Изобретение относится к области измерительной техники и может быть применено при измерении геометрических параметров железнодорожных цельнокатаных колес, колец, бандажей и тому подобных осесимметричных изделий в потоке производства.
В действующем производстве размеры цельнокатаных железнодорожных колес и других подобных изделий в горячем состоянии устанавливаются на прессах и стане с помощью механических указателей, учитывающих перемещение инструмента деформации. При этом в связи с износом инструмента, повышенными люфтами, перекосами и другими причинами размеры изделий могут выходить за пределы допусков. Количество контролируемых геометрических параметров, например, горячего колеса равно 12. Поскольку контроль геометрии горячих изделий производится выборочно и в тяжелых условиях, имеют место случаи выпуска довольно большого количества брака, не устраняемого механической обработкой.
Размеры готовых холодных колес и других подобных изделий после механической обработки в настоящее время контролируются ручным штангенинструментом и скобами, количество геометрических параметров, например, колеса - 19. При этом из-за низкой точности контроля имеет место пропуск бракованных изделий. Особенно опасен пропуск колес с заниженной толщиной диска, заниженным диаметром и толщиной обода, поскольку может приводить к разрушению колес во время эксплуатации.
Основными требованиями, предъявляемыми производством к контролю геометрии как горячих, так и холодных изделий, являются:
1) полная автоматизация контроля всех параметров, 2) высокая точность контроля, 3) быстрая перестройка аппаратуры контроля на новый сортамент, 4) контроль в потоке производства.
Ранее предпринимались попытки автоматизации контроля геометрии отдельных элементов колес и других осесимметричных изделий. Обзор методов и средств приведен в [1].
Известна автоматизированная установка контроля размеров колеса в составе линии механической обработки колес, выпускаемой фирмой ФРГ "Hegensheidt" [1, стр. 34]. В состав линии входят машины и механизмы для автоматической подачи колес, их продвижения, контроля геометрии, обработки и складирования в кассеты. Контроль геометрии осуществляют при поступлении колеса и после обработки его с наружной стороны. Измеряют наружный диаметр по поверхности катания, диаметр по гребню, эксцентриситет ступицы и выступание ступицы как с внутренней, так и с наружной стороны. Измерение диаметра осуществляется трехточечной самоустанавливающейся измерительной схемой, в качестве датчика используют преобразователь "угол-код", установленный на шайбе со спиральными прорезями, которая поворачивается гидроцилиндром. Для измерения других величин применены бесконтактные индуктивные датчики с возможностью поворота вокруг неподвижного колеса на 360 градусов в одну сторону с последующим возвратом в исходное положение.
Недостаток установки заключается в малом количестве контролируемых параметров (5 из 19), а также в сложности перестройки установки при смене типоразмеров колес и в невозможности контроля горячих колес.
Известна также аналогичная установка для замера стальных колец фирмы ФРГ "Kurt Seibel AG" [1, стр. 35], включающая в себя механизмы подачи и снятия колец, продвижения и контроля геометрии. Замер размеров стальных колец осуществляется пятью измерительными каналами. Для измерения используются вихретоковые датчики расстояния, установленные на вращающейся шайбе, результаты измерений выдаются в виде полных значений измеряемых величин на цифровом табло.
Недостатки установки аналогичны предыдущей.
Прототипом предлагаемого изобретения выбрана система для измерения колец типа WRV 100 фирмы ФРГ "Ferrostahl AG" [1, стр. 33]. Система может использоваться для контроля как горячих, так и холодных колец, а также колес, бандажей. В дальнейшем тексте заявки будем использовать только термин "колесо", как изделия с наиболее сложной геометрией.
Прототип включает блок датчиков положения поверхностей колеса, механизмы подачи, кантовки и поворота колес, связанную с блоком датчиков схему обработки первичной информации и индикатор результатов измерения. Блок датчиков состоит из телекамеры с твердотельным преобразователем для измерения ширины обода и триангуляционного лазерного датчика расстояния для измерения положения одной верхней стороны обода. Механизмы кантовки и поворота выполнены в виде подъемно-поворотной горизонтальной крестовины.
Недостатком прототипа являются большая погрешность измерения при контроле цельнокатанных колес, недостаточная номенклатура контролируемых параметров, а также сложность переналадки на другой типоразмер. Большая погрешность измерения вызвана тем, что колесо при контроле горизонтально и в его вогнутую часть попадают охлаждающая вода при контроле горячих колес или стружка от мехобработки при контроле холодных колес, влияющие на работу оптоэлектронных или лазерных датчиков. Кроме того, выполнение механизма поворота в виде поворотной крестовины препятствует измерению поверхностей колеса с обеих сторон, т.к. крестовина заслоняет нижнюю часть колеса и ступицу и не позволяет разместить датчики для контроля всей номенклатуры размеров, в т.ч. для контроля ступицы и отверстия в ней. Крестовина также не позволяет перемещать эти датчики при смене типоразмера колеса.
Задача изобретения - обеспечение контроля всей номенклатуры подлежащих контролю геометрических параметров при повышении точности измерений и скорости перестройки на новый типоразмер.
Поставленная задача может быть выполнена путем создания машины, содержащей блок датчиков положения поверхностей колеса, основание, установленные на основании механизм подачи колес и кантователь колес, механизм поворота колес и механизм перемещения блока датчиков, связанную с ними схему обработки первичной информации и подключенный к ней индикатор результатов измерения. При этом механизм перемещения блока датчиков установлен под углом 75 - 88 градусов к горизонту, угол поворота кантователя равен углу наклона механизма перемещения, а механизм поворота колеса размещен в кантователе и выполнен в виде приводного и неприводного роликов, установленных с возможностью перемещения в направлении, перпендикулярном оси колеса. Блок датчиков положения поверхностей колеса выполнен в виде двух лазерных дальномеров, расположенных по обе стороны колеса, сканирующей оптоэлектронной системы, первой и второй оптопары, причем оси дальномеров и первой оптопары находятся в вертикальной плоскости симметрии колеса и перпендикулярны боковой поверхности скантованного колеса. Блок датчиков смонтирован на подвижной раме механизма перемещения.
Реализация изобретения позволяет измерять все 19 искомых параметров колеса: координаты боковых поверхностей колеса, толщины диска, обод, профиль поверхности катания и гребня, диаметр колеса по гребню, внутренний диаметр обода, диаметр ступицы, диаметр отверстия в ступице, наружный диаметр обода, эксцентриситеты и др. Время измерения с кантовкой и опусканием колеса 30 - 40 с, что позволяет устанавливать машину в потоке производства за прессопрокатной линией и на стендах окончательной приемки колес без снижения темпа подачи колес.
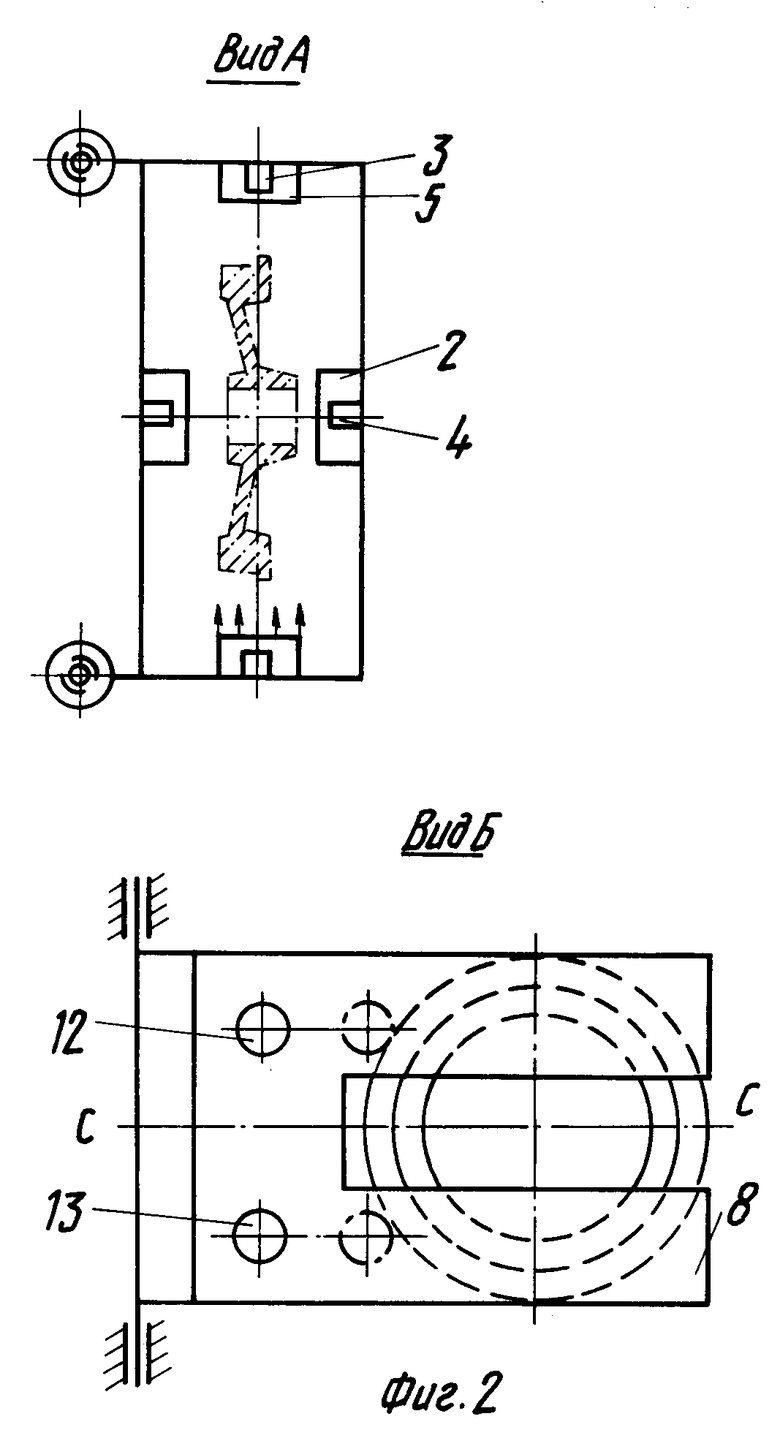
Машина пояснена чертежами. На фиг. 1 показан общий вид машины, на фиг. 2 - вид по стрелке А на блок датчиков и вид по стрелке Б на кантователь.
Машина для измерения геометрических параметров железнодорожных цельнокатаных колес в потоке производства содержит блок 1 датчиков положения поверхностей колеса, выполненный в виде двух лазерных дальномеров 2, сканирующей оптоэлектронной системы 3, первой 4 и второй 5 оптопары. На основании 6 установлены механизм 7 перемещения блока датчиков, кантователь 8 колес и механизм 9 подачи колес. Механизм 7 перемещения блока датчиков и блок 1 датчиков электрически связаны со схемой 10 обработки первичной информации, к ее выходу подключен индикатор 11 результатов измерения. Механизм поворота колеса размещен в кантователе 8 и выполнен в виде приводного 12 и неприводного 13 роликов, установленных с возможностью перемещения в направлении, перпендикулярном оси колеса 14, вдоль линии С-С (приводы вращения и перемещения роликов не показаны). На приводном ролике 13 закреплен датчик угла поворота (не показан).
Механизм 7 перемещения блока 1 датчиков установлен под фиксированным углом α, выбранным в диапазоне от 75 до 88 градусов к горизонту. Угол поворота кантователя 8 равен углу наклона механизма перемещения (привод кантователя и ограничивающий упор не показаны). Оси двух лазерных дальномеров 2 и первой оптопары 4 находятся в вертикальной плоскости симметрии колеса и перпендикулярны боковой поверхности скантованного колеса, а оси сканирующей оптоэлектронной системы 3 и второй оптопары 5 горизонтальны и параллельны боковой поверхности скантованного колеса. Лазерные дальномеры 2 размещены по разные стороны колеса.
Работает машина следующим образом.
В исходном положении блок 1 датчиков находится в верхнем положении, ролики 12 и 13 отведены к оси поворота кантователя, а кантователь 8 горизонтален (показано сплошными линиями). Контролируемое колесо 14 механизмом 9 подачи колес вводится в кантователь 8, после чего по команде датчика наличия колеса включается привод перемещения опорных роликов 12 и 13. Ролики 12 и 13 перемещаются до касания с колесом и стопорятся в таком положении (показаны пунктиром).
После этого колесо 14 кантуется на угол α и под действием собственного веса прижимается ободом к опорной поверхности кантователя 8, а поверхностью катания - к опорным роликам 12 и 13. Затем механизм 7 перемещения блока датчиков, установленный также под углом α к горизонту, начинает опускать блок 1 датчиков вниз до упора на весь размер (диаметр) колеса 14.
При этом оси лазерных дальномеров 2 и первой 4 оптопары находятся в вертикальной плоскости симметрии колеса 14 и перпендикулярны боковой поверхности скантованного колеса 14, что позволяет измерить диаметр отверстия в ступице. Оси сканирующей оптоэлектронной системы 3 и второй 5 оптопары горизонтальны и параллельны боковой поверхности скантованного колеса 14, что позволяет измерить профиль поверхности катания и гребня, диаметр обода по кругу катания.
В ходе движения блока 1 датчиков вниз сигналы датчиков 2 - 5 и сигналы о положении блока 1 датчиков запоминаются схемой 10, а после остановки блока вычисляются необходимые геометрические параметры. Кроме того, после остановки блока 1 колесо 14 с помощью приводного ролика 12 начинает поворачиваться, после поворота колеса на 90 градусов датчик поворота колеса (не показан) на неприводном ролике 13 дает команду на остановку.
Затем блок 1 датчиков поднимается в верхнее положение, повторяя снятие координат для измерений параметров колеса в другой плоскости. Сигналы датчиков 2-5 и сигналы о положении блока 1 также запоминаются, после чего вычисляются необходимые геометрические параметры в перпендикулярной плоскости, а также эксцентриситет отверстия относительно обода, смещение внутренних диаметров обода относительно друг друга и половинок ступицы относительно друг друга. Результаты измерения выводятся на индикатор 11.
После занятия блоком 1 датчиков верхнего положения кантователь 8 опускает колесо на механизм 9 подачи, ролики 12 и 13 отходят от колеса, колесо освобождается и уводится из зоны измерения механизмом 9 подачи. Цикл измерения закончен и машина готова к приему следующего колеса.
В качестве лазерных дальномеров 2 могут быть использованы известные дальномеры триангуляционного типа, импульсные или с модуляцией.
Оптоэлектронная система 3 для контроля поверхности катания выполняется с использованием фотодиодных линеек или матриц и состоит из оптоэлектронного преобразователя и коллимированного источника света; поле зрения системы охватывает всю ширину обода. Оптопары 3 и 4 собраны на основе свето- и фотодиодов.
В кантователе 8 имеются окна по обеим узким сторонам кармана для ввода и вывода колеса 14 и просмотра поверхности катания оптопарой 5 и оптоэлектронной системой 3. Кроме того, имеются окна вдоль оси С-С с обеих широких сторон кармана для просмотра всего вертикального диаметра колеса в кантователе лазерными дальномерами 2 и оптопарой 4.
Предложенная машина обеспечивает автоматический бесконтактный контроль всех необходимых геометрических параметров колес с высокой точностью во всем диапазоне типоразмеров выпускаемых колес в потоке производства без перестройки ее механических узлов.
Точность в потоке производства обеспечивается тем, что:
1) при кантовке колеса на 75 - 88 градусов из него выливается охлаждающая вода и высыпается стружка и окалина (значение угла определяется окончательно в процессе опытной эксплуатации);
2) колесо после кантовки независимо от его типоразмера занимает всегда однозначное положение, т. к. его ось совпадает с осью симметрии С-С кантователя; поэтому линия измерения лазерных дальномеров 2 и первой оптопары 4 всегда проходит через центр колеса, т.е. по его диаметру, а не хорде. Кроме того, поскольку колесо всегда опирается на стенку кантователя, то и плоскости контроля второй оптопарой 5 и оптоэлектронной системой 3 всегда находятся на постоянном расстоянии от опорной стороны колеса.
Время перестройки машины при переходе с одного типоразмера на другой определяется только временем замены программы работы схемы 10 обработки первичной информации на основе ЭВМ (не превышающим 1 минуты при использовании дискет для записи программ или долей секунды при хранении программ в энергонезависимом запоминающем устройстве). Никаких механических или юстировочных работ выполнять не нужно, т.к. блок датчиков в своем верхнем положении обеспечивает кантовку колеса максимального диаметра, а при движении вниз он доходит до нижней кромки колеса любого размера.
Надежность контроля обеспечивается применением бесконтактных лазерных и оптоэлектронных датчиков.
Полная автоматизация контроля обеспечивается использованием ЭВМ в составе схемы 10 обработки первичной информации, наличием необходимых датчиков положения и схем управления приводами.
Предлагаемая машина может быть использована для контроля геометрических параметров цельнокатаных колес, колец, бандажей и других тому подобных осесимметричных изделий.
В настоящее время заявителями разработаны технические проекты машины для контроля геометрии как горячих, так и холодных колес. Выполняется с окончанием в 1996 г. рабочий проект машины для контроля холодных колес. Изготовление машины планируется в 1996 - 97 г.г.
Источники информации:
1. В.Я. Ободан, Р.С. Чудновская, М.Ю. Шифрин. Современные методы и средства автоматического контроля геометрии катаных колес, колец и бандажей //Черная металлургия. Бюллетень ЦНИИТЭИЧМ, 1991. - N 9. - с. 27-38.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки колес | 1990 |
|
SU1788046A1 |
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО | 2013 |
|
RU2525354C1 |
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО | 2007 |
|
RU2408468C2 |
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО | 2007 |
|
RU2408469C2 |
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО | 2007 |
|
RU2408470C2 |
| ЦЕЛЬНОКАТАНОЕ КОЛЕСО ДЛЯ КОЛЕСНОЙ ПАРЫ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 1991 |
|
RU2013212C1 |
| Способ прокатки железнодорожных колес и устройство для его осуществления | 1987 |
|
SU1491603A1 |
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО | 2007 |
|
RU2386545C2 |
| Способ термической обработки цельнокатаных колес | 1985 |
|
SU1280041A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ РЕЛЬСА | 2005 |
|
RU2314953C2 |
Изобретение относится к измерительной технике, а именно для измерения геометрических параметров колес и т.п., в частности, с помощью оптических методов. Устройство содержит блок датчиков положения поверхностей колеса с механизмом перемещения, кантователь колес, механизм подачи колеса, механизм поворота колеса, выполненный в виде приводного и неприводного роликов, электронную схему обработки информации на основе ЭВМ, индикатор. Блок датчиков положения может включать два лазерных дальномера, сканирующую оптоэлектронную систему с использованием фотодиодных линеек или матриц, коллимированный источник света. Контролируемое колесо механизмом подачи колес вводится в кантователь, после чего колесо кантуется на определенный угол и под действием собственного веса прижимается ободом к опорной поверхности кантователя, а поверхностью катания - к опорным роликам. Затем механизм перемещения блока датчиков, установленный под тем же углом к горизонту, начинает опускать блок датчиков вниз до упора на весь диаметр колеса. Происходит сканирование колеса оптоэлектронным датчиком и вычисляется профиль поверхности катания и гребня, диаметр обхода по кругу катания. Определенные параметры запоминаются ЭВМ. Затем колесо поворачивают на 90o и снова происходит определение параметров. Технический результат - контроль всей номенклатуры параметров колеса при повышении точности измерений и скорости перестройки на новый типоразмер. 3 з.п.ф-лы, 2 ил.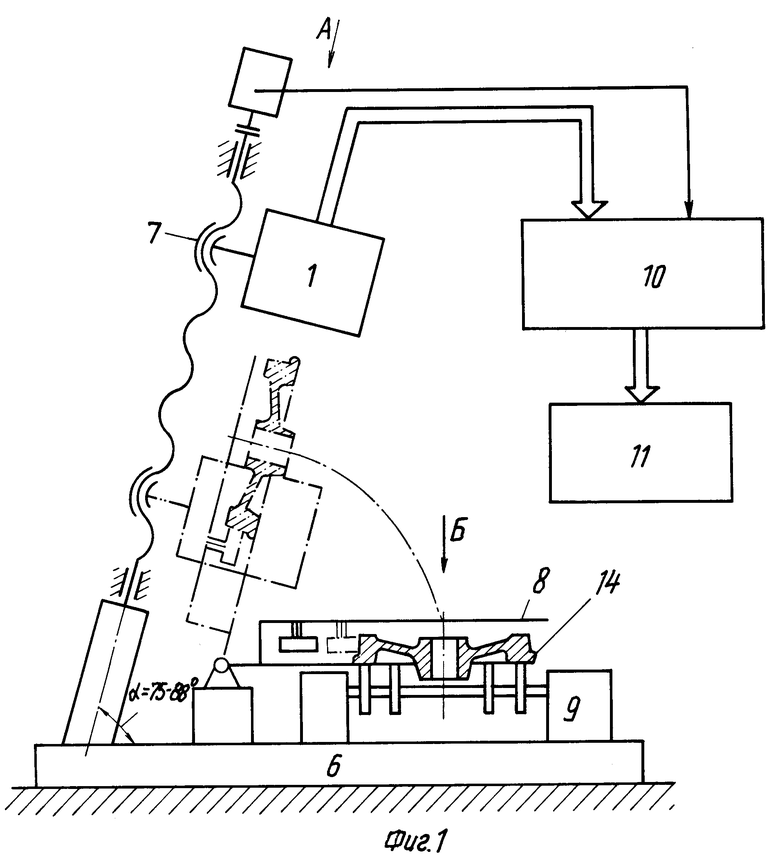
| US 4226536, 07.10.1980 | |||
| US 4588297, 13.05.1986 | |||
| US 4298285, 03.11.1981 | |||
| US 5046852, 10.09.1991 | |||
| US 5067817, 26.11.1991. |

