Изобретение относится к способам получения абразивных инструментов на полимерной связке, широко применяемым при отделочно-зачистной обработке, в частности шлифовке изделий машино- и приборостроения.
Известен способ изготовления абразивного инструмента, включающий смешивание наполнителя - абразива с полимерным связующим - эпоксидной смолой, нагревание до 70oC, перемешивание до однородной массы, добавление отвердителя, заполнение смесью формы заданных размеров, отверждение при температуре до 70oC, извлечение из формы инструмента и охлаждение при комнатной температуре [1. Вопросы вибрационной технологии. Межвузовский сборник научных статей. Ростов-на-Дону. Издательский центр ДГТУ. 1996, с. 45 - 48].
Недостатками указанного способа является получение неоднородных по содержанию абразива инструментов из-за расслаивания в жидкой фазе, выделение в атмосферу токсичных паров при отверждении изделий, использование дорогостоящих компонентов полимерного связующего.
Наиболее близкий способ изготовления абразивного инструмента включает смешивание абразивного наполнителя с полимерным связующим на основе гранул вспенивающегося полистирола, формирование инструмента по заданным форме и размеру, спекание при температуре 100 - 120oC, охлаждение и извлечение из формы [2. Процессы абразивной обработки, абразивные инструменты и материалы. Сборник трудов конференции. г. Волжский. Издательство ТОО "Полиграфист". 1997, с. 10 - 14 - прототип].
Недостатками указанного способа являются:
- отсутствие возможности получения твердого абразивного инструмента из-за образования пористой структуры связующего при спекании; инструмент применяется, в основном, для доводки изделий из мягких металлов;
- отслаивание абразива от гранул вспенивающегося полистирола при смешивании ухудшает спекаемость изделий.
В основу изобретения способ изготовления абразивного инструмента поставлена задача усовершенствования способа путем перемешивания компонентов в иной последовательности при измененном температурном режиме, обеспечения высоких физико-механические свойств абразивных изделий для выполнения операций тонкой обработки деталей из различных металлов.
Поставленная задача решается за счет того, что при способе изготовления абразивного инструмента, включающем смешивание абразивного наполнителя с полимерным связующим на основе полистирола, формирование инструмента по заданным форме и размеру, спекание, охлаждение и извлечение из формы, по изобретению предварительно получают полимерное связующее перемешиванием бисера суспензионного полистирола с медицинским вазелиновым маслом, абразивный наполнитель нагревают до 220 - 250oC с последующим смешением с полимерным связующим, а спекание смеси осуществляют при 120 - 220oC.
Осуществление процесса в указанных выше последовательности и температурном режиме является достаточным для того, чтобы использовать данный способ в технологии изготовления абразивных инструментов с улучшенными показателями по режущей способности, износостойкости, удельному съему металла с показателями, не уступающими по твердости инструменту на основе эпоксидных смол. Получаемый положительный эффект при отделочно-зачистной обработке металлов объясняется тем, что:
- уменьшается засаливание абразивного инструмента (показатель, связанный со съемом металла);
- достигается однородность инструмента и устраняется расслоение благодаря предварительному приготовлению полимерного связующего, нагреванию абразива до 220 - 250oC перед смешиванием с полимерным связующим и спеканию при температуре 120 - 220oC.
Достичь такого эффекта изготовлением абразивного инструмента известными способами (по прототипу или налогу) невозможно.
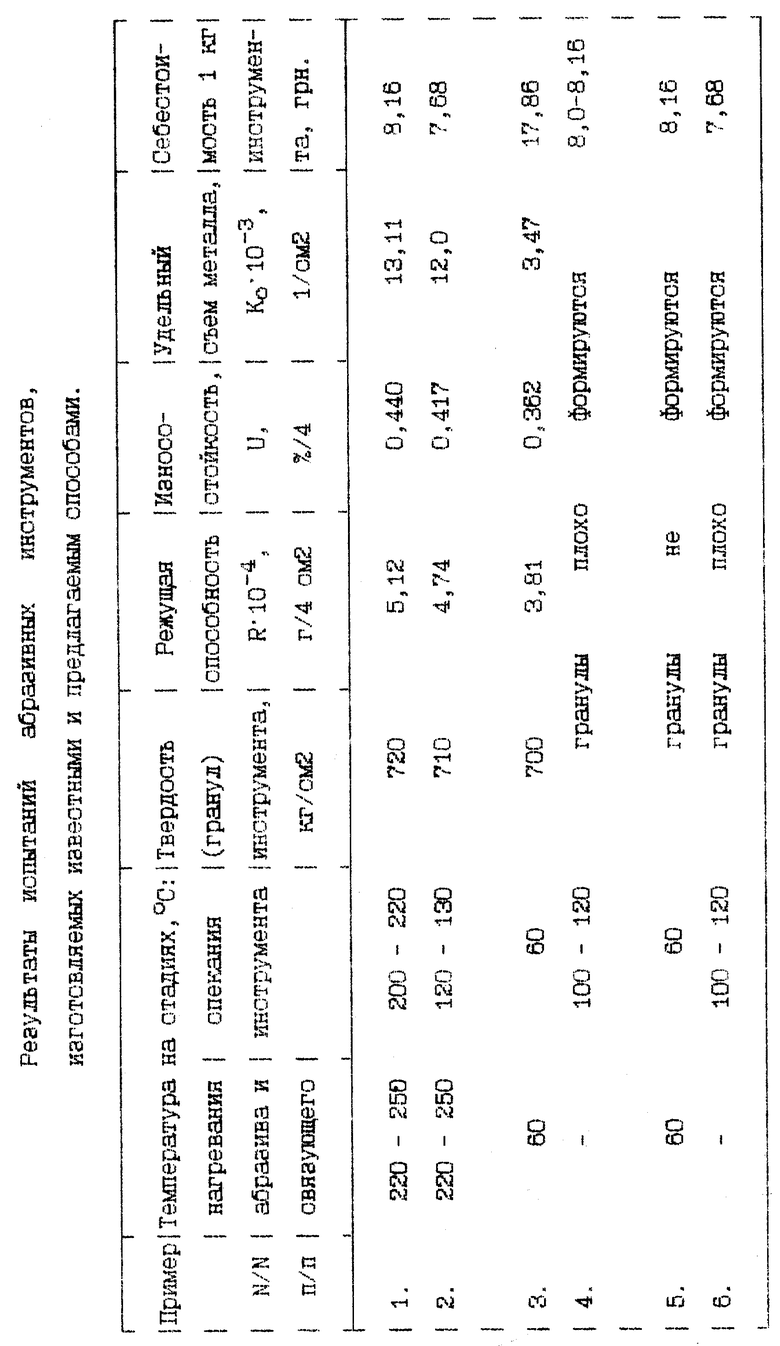
Способ осуществляют таким путем. Готовят полимерное связующее, перемешивая бисер суспензионного полистирола с медицинским вазелиновым маслом (МВМ) до однородной массы (смесь 1). Абразивный порошок нагревают до 220 - 250oC и в горячем состоянии перемешивают со смесью 1. Полученную абразивно-полимерную композицию запрессовывают в формы, спекают при 120 - 220oC в течение 20 - 30 минут, охлаждают до комнатной температуры, извлекают из формы абразивные инструменты - гранулы. Испытывают по методике [2. с. 121], учитывающей режущую способность, удельный расход абразивных гранул, удельный съем металла и др.
Сущность изобретения поясняется следующими примерами изготовления абразивных изделий.
Пример 1. Для изготовления абразивного инструмента берут бисер суспензионного полистирола с размером частиц 50 - 400 мкм в количестве 49% мас. от общей массы композиции. В качестве бисера суспензионного полистирола используют промежуточный продукт типа ПСС перед экструдированием (ГОСТ 20282-86). Полистирол общего назначения). Бисер суспензионного полистирола смешивают с 1% медицинского вазелинового масла (МВМ) до однородной массы (смесь 1). Абразивный порошок М40 в количестве 50% мас. от абразивно-полимерной композиции нагревают до 220 - 250oC и в горячем состоянии перемешивают со смесью 1. Полученную абразивно-полимерную композицию запрессовывают в формы в виде конуса размером h-25 мм, d-25 мм и спекают при 200 - 220oC в течение 20 - 30 минут, охлаждают до комнатной температуры, извлекают из формы абразивные инструменты - гранулы. Результаты испытаний приведены в таблице.
Пример 2. Аналогично примеру 1 для изготовления абразивного инструмента в качестве бисера суспензионного полистирола берут товарный продукт типа ПСН (ТУ 301-05-190-92. Полистирол суспензионный низковязкий). Сформированную композицию спекают при температуре 120 - 130oC. Результаты испытаний даются в таблице.
Пример 3 (аналог). Для изготовления абразивного инструмента берут 50% мас. абразивного порошка М 40 и 50% мас. смолы ЭД 16, нагревают до температуры 60oC в течение 1 часа, перемешивают до однородной массы, добавляют отвердитель, заливают композицию в формы (по примеру 1), выдерживают при 60oC 30 мин. Извлекают из формы, охлаждают гранулы при комнатной температуре в течение 3 ч. Испытывают инструменты аналогично примеру 1. Использованные смола и отвердитель токсичны. Результаты представлены в таблице.
Пример 4 (прототип). Для изготовления абразивного инструмента берут 50% мас. абразивного порошка М 40 от общей массы и 50% мас. гранул вспенивающегося полистирола типа ПСВ-С (ОСТ 301-05-202-92а. Полистирол вспенивающийся с размером частиц 0,4 - 2,0 мм, перемешивают, запрессовывают в формы (по примеру 1) и спекают при температуре 100 - 120oC. После перемешивания наблюдают отслоение абразивного порошка от полистирола, абразивные гранулы формируются плохо и не пригодны для испытаний. Результаты приведены в таблице.
Пример 5 (контрольный). Способ осуществляют аналогично примеру 3 на полимерном связующем по примеру 1. Для изготовления абразивного инструмента 49% мас. гранул суспензионного полистирола типа ПСС с размером частиц 50 - 400 мкм смешивают с 1% мас. МВМ (смесь 1). 50% мас. абразивного порошка М 40 перемешивают со смесью 1 до однородной массы, нагревают до температуры 60oC в течение 1 часа, запрессовывают в формы (по примеру 1), выдерживают (спекают) при 60oC 30 мин. После перемешивания наблюдают неравномерное распределение абразива, абразивные гранулы (инструмент) не формируются и не пригодны для испытаний. Результаты приведены в таблице.
Пример 6 (контрольный). Способ осуществляют аналогично примеру 4 на полимерном связующем по примеру 1. Для изготовления абразивного инструмента 50% мас. абразивного порошка М 40 и 50% мас. полимерного связующего, приготовленного по примеру 2, перемешивают до однородной массы, запрессовывают в формы (по примеру 1) и спекают при температуре 100 - 120oC. После перемешивания наблюдают отслоение абразивного порошка от полистирола, абразивные гранулы формируются плохо, мало пригодны для испытаний. Результаты приведены в таблице.
Как видно из таблицы, при невысокой себестоимости износостойкость и режущая способность абразивных инструментов (гранул) по изобретению (примеры 1, 2) превышают эти показатели у инструментов по прототипу, по удельному съему металла почти в 3 раза, на 1,4-2,8% по твердости (пример 3 и [1] с. 47). Прототип применяют для обработки мягких металлов (медь, алюминий [2] с. 12), поэтому твердость инструмента низкая, при увеличении абразива до 50% (пример 4) инструменты плохо формируются (спекаются). Получить такие результаты, используя технологию аналога (пример 5) или прототипа (пример 6), не удалось.
Таким образом, предлагаемый способ изготовления абразивного инструмента обеспечивает высокие физико-механические свойства абразивным изделиям, что позволяет применять последние для тонкой обработки деталей из различных металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2155196C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИСТИРОЛЬНОЙ КРАСКИ | 1999 |
|
RU2165443C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛЕНКООБРАЗУЮЩЕГО ОЛИГОМЕРА СТИРОЛА | 1999 |
|
RU2147022C1 |
| СПОСОБ ПОЛУЧЕНИЯ УДАРОПРОЧНОГО ПОЛИСТИРОЛА | 1999 |
|
RU2162859C1 |
| ЛАКОКРАСОЧНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2165950C1 |
| СОРБЕНТ ДЛЯ ГАЗОВОЙ ХРОМАТОГРАФИИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2165619C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕНАСЫЩЕННОГО ДИМЕРА АЛЬФА-МЕТИЛСТИРОЛА ДЛЯ РЕГУЛИРОВАНИЯ РОСТА ПОЛИМЕРНОЙ ЦЕПИ | 1999 |
|
RU2149862C1 |
| ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2153875C2 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2130908C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ВОЗДУХА ИЗ ГИДРОПРИВОДОВ СЦЕПЛЕНИЯ И ТОРМОЗНОЙ СИСТЕМЫ | 1999 |
|
RU2149782C1 |
Изобретение относится к способам получения абразивных инструментов на полимерной связке, широко применяемым при отделочно-зачистной обработке, в частности шлифовке изделий машино- и приборостроения. Описывается способ изготовления абразивного инструмента, включающий смешивание абразивного наполнителя с полимерным связующим на основе полистирола, формирование инструмента по заданным форме и размеру, спекание, охлаждение и извлечение из формы. Способ отличается тем, что предварительно получают полимерное связующее перемешиванием бисера суспензионного полистирола с медицинским вазелиновым маслом. Смешивают абразивный наполнитель, нагретый до 220-250°С, с полимерным связующим, а спекание абразивного инструмента осуществляют при 120-220°С. Технический результат состоит в обеспечении высоких физико-механических и эксплуатационных свойств абразивного инструмента. 1 табл.
Способ изготовления абразивного инструмента, включающий смешивание абразивного наполнителя с полимерным связующим на основе полистирола, формирование инструмента по заданным форме и размеру, спекание, охлаждение и извлечение из формы, отличающийся тем, что предварительно получают полимерное связующее перемешиванием бисера суспензионного полистирола с медицинским вазелиновым маслом, абразивный наполнитель нагревают до 220 - 250oC с последующим смешением с полимерным связующим, а спекание абразивной смеси осуществляют при 120 - 220oC.
| Процессы абразивной обработки, абразивные инструменты и материалы | |||
| Сборник трудов конференции | |||
| - Волжский: Издат | |||
| ТОО "Полиграфит", 1997, с.10-14 | |||
| US 3902873 A, 02.09.1975 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОЙ КОМПОЗИЦИИ | 0 |
|
SU305168A1 |
