Изобретение направлено на способ получения биологически деградируемого формованного упаковочного изделия. В частности, способ по настоящему изобретению направлен конкретно на биологически деградируемую формованную упаковку, которая основана на крахмале в качестве основного компонента.
Расширяющиеся продукты для упаковок, которые являются отвержденными пенами, пользуются широким спросом в качестве сыпучих упаковочных материалов. Сыпучие упаковочные материалы на основе полистирола представляют собой главный рынок для расширяющихся вспениваемых продуктов для упаковки. Такие пластиковые пены, тем не менее, имеют несколько недостатков. Во- первых, способы их производства являются сложными и потому дорогими. Во-вторых, стадия расширения (вспенивания) при их производстве включает использование газообразующего средства, такого, как пентан, который представляет собой пожароопасный продукт, или хлорфторуглерод, который неприемлем с точки зрения охраны окружающей среды, или же вместо него используют еще более дорогое альтернативное газообразующее средство на основе фторуглеводорода. Кроме того, хотя такая упаковка и может быть изготовлена (путем дополнительных затрат) таким образом, чтобы она разрушалась под действием прямого солнечного света, она попрежнему страдает от такого серьезного недостатка, как невозможность биологической деградации или гидролитической деградации, в условиях окружающей среды, которые являются преобладающими в компостных кучах, в захоронениях и в других повсеместно используемых средствах утилизации отходов.
В патенте США 3137592 (Protzman) описывается нагревание смеси крахмала и воды до 125-250oC при давлении, достаточном для того, чтобы поддерживать воду в жидком состоянии, а затем понижение температуры и давления в экструдере.
Патенты США 4588638 и 4644733 (Dolinar) направлены на расширяющийся сыпучий упаковочный материал, который включает полимерные частицы (например, из полиэтилена), в которых, по меньшей мере, часть поверхности у большинства частиц покрыта адгезивом (таким как клей, полимерный латекс или "адгезив на основе крахмала") для уменьшения подвижности частиц при использовании. В этих патентах также описывается способ упаковки частиц в контейнерах с такими сыпучими полимерными частицами.
В патенте США 4673438 (Wittwer) описывается инжекция прессующихся смесей вода - крахмал, которые нагревают до температуры, превышающей Т и температуру плавления композиции. Содержание воды в смеси поддерживают в течение времени протекания процесса прессования.
В патенте США 4863655 (Lacourse et al.) описывается биологически деградируемый упаковочный материал, содержащий вспениваемый высокоамилозный крахмал, получаемый путем экструдирования крахмала в присутствии вплоть до 21% влаги. Высокоамилозный крахмал является, разумеется, исключительно дорогим.
Патент США 5300333 (Wilkerson et al.) направлен на прессующиеся смеси, содержащие вспениваемые зерна злаков, такие как кукурузные хлопья, которые диспергированы в непрерывной фазе биологически деградируемого связующего вещества, такого как паста из крахмала.
Патент США 5413855 (Kolaska et al.) направлен на получаемые прессованием корпусные изделия, состоящие из вспениваемых шариков из крахмала, поли(винилового спирта) и воды, которые помещают в закрытую форму для прессования, а затем нагревают в потоке сухого воздуха или воздуха с низкой влажностью для растворения поверхности шариков и получения слипания шариков друг с другом.
Патент США 5095054 (Lay et al.) направлен на производство изделий заданной формы путем экструдирования материала, содержащего деструктурированный крахмал и один из нескольких классов органических полимеров или сополимеров, таких как модифицированные полисахариды поли(винилпирролидон), катионные и анионные крахмалы, поли(винилацетатные) полимеры и сополимеры и тому подобное. Полимеры добавляются для целей увеличения стабильности, жесткости, эластичности и тому подобное изделий заданной формы.
Хотя использование таких упаковок широко распространено, все еще нет упаковок, благоприятных для окружающей среды, которые могли бы использоваться для производства формованных изделий, таких как те, в которые упаковывают электронные компоненты и другие хрупкие предметы. По этой причине такие формованные упаковки в основном изготавливают из недеградируемых синтетических полимерных материалов, таких как полистирол.
Настоящее изобретение направлено на способ получения формованного упаковочного изделия. Способ по изобретению включает следующие стадии:
(1) получение множества частиц, имеющих плотность от 0,003 до 0,03 г/см3, содержащих вспененную смесь крахмала и биологически деградируемого полимера, при этом размер частиц составляет от 1 до 50 мм;
(2) нанесение на поверхность частиц жидкости для осуществления смачивания и размягчения поверхностей частиц;
(3) сжатие поверхностно-размягченных частиц для осуществления когезии между поверхностями размягченных частиц уплотнения частиц и образования изделия заданной формы;
(4) удерживание изделия заданной формы при заданных температуре и давлении в течение времени, достаточного для того, чтобы сделать поверхность частиц нелипкой путем адсорбции смачивающей жидкости внутрь частиц и путем выпаривания смачивающей жидкости.
Другой объект изобретения касается формованного биодеградируемого изделия, используемого в качестве упаковки и состоящего из агломерата когезивных частиц из вспененной композиции из крахмала и водорастворимого полимера.
Сопровождающие чертежи содержат фиг. 1 и фиг. 2a-e, которые дают схематические представления оборудования и процедур, используемых для осуществления предпочтительного варианта выполнения изобретения.
Компонент - крахмал
Композиция крахмал/полимер, которая используется по изобретению, может использовать крахмал, полученный из любого природного источника, постольку, поскольку он желатинизируется при приложении тепла и давления. Таким образом, может использоваться модифицированный или немодифицированный крахмал из картофеля, пшеницы, тапиоки, риса, кукурузы, саго и их смеси. Кроме того, также могут быть использованы генетически модифицированные крахмалы, у которых отношение разветвленных и неразветвленных цепей изменено, постольку, поскольку они являются желатинизирующимися в условиях температур и давлений, характерных для работы экструдера. В этом отношении высокоамилозная кукуруза, которая состоит из молекул крахмала с неразветвленной цепью, не была бы предпочтительной, поскольку ее трудно желатинизировать даже в кипящей воде.
Компонент-полимер
Широкое разнообразие полимеров, включая сополимеры, может быть использовано в сочетании с описанной выше композицией крахмала при условии, что они являются биологически деградируемыми. Кроме того, эти полимеры должны быть как термопластичными, так и диспергируемыми в воде. Водорастворимые полимеры, такие как поли(виниловый спирт), являются предпочтительными. Однако могут быть использованы смеси диспергируемых в воде полимеров и небольших количеств водо-нерастворимых полимеров. Такие полимеры описаны в патенте США 5095054, Lay et al., и включают следующие классы:
(1) Мультифункциональные полимеры, по крайней мере, одна из функциональных групп которых является гидроксилом;
(2) Мультифункциональные полимеры, по крайней мере, одна из функциональных групп которых является карбоксилом;
(3) Полимеры, содержащие третичные или четвертичные аминогруппы или их соли;
(4) Модифицированные полисахариды, содержащие гидроксиалкильные, алкилэфирные или сложные эфирные группы;
(5) Сополимеры винилпирролидона;
(6) Катионно-модифицированные полисахариды;
(7) Анионно-модифицированные полисахариды;
(8) Сополимеры виниловых сложных эфиров и нефункциональных мономеров, у которых сложные эфирные группы гидролизованы;
(9) Полисахаридные привитые сополимеры;
(10) Поли(алкиленимины) и их сополимеры;
(11) Полимеры и сополимеры стирола и сульфоновой кислоты; и
(12) Полимеры и сополимеры солей карбоновых кислот.
Могут быть использованы смеси водорастворимых и водонерастворимых полимеров.
Благодаря своей низкой цене и превосходным физическим свойствам, предпочтительным водорастворимым полимером для использования по настоящему изобретению является поливиниловый спирт. Поскольку поливиниловый спирт [ПВС] является водорастворимым, степень гидролиза полимера не является критическим параметром. Однако наиболее доступные сорта ЛВС являются, по крайней мере, на 88% гидролизованными, а часто, по крайней мере, на 93% гидролизованы. Для использования по настоящему изобретению является предпочтительным, чтобы полимер поставлялся в гранулированной форме, так, чтобы он был легко смешиваемым с водорастворимым многоатомным углеводородным соединением. По настоящему изобретению обычно требуется от 2 до 20 мас.%. ПВС по отношению ко всей композиции, при этом 12-18 мас.% является предпочтительным значением.
Так, как он здесь используется, термин "водорастворимый" относится к растворимости полимера в ненагретой воде, такой как вода после какого-либо технологического процесса или вода при комнатной температуре или при температуре окружающей среды.
Другие компоненты
Биологически деградируемые смеси крахмал - полимер для использования по настоящему изобретению могут содержать, и, как правило, содержат малые количества добавок, таких как смазывающие вещества, вещества, создающие активные центры, и так далее. В качестве веществ, создающих активные центры, по настоящему изобретению могут быть использованы тальк, кварц, плавленый кварц и тому подобное. Соответствующие смазывающие вещества включают такие материалы, как поли(этиленгликоль) гидрогенированные и негидрогенированные растительные масла, замещенные и незамещенные жирные кислоты, мыла и эфиры. Такие добавки обычно не используют при общем уровне, превышающем около 5 мас.% по отношению к общему весу крахмала и полимера.
Производство частиц для сыпучего упаковочного материала
Сыпучий упаковочный материал для использования в способе по изобретению предпочтительно изготавливают из смеси биологически деградируемого крахмала и диспергируемого в воде биологически деградируемого полимера и воды в следующем диапазоне концентраций:
Крахмал - 80 - 90 мас.% (предпочтительно 82 - 88 мас.%)
Биологически деградируемый полимер - 20 - 10 мас.% (предпочтительно 18 - 12 мас.%)
Ингредиенты легко смешивать путем их загрузки в устройство с высоким усилием сдвига, такое как мешалка с ленточной винтовой лопастью или лопастная мешалка. Предпочтительно, чтобы сухие компоненты были смешаны до того, как будет добавлена вода. Количество добавляемой воды по отношению к массе сухих компонентов должно изменяться в соответствии с желаемой плотностью частиц. Количество добавляемой воды обычно составляет порядка около 12% мас. по отношению к сухим компонентам для большинства сыпучих упаковочных материалов.
Сыпучие частицы, из которых изготавливают прессованную упаковку по изобретению, из описанных выше смесей крахмал/полимер доводят до сыпучего упаковочного материала с помощью экструзии, используя обычные одночервячные или двухчервячные экструдеры, которые могут иметь одну или более головок с фильерами. Для цепей настоящего изобретения является предпочтительным, чтобы экструдер работал при давлении в фильере (экструзионной головке) 500-3000 фунт/дм2 (примерно от 3,4 до 20,7 МПа) при температуре фильеры, не превышающей 120oC, и времени пребывания (в экструдере), не превышающем одну минуту, а предпочтительно, меньше, чем тридцать секунд.
Замечено, что, когда экструдируемая композиция сжимается в экструдере, ее температура может превосходить температуру фильеры. Однако, благодаря тому, что время пребывания в экструдере не превышает одну минуту, должна происходить лишь незначительная термическая деградация композиции и вспененного продукта.
В предпочтительном варианте проведения операции экструзии содержание воды в экструдированном сыпучем упаковочном материале измеряется, и содержание воды в смеси, которую вводят в экструдер, устанавливают в соответствии с объемной плотностью экструдированного продукта. Обнаружено, что количество воды в смеси, которую вводят в экструдер, должно составлять около 20-25 мас.% по отношению к твердому крахмалу. При многих операциях является желательным, чтобы объемная плотность экструдированного продукта была настолько низкой, насколько это возможно, и соответствующая объемная плотность указывается в коммерчески доступных продуктах. Если объемная плотность составляет меньше заданного значения, количество воды во вводимом в экструдер исходном продукте уменьшают. С другой стороны, если объемная плотность составляет больше заданного значения или если продукт является слишком рыхлым, количество воды во вводимом продукте увеличивают.
Является предпочтительным, чтобы время пребывания смеси в экструдере не превышало одной минуты и чтобы максимальная температура вводимого продукта в экструдере не превышала около 120oС, поскольку некоторые из исходных материалов начинают излишне быстро термически разлагаться. Нужно заметить, что максимальная температура внутри экструдера должна быть обычно выше, чем температура экструзионной головки, и в некоторых случаях может быть желательным охлаждение корпуса экструдера. Кроме того, предпочтительно, чтобы время пребывания внутри экструдера не превышало тридцати секунд. Для специалистов в данной области понятно, что крахмал, содержащийся в экструдере, подвергается желатинизации, но при этом не требуется, чтобы крахмал был декструтурирован способом по патенту США 5095054 (Lay et al). Тем не менее, такие смеси декструктурированный крахмал/полимер также могут использоваться по изобретении).
Для более экономичной работы выгрузка из экструдера может производиться непосредственно в условиях окружающей среды. Для быстрого отверждения при комнатной температуре не требуется специального охлаждения.
При осуществлении изобретения предпочтительно, чтобы сыпучие частицы имели размеры не менее примерно 1 мм, а предпочтительно, по меньшей мере, 3 мм. С другой стороны, является предпочтительным, чтобы максимальный размер частиц был не более примерно 50 мм. Частицы, которые в среднем являются цилиндрическими по форме и имеют диаметр около 15-20 мм и длину около 30 мм, являются предпочтительными, поскольку они имеют превосходные характеристики в отношении уплотнения и упаковки. Цилиндрические формы, разумеется, удобно получать при получении вспененных частиц путем экструзии. Хотя цилиндрические формы, как установлено, являются предпочтительными, также и неправильные формы и другие правильные формы, такие как сферы и эллипсоиды, тоже могут использоваться по изобретению.
Нанесение смачивающей жидкости
Способ нанесения жидкости на влажную и размягченную поверхность частиц вспененной крахмально-полимерной смеси не сложен. Например, жидкость может быть нанесена путем диспергирования частиц в воздухе и распыления жидкости над диспергированными частицами. Она также может быть нанесена путем сброса частиц через воздушную взвесь мелких капель смачивающей жидкости. Конкретный способ нанесения жидкости не имеет большого значения, поскольку большая часть поверхности частиц при этом смачивается в любом случае. Когда поверхности частиц обрабатывают водой, вода на поверхности имеет тенденцию к быстрому уходу с поверхности путем адсорбции внутрь частицы и путем испарения в атмосферу. По этой причине предпочтительно подвергать частицы прессованию сразу после того, как поверхность обработана водой. По этой причине является предпочтительным, чтобы операция смачивания, также как и операция прессования, проводилась при температуре окружающей среды и чтобы тепло не подводилось ни к частицам, ни к смачивающей жидкости.
Прессование сыпучего упаковочного материала может быть проведено несколькими способами. Например, смоченный упаковочный материал может быть размещен в форме и отформован обычным способом путем приложения к форме давления так, чтобы масса сыпучего продукта приняла конфигурацию внутренней части формы.
Однако предпочтительный вариант способа использует прессование in situ. При этом слой смоченного сыпучего упаковочного материала размещают на дне транспортировочного контейнера и покрывают листом бумаги или пластика, или заворачивают в тонкий мешок из бумаги или пластика, который размещают на дне транспортировочного контейнера. Подлежащий транспортировке объект затем размещают поверх покрытого листом или завернутого в мешок слоя упаковочного материала. Если подлежащий транспортировке объект является достаточно тяжелым, его вес сам по себе деформирует смоченный упаковочный материал по форме нижней части объекта. Если он недостаточно тяжелый, к верхней части объекта прикладывают небольшое направленное вниз давление для деформации смоченного упаковочного материала до соответствующей формы. Затем в пространство, окружающее объект, и поверх него высыпают дополнительный сыпучий упаковочный материал выше верхнего края боковых стенок контейнера и покрывают тонким листом бумаги или пластика, или может быть использован второй мешок со смоченным сыпучим упаковочным материалом. В этом случае второе дополнение сыпучего упаковочного материала должно происходить с переполнением, так, чтобы, когда контейнер закрывают, к сыпучему упаковочному материалу прикладывалось бы такое давление, чтобы он принимал форму верхней части объекта и внутренней поверхности крышки.
Во всех таких вариантах выполнения изобретения важно, чтобы поверхность сыпучего упаковочного материала была смачиваемой и размягчаемой во время процедуры прессования. Однако также важно, чтобы количество воды, нанесенной на частицы, было таким, чтобы частицы затем становились нелипкими вследствие адсорбции и испарения воды из спрессованных частиц. Предпочтительно, чтобы поверхность влажных и спрессованных частиц становилась нелипкой за время в пределах 5 минут, а предпочтительно - 2 минут, после того, как прессование завершается. Если время высыхания частиц является слишком большим, количество наносимой воды должно быть уменьшено. Однако, если частицы высыхают слишком быстро, количество наносимой воды должно быть увеличено.
В этой связи замечено, что величина смачиваемой поверхности у сыпучего упаковочного материала должна быть достаточной для того, чтобы поверхность оставалась мокрой до завершения стадии прессования. Когда стадия прессования завершается, полученное прессованием тело постепенно становится не липким, когда поверхностная влага адсорбируется в частицы, или в покрытие, или в мешок, если таковые используются, и/или испаряется. Особенным преимуществом этих способов получения прессованной упаковки является то, что не требуется использования тепла во время любой из операций прессования. Наоборот, предпочтительно не использовать дополнительное тепло.
Является предпочтительным, чтобы бумажный или пластиковый мешок, используемый при прессовании in situ, также был бы биологически деградируемым, чтобы облегчить утилизацию сыпучего упаковочного материала и листа. Листы или мешки из поли(лактида) или поли(винилового спирта) особенно предпочтительны для такого применения. Дополнительным преимуществом мешков или пленок из поли (винилового спирта) является их растворимость в воде. При взаимодействии с влажными частицами пленка связывается с ними, образуя более жесткую прокладку, которая является как водорастворимый, так и биологически деградируемой.
Важным преимуществом настоящего изобретения является то, что оно не требует подвода тепла на любой из стадий способа. Фактически, подвод тепла является вредным, поскольку он ускоряет как адсорбцию смачивающей жидкости внутрь частиц, так и скорость испарения смачивающей жидкости с их поверхностей. По этим причинам временной интервал, за который может быть достигнута соответствующая когезия частиц, когда они подвергаются сжатию, существенно сокращается. С другой стороны, охлаждение смачивающей жидкости не является предпочтительным, поскольку при этом смачивание и размягчение поверхностей упаковочного материала становится более слабым. Таким образом, для максимальной эффективности способ по изобретению должен осуществляться при температуре окружающей среды, то есть в диапазоне от около 20oC до около 45oC.
В следующем далее подробном обсуждении способа по изобретению используемый сыпучий упаковочный материал основан на смеси картофельного крахмала, пшеничного крахмала, поли(винилового спирта), талька, гидрогенированного растительного масла и воды. Компоненты смешивают вместе на мешалке с ленточной лопастью и вводят в двухчервячный экструдер, на выходе из которого получают цилиндры, имеющие длину около 30 мм и диаметр около 15 мм, с плотностью около 0,022 г/см3.
Предпочтительный вариант осуществления изобретения иллюстрируется с помощью сопровождающих чертежей, на которых:
фиг.1 - схема заполнения упаковки,
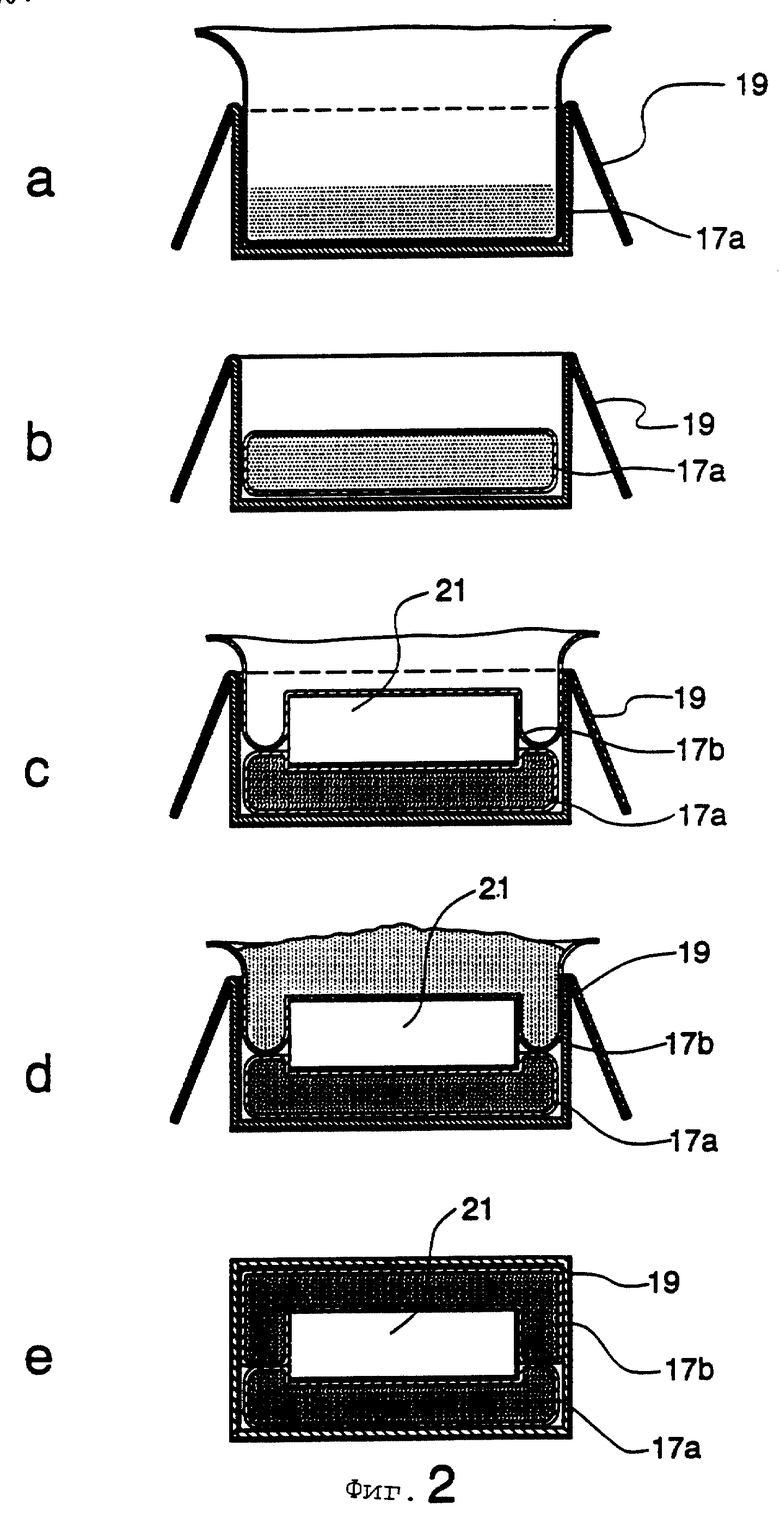
фиг. 2 - стадии формирования полностью упакованного изделия.
Сухой сыпучий упаковочный материал, такой, как описан выше, проходит из накопителя 1 через трубопровод 3 в дозирующий бункер 5, выход которого соединен с откидным клапаном 7 для выпуска под действием силы тяжести сухого упаковочного материала в распылительную камеру 9. Камера 9 соединена с распылительным соплом 11. Ненагретая вода подводится через трубопровод 13, в котором количество воды, поступающее в единицу времени, управляется с помощью клапана 15. Предпочтительно, чтобы распыление воды происходило в радиальном направлении и/или сверху вниз в порядке предотвращения увлажнения стенок камеры 9 выше места распыления воды и нижнего края дозирующего бункера 5. Эта конфигурация распылителя существенно уменьшает возможные проблемы прилипания частиц сыпучего упаковочного материала к стенкам распылительной камеры 9 во время операции распыления. Когда операция распыления начинается, является предпочтительным, чтобы водяной клапан 15 и откидной клапан 7 были открыты одновременно. Частицы сыпучего материала, падая через зону распыления воды и через нижнюю часть распылительной камеры 9, попадают в открытый биодеградируемый мешок 17a, размещенный в нижней части транспортировочного контейнера 19, имеющего верхние откидные крышки, которые в данный момент открыты (см. фиг. 2a). Когда достаточное количество частиц будет помещено в мешок 17 для защиты нижней части изделия, подачу частиц и распыление воды прекращают и мешок закрывают путем складывания открытого края мешка (см. фиг.2b). Изделие 21, подлежащее транспортировке, помещают поверх мешка 17, содержащего сыпучий упаковочный материал, оставляя место между внутренними стенками контейнера 19 и наружными боковыми поверхностями транспортируемого изделия 21. Если изделие 21 имеет достаточный вес, дополнительное сжатие не является необходимым. Однако, если изделие 21 является недостаточно тяжелым для того, чтобы под действием своего собственного веса сжать влажный сыпучий упаковочный материал в мешке, небольшое давление может быть вручную приложено к мешку 17a путем нажатия вниз на помещенное на нем подлежащее транспортировке изделие (смотри фиг. 2c).
Второй биодеградируемый мешок 17b затем размещают поверх изделия, подлежащего транспортировке, и в пространстве между контейнером и транспортируемым изделием, при этом верхняя часть мешка открыта вверх. Клапан 15 для подачи воды и откидной клапан 7 опять открывают одновременно для подачи сыпучего упаковочного материала со смоченной поверхностью во второй мешок 17b, и таким образом обеспечивают частицы сыпучего упаковочного материала со смоченной поверхностью вокруг и сверху изделия 21, подлежащего транспортировке. Количество частиц сыпучего материала предусматривается таким, чтобы оно было достаточным для заполнения всего пространства вокруг изделия 21 и для того, чтобы заполнить с верхом контейнер 19, то есть заполнить контейнер выше верхнего края контейнера 19. Переполняющие контейнер частицы поддерживаются мешком 17b (смотри фиг.2d). Затем откидные крышки контейнера закрывают, тем самым прикладывается сжимающая сила к частицам, и смоченные частицы во втором мешке 17b соединяются вместе с помощью когезии (см. фиг.2e). Так как содержание воды в частицах тщательно контролируется, поверхность частиц становится нелипкой в течение нескольких минут после того, как их сжали вместе, поскольку вода на поверхности частиц адсорбируется внутрь частиц и/или испаряется с поверхности частиц. Обычно дополнительная стадия сушки не требуется.
При описанной выше операции, если мешки или листы, содержащие спрессованный упаковочный материал, не являются биодеградируемыми, их следует утилизировать или перерабатывать в соответствии с существующими правилами. Однако сам сыпучий упаковочный материал, который является биологически деградируемым, может быть утилизирован путем обычного компостирования или его можно просто оставить для разложения на или в грунте. Соответствующие биологически деградируемые материалы для мешков или листов включают поли(лактид), поли(этиленвиниловый спирт), поликапролактон и поли(виниловый спирт). Также могут быть использованы материалы на основе целлюлозы, такие как метилгидроксипропилцеллюлоза.
Сочетание добавления воды, ограничиваемого адсорбцией внутрь частиц, и сжатие частиц служит для повышения плотности частиц, а также для увеличения модуля упругости агломерированной массы из частиц. Таким образом, формованная упаковка, полученная способом по изобретению, имеет улучшенную способность к поглощению ударов, которые часто происходят при обращении с картонными коробками с грузом и при их транспортировке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПАКОВКИ КЛЕЯЩЕЙ КОМПОЗИЦИИ (ВАРИАНТЫ) И УПАКОВАННАЯ КЛЕЯЩАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) | 1991 |
|
RU2096277C1 |
| СИСТЕМА УПАКОВКИ СОСТАВОВ ДЛЯ СЕЛЬСКОГО ХОЗЯЙСТВА И СПОСОБ ПОЛУЧЕНИЯ СМЕСИ ДЛЯ ОБРАБОТКИ ПОЧВ | 1992 |
|
RU2097293C1 |
| АНТИСКОЛЬЗЯЩИЙ ТЕРМОСВАРИВАЕМЫЙ ПЛАСТИКОВЫЙ ГИБКИЙ УПАКОВОЧНЫЙ МЕШОК, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2720179C1 |
| БИОЛОГИЧЕСКИ РАЗРУШАЕМАЯ ТЕРМОПЛАСТИЧНАЯ КОМПОЗИЦИЯ НА ОСНОВЕ ПРИРОДНЫХ ПОЛИМЕРОВ | 2000 |
|
RU2174132C1 |
| Биологически разрушаемая термопластичная композиция | 2019 |
|
RU2724249C1 |
| ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ИЗ НЕОРГАНИЧЕСКИ НАПОЛНЕННОГО МАТЕРИАЛА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2143341C1 |
| БИОЛОГИЧЕСКИ РАЗРУШАЕМАЯ ТЕРМОПЛАСТИЧНАЯ КОМПОЗИЦИЯ НА ОСНОВЕ ДИАЦЕТАТА ЦЕЛЛЮЛОЗЫ | 2013 |
|
RU2537009C2 |
| Биологически разрушаемая термопластичная композиция | 2018 |
|
RU2681909C1 |
| ДВОЙНАЯ УПАКОВКА ДЛЯ ПОРОШКОВ И ГРАНУЛ И СПОСОБ УПАКОВКИ ПОРОШКОВ И ГРАНУЛ | 1995 |
|
RU2143386C1 |
| СЛОИСТЫЕ ПЛЕНОЧНЫЕ КОМПОЗИЦИИ, УПАКОВКИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, И СПОСОБЫ ПРИМЕНЕНИЯ | 2006 |
|
RU2427467C2 |
Изобретение касается способа получения формованных биодеградируемых упаковок. Способ включает последовательные стадии: /1/ образование множества частиц, содержащих вспененную смесь крахмала, биологически деградируемого полимера и воды, /2/ нанесение на поверхность частиц ненагретой жидкости для осуществления смачивания и размягчения поверхности частиц, /3/ сжатие без приложения внешнего тепла поверхностно-размягченных частиц для осуществления когезии между поверхностями размягченных частиц, уплотнение частиц и получение изделия заданной формы и /4/ удерживание изделия заданной формы под таким сжатием в течение времени, достаточного для того, чтобы частицы стали нелипкими вследствие адсорбции смачивающей жидкости внутрь частиц и ее испарения. При этом поверхностно-смоченные частицы размещают в нижней части транспортировочного контейнера, а изделие для транспортировки - поверх смоченных частиц для их сжатия, оставляя пространство между наружными боковыми стенками изделия и внутренними боковыми стенками контейнера, и покрывают изделие смоченными частицами до уровня, превышающего боковые стенки контейнера. Закрывают контейнер для осуществления сжатия смоченных частиц и их когезии в соответствии с конфигурацией внутренней поверхности контейнера и наружных поверхностей изделия. Полученная таким способом формованная упаковка лучше поглощает удары, чем, например, картонные коробки, при транспортировке. Кроме того, такая упаковка легко биологически деградируется в условиях окружающей среды, 8 з.п.ф-лы, 2 ил.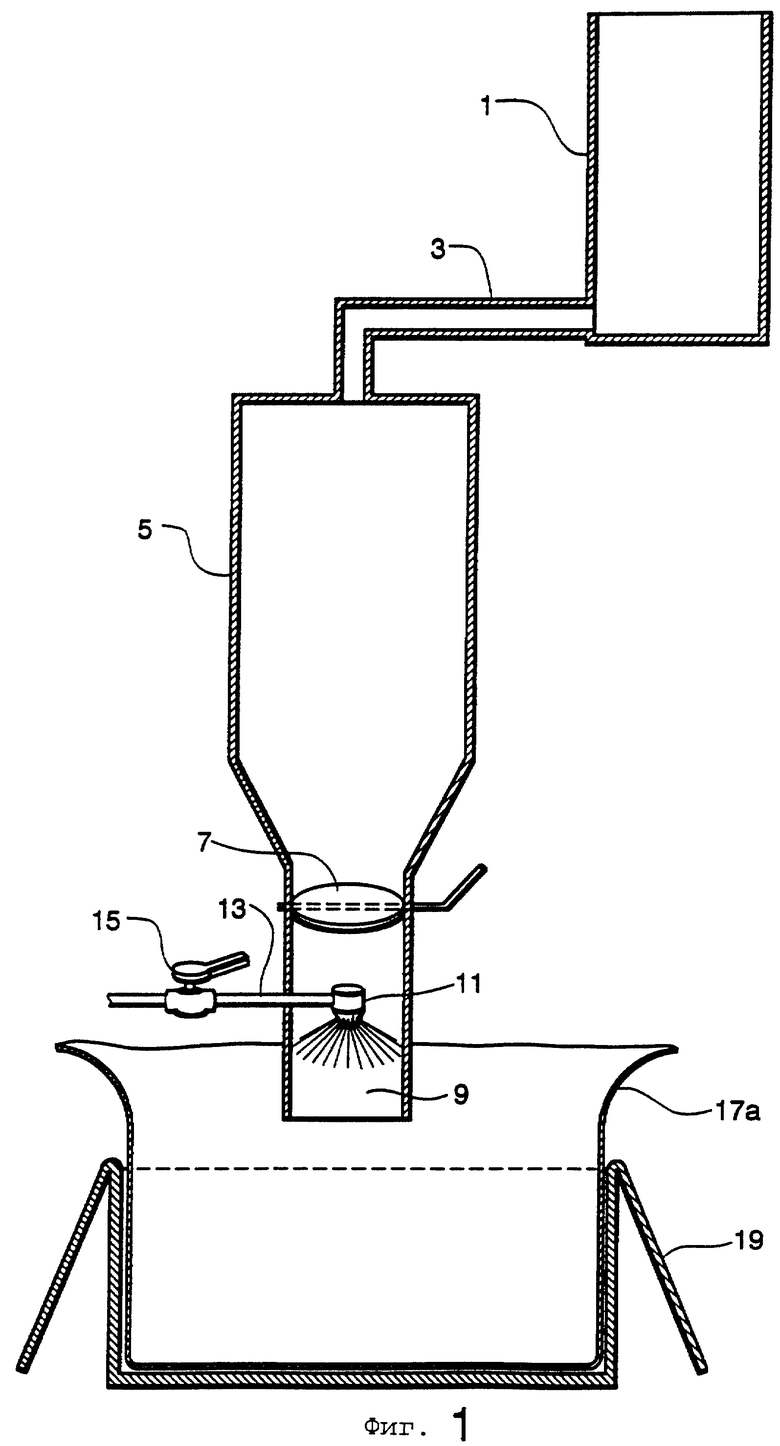
| Экономайзер | 0 |
|
SU94A1 |
| US 5413855 A, 09.05.95 | |||
| Способ упаковки изделий | 1972 |
|
SU442117A1 |
| Способ упаковки изделий | 1982 |
|
SU1082689A1 |
| Устройство для электрохимического маркирования | 1976 |
|
SU667369A1 |
