из пакетоформирующего агрегата, пакеты 1 через приспособления подачи 4 попадают на неподвижную опорную поверхность 11 бокового конвейера 3 и одним из толкателей 9 перемещаются в направлении магистрального конвейера 2. При переходе пакета 1 с бокового конвейера 3 на магистральный конвейер 2 для исключения заклинивания его при упругом отскоке от противоположного бортика 22 магистрального конвейера 2 гибкая направляющая заслонка 21 последовательно прижимает пакет к противоположному бортику 27 бокового конвейера и затем при полном переходе пакета на опорную поверхность, выпрямляясь, досылает его по ходу движения магистрального конвейера. При отсутствии этого элемента вследствие упругого отскока от противоположного бортика пакет будет отброщен назад между бортиками бокового конвейера и при движении носителей магистрального конвейера произойдет его разрущение. Изменение направляющего усилия гибкой заслонки осуществляется перемещением прижимной планки 24 вдоль пазов 26. Синхронизация движения носителей магистрального и боковых конвейеров, осуществляемая кинематической связью, гарантирует отсутствие столкновения пакетов, уменьщает их повреждения. Настройка работы устройства осуществляется установкой в соответствуюп1ее положение зацепления звездочки 14 отбора мощности с обратной ветвью бесконечного тягового органа магистрального конвейера. При этом, поскольку движение носителей синхронизировано, подбирают такое положение зацепления, при котором каждый пакет с бокового конвейера выталкивается сразу же после прохождения предыдущего пакета с толкателем магистрального конвейера. Применение данного устройства позволит снизить повреждение пакетов с готовой сигаретной продукцией за счет расположения конвейеров в одной плоскости и согласованности их движения.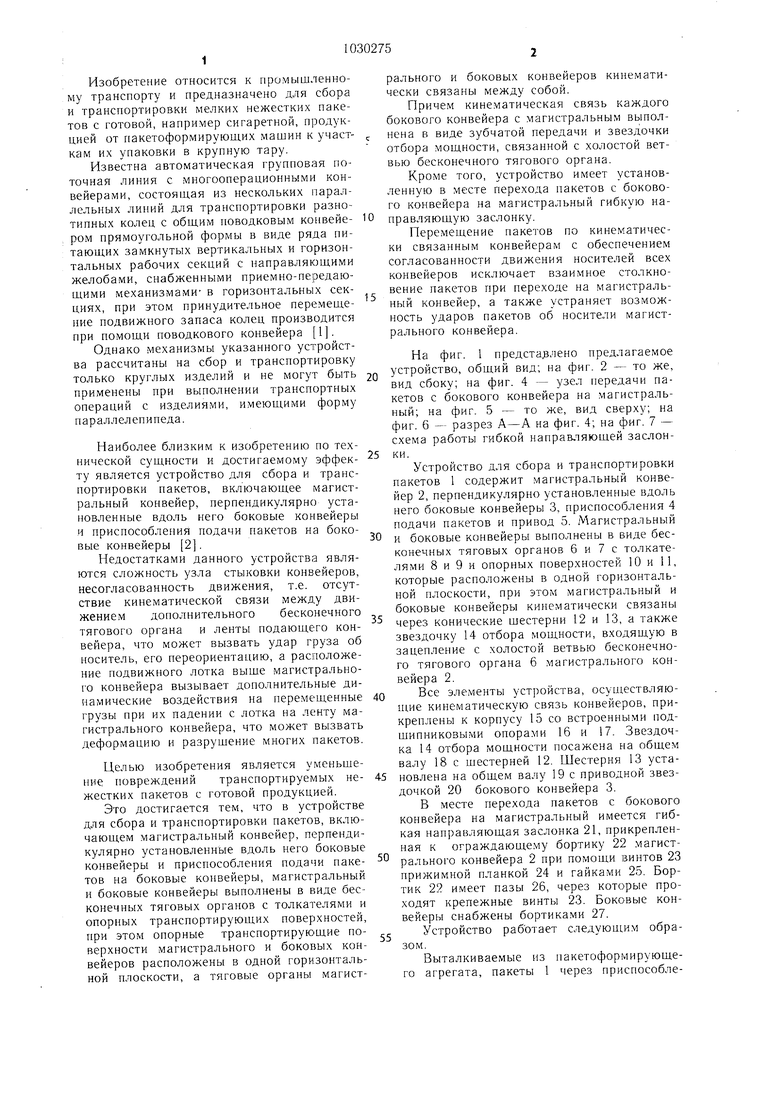
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОКОВАЯ ГИДРОЭЛЕКТРОСТАНЦИЯ | 1992 |
|
RU2086799C1 |
| Вертикально-замкнутый тележечный конвейер | 1982 |
|
SU1077828A1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРА ПАКЕТА УЛОЖЕННЫХ С ПРОКЛАДКАМИ ДОСОК | 1991 |
|
RU2031065C1 |
| САМООЧИЩАЮЩИЙСЯ КРУТОНАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2005 |
|
RU2279393C1 |
| Машина для кладки кирпича | 1974 |
|
SU962551A1 |
| СПОСОБ ОБРАБОТКИ СЫПУЧИХ ГРУЗОВ И УСТРОЙСТВО ОБРАБОТКИ СЫПУЧИХ ГРУЗОВ | 2001 |
|
RU2216497C2 |
| СПОСОБ ОБРАБОТКИ СЫПУЧИХ ГРУЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2203207C2 |
| СПОСОБ ОБРАБОТКИ СЫПУЧИХ ГРУЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2235051C2 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Подвесной толкающий конвейер | 1981 |
|
SU1057396A1 |
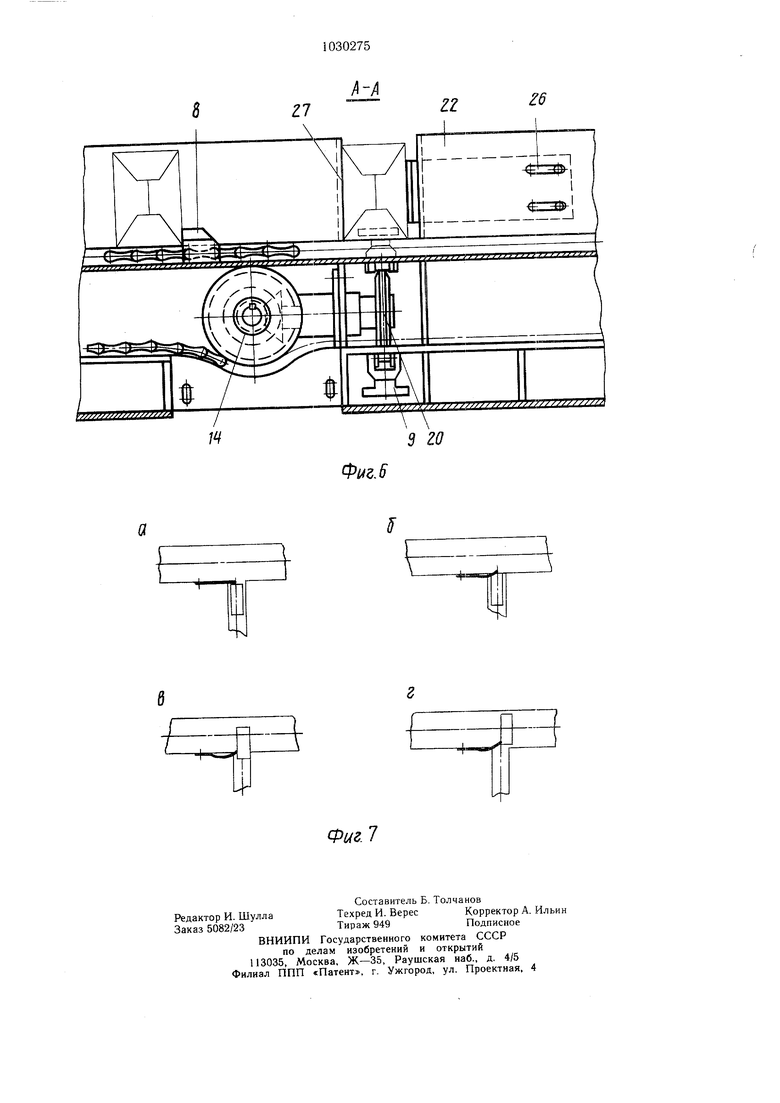
I. УСТРОЙСТВО ДЛЯ СБОРА И ТРАНСПОРТИРОВКИ ПАКЕТОВ, включающее магистральный конвейер, перпендикулярно установленные вдоль него боковые конвейеры и приспособления подачи пакетов на боковые конвейеры, отличающееся тем, что, с целью уменьшения повреждения транспортируемых нежестких пакетов с готовой продукцией, магистральный и боковые конвейеры выполнены в виде бесконечных тяговых органов с толкателями и опорных транспортирующих поверхностей, при этом опорные транспортирующие поверхности магистрального и боковых конвейеров расположены в одной горизонтальной плоскости, а тяговые органы магистрального и боковых конвейеров кинематически связаны между собой. 2.Устройство по п. 1, отличающееся тем, что кинематическая связь каждого бокового конвейера с магистральным вь полнена в виде зубчатой передачи и звездочки отбора мощности, связанной с холостой ветвью бесконечного тягового органа. 3.Устройство по п. 1, отличающееся тем, что оно имеет установленную в месте € перехода пакетов с бокового конвейера на (Л магистральный гибкую направляющую заслонку.
--fb
/
Q
bo
N
N
evj
Фцг.5
Фиг. 6
и
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТИЧЕСКАЯ ГРУППОВАЯ ПОТОЧНАЯ ЛИНИЯ С МНОГООПЕРАЦИОННЫМИ КОНВЕЙЕРАМИ | 0 |
|
SU137452A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
