Изобретение относится к области обработки металлов давлением и может быть использовано для получения половинок змейковых сепараторов подшипников.
Известен способ получения половинок змейковых сепараторов подшипников, включающий вырубку из листовой металлической заготовки шайбы, ограниченной соосными окружностями, и последующее ее деформирование с получением сферических участков под тела качения и расположенных между ними плоских участков для пробивки отверстий под заклепки [1].
Недостатком известного способа [1] является большой расход металла, образующийся при получении заготовки, и недостаточно высокое качество, получаемых сепараторов. Снижение качества обусловлено анизотропией свойств листового металла, возникающей при прокатке. При получении сферических участков под тела качения (под шарики) материал заготовки на различных участках шайбы, вследствие анизотропии свойств, деформируется не одинаково. В итоге это приводит к тому, что одни сферические участки сепаратора прилегают к телам качения (шарикам) менее плотно, чем другие. Это вызывает повышенные вибрации, шум, снижение точности и более быстрый выход из строя как самих подшипников, так и подшипниковых узлов.
Техническими задачами, на решение которых направлено изобретение, являются экономия металла, повышение качества и расширение технологических возможностей способа.
Для решения поставленных задач осуществляют вырубку из листовой металлической заготовки шайбы, ограниченной соосными окружностями, и последующее ее деформирование с получением сферических участков под тела качения и расположенных между ними плоских участков для пробивки отверстий под заклепки, при этом в качестве исходной заготовки используют полученный прокаткой листовой металл, который подвергают после прокатки осесимметричной, холодной деформации до величины относительной деформации по любой оси, не превышающей 7%. Для этого, в частности, можно использовать кружки, которые могут образовываться при пробивке центрального отверстия в деталях, получаемых вытяжкой. Например, сепараторы конических подшипников. Поскольку металл указанных кружков уже претерпел некоторую деформацию, разница в изменении размеров по разным направлениям при их дальнейшей деформации будет меньше, чем при деформации исходного проката. Поэтому отклонения в размерах сферических участков змейковых сепараторов друг от друга в этом случае получается меньше, чем в известном способе, что положительно сказывается на качестве подшипников. При превышении предварительной деформации сверх 7% без проведения межоперационного отжига оставшегося ресурса пластичности металла может не хватить при получении сферических участков, что вызовет разрыв материала. Расширение технологических возможностей способа заключается в возможности использования для получения змейкового сепаратора шайбы меньшей ширины, поскольку утяжка уже продеформированного металла меньше.
В частности, задача повышения качества решается также тем, что получение одного из плоских участков половинки змейкового сепаратора осуществляют на участке шайбы, находящемся на радиусе, расположенном в тангенциальном направлении под углом 45o к направлению текстуры деформации, вызванной прокаткой. Как известно [2], в этом направлении происходит наибольшая утяжка материала при деформации, вызванная анизотропией свойств, полученной металлом при прокатке. Поэтому желательно максимально сосредоточить эту утяжку на наименее ответственном участке сепаратора. Таким участком, с точки зрения качества, у змейкового сепаратора является плоский участок, в котором пробивают отверстия под заклепки. Даже при повышенной утяжке ширина этого участка остается достаточной для обеспечения необходимой прочности.
Изобретение поясняется чертежом, где а - листовой металл с направлением текстуры деформации 1, вызванной прокаткой, на б изображена шайба и отмечен участок 2, на котором получают один из плоских участков сепаратора.
Способ осуществляется следующим образом. Из исходного листового металла, полученного прокаткой и получившего холодную деформацию не более 7%, вырубают по внутренней и наружной окружностям, соосным между собой, шайбу. На шайбе в дальнейшем получают путем пластической деформации сферические участки под тела качения и плоские участки между ними для пробивки отверстий под заклепки. Для еще большего повышения качества один из плоских участков сепаратора получают на участке шайбы, металл которого смещен в тангенциальном направлении на угол 45o от направления текстуры деформации, вызванной прокаткой. Достигается это соответствующей установкой (поворотом) штамповой оснастки относительно оси подачи или поворотом (предварительной ориентацией) кружка относительно штампа.
Использование предварительно деформированной заготовки позволяет получить более равномерную деформацию на различных участках шайбы и, следовательно, повысить качество получаемых змейковых сепараторов, а следовательно, и самих подшипников. Использование же кружков, полученных при изготовлении сепараторов больших размеров, позволяет снизить расход металла.
Пример реализации способа. Для получения половинок змейкового сепаратора подшипника N305 брали кружок листового металла, который предварительно участвовал в операции вытяжки. При этом степень его относительной деформации составляла 3-4%, т. е. не превышала 7% по любой из осей. Вырубали из него шайбу и осуществляли все технологические операции, предусмотренные стандартным технологическим процессом. В другом случае, перед вырубкой шайбы кружок дополнительно ориентировали таким образом, чтобы получение одного из плоских участков сепаратора осуществлялось на участке шайбы, металл которого расположен в тангенциальном направлении под углом 45o к направлению текстуры деформации, вызванной прокаткой. В результате после сборки получили подшипники, уровень вибрации и шума которых был меньше, чем у аналогичных подшипников, изготовленных по базовой технологии.
Источники информации
1. Спицын Н.А., Спришевский А.И. Подшипники качения. Справочное пособие. - Машгиз. - 1961 г. - С. 659-660, табл. 2. (Технологический процесс изготовления змейковых полусепараторов).
2. Романовский В. П. Справочник по холодной штамповке. Л.: Машиностроение, 1979 г. - С. 127-128.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЕПАРАТОРОВ КОНИЧЕСКИХ ПОДШИПНИКОВ | 1996 |
|
RU2103096C1 |
| ЗАЖИМНОЙ ПАТРОН ДЛЯ ОБОЛОЧЕК И ДИСКОВ | 2008 |
|
RU2395371C1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Способ изготовления змейковых полусепараторов шарикоподшипников | 1985 |
|
SU1313548A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С ВНУТРЕННЕЙ ГОРЛОВИНОЙ | 1994 |
|
RU2087233C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С НАРУЖНЫМ ЦИЛИНДРИЧЕСКИМ ПОЯСКОМ | 1994 |
|
RU2087234C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С НАРУЖНЫМ ЦИЛИНДРИЧЕСКИМ ПОЯСКОМ | 1994 |
|
RU2087235C1 |
| Способ изготовления полых изделий | 1980 |
|
SU963645A1 |
| ПОДШИПНИК КАЧЕНИЯ | 2004 |
|
RU2262014C1 |
Способ относится к обработке металлов давлением и может быть использован при изготовлении подшипников. Листовой металл, полученный прокаткой, подвергают осесимметричной холодной деформации до величины относительной деформации по любой оси, не превышающей 7%. Из металла вырубают шайбу, ограниченную соосными окружностями, которую затем деформируют с получением сферических участков под тела качения и расположенных между ними плоских участков для пробивки отверстий под заклепки. В качестве листового металла может быть использован внутренний кружок, полученный в результате вырубки при изготовлении сепараторов подшипников больших размеров. Один из плоских участков половинки сепаратора получают на участке шайбы, находящемся на радиусе, расположенном в тангенциальном направлении под углом 45o к направлению текстуры деформации, вызванной прокаткой. В результате обеспечивается экономия металла, повышение качества полученных изделий и расширение технологических возможностей способа. 2 з.п.ф-лы, 1 ил.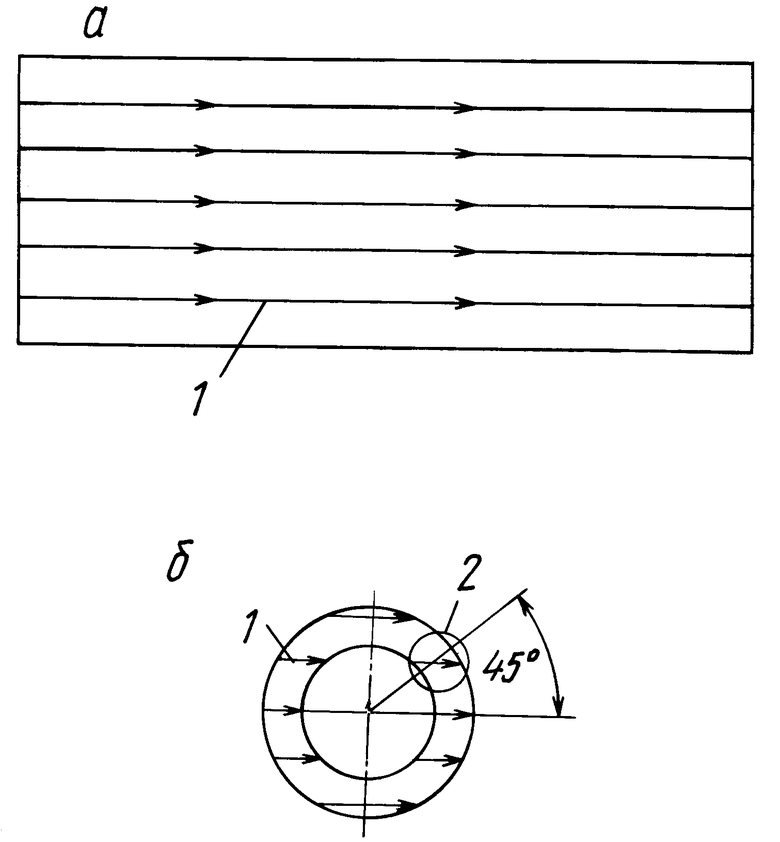
| СПИЦЫН Н.А., СПРИШЕВСКИЙ А.И | |||
| Подшипники качения | |||
| Справочное пособие | |||
| - Машгиз, 1961, с.659 - 660, табл.2 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЙКОВЫХ ПОЛУСЕПАРАТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2070462C1 |
| Способ изготовления змейковых полусепараторов однорядных шарикоподшипников | 1959 |
|
SU129622A1 |
| Способ изготовления кольцевых заготовок для производства змейковых полусепараторов шарикоподшипников | 1952 |
|
SU95359A1 |
| US 3644971, 29.02.1972 | |||
| US 4194277, 25.03.1980 | |||
| СПОСОБ ПРОГНОЗИРОВАНИЯ ТЕЧЕНИЯ ЗАБОЛЕВАНИЯ | 1996 |
|
RU2146056C1 |
