(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЬХ ИЗДЕЛИЙ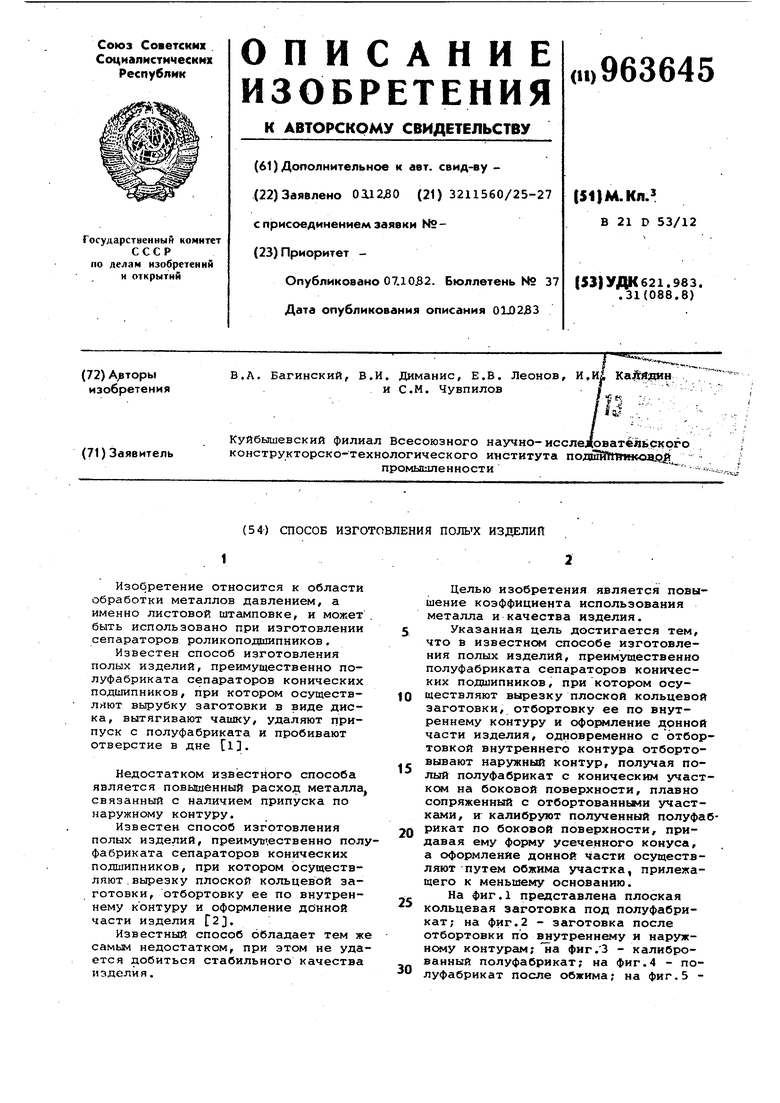
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ И ОТВЕРСТИЕМ В ДНЕ | 1991 |
|
RU2014929C1 |
| Способ зачистки отверстий под отбортовку | 1987 |
|
SU1433566A1 |
| Способ изготовления чашечных сепараторов для подшипников качения | 1984 |
|
SU1319985A1 |
| СПОСОБ ОБРАЗОВАНИЯ ОТБОРТОВОК В ШИРОКОФЛАНЦЕВЫХ ДЕТАЛЯХ | 1997 |
|
RU2116853C1 |
| МЕТАЛЛИЧЕСКИЙ ШТАМПОВАННЫЙ СЕПАРАТОР КОНИЧЕСКОГО РОЛИКОПОДШИПНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2087766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
| Способ изготовления полых деталейКОНичЕСКОй фОРМы | 1979 |
|
SU841712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ С ОДНИМ ИЛИ ДВУМЯ ОСЕСИММЕТРИЧНЫМИ ОТВОДАМИ | 2009 |
|
RU2410188C2 |
| Способ изготовления цилиндрических ступенчатых деталей | 1987 |
|
SU1505633A1 |
Изобретение относится к области обработки металлов давлением, а именно листовой штамповке, и может . быть использовано при изготовлении сепараторов роликоподшипников,
Известен способ изготовления полых изделий, преимущественно полуфабриката сепараторов конических подшипников, при котором осуществляют вырубку заготовки в виде диска, вытягивают чашку, удаляют припуск с полуфабриката и пробивают отверстие в дне 1.
Недостатком известйого способа является повышенный расход металла связанный с наличием припуска по наружному контуру.
Известен способ изготовления полых изделий, преимув.ественно полуфабриката сепараторов конических подшипников, при котором осуществляют, вырезку плоской кольцевой заготовки, отбортовку ее по внутреннему контуру и оформление донной части изделия TSJ.
Известный способ обладает тем же самым недостатком, при этом не удается добиться стабильного качества изделия.
Целью изобретения является повышение коэффициента использования металла и качества изделия.
Указанная цель достигается тем, что и известном способе изготовления полых изделий, преимущественно полуфабриката сепараторов конических подшипников, при котором осуществляют вырезку плоской кольцевой
10 заготовки, отбортовку ее по внутреннему контуру и оформление дрнной части изделия, одновременно с отбортовкой внутреннего контура отбортовывают наружный контур, получая по15лый полуфабрикат с коническим участком на боковой поверхности, плавно сопряженный с отбортованньми участками, и калибруют полученный полуфабрикат по боковой поверхности, при20давая ему форму усеченного конуса, а оформление донной части осуществляют путем обжима участка, прилежащего к меньшему основанию.
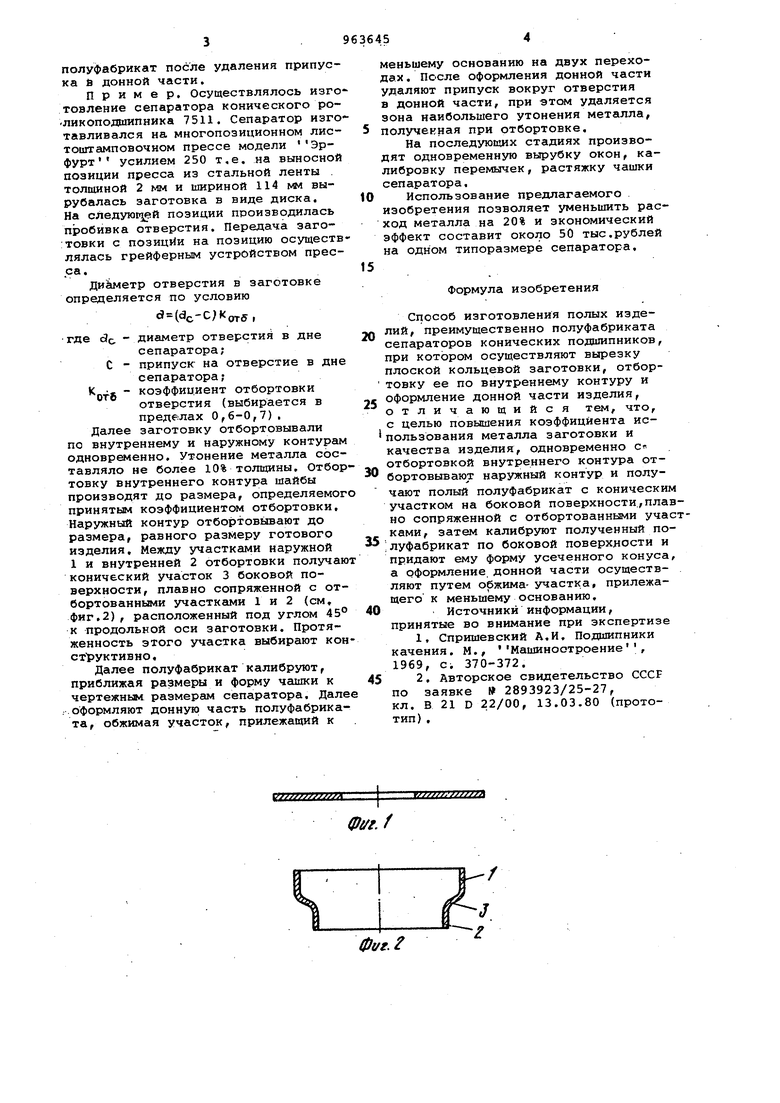
На фиг.1 представлена плоская
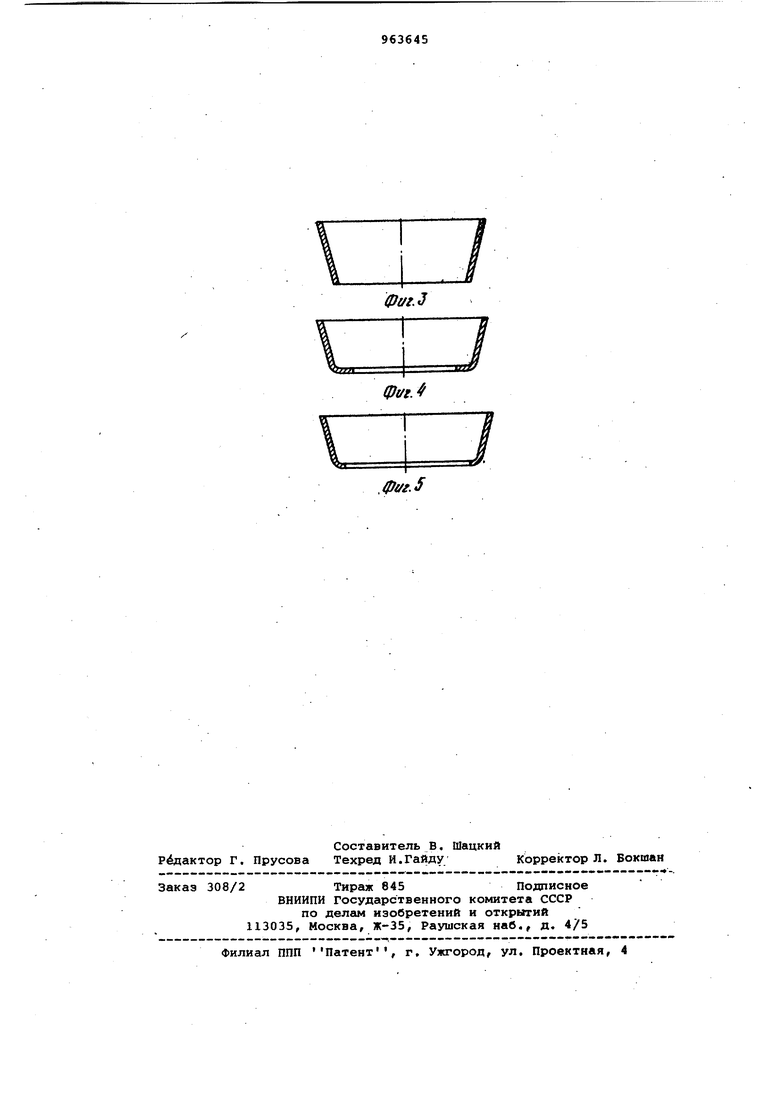
25 кольцевая заготовка под полуфабрикат; на фиг.2 - заготовка после отбортовки по внутреннему и наружчому контурам; на фиг.З - калиброванный полуфабрикат; на фиг.4 - по30луфабрикат после обжима; на фиг.5 полуфабрикат после удаления припуска Ё донной части.
Пример. Осуществлялось изготовление сепаратора конического роликоподшипника 7511. Сепаратор изго тавливался на многопозиционном лисЭртоштамповочном прессе модели
фурт усилием 250 т.е. на выносной позиции пресса из стальной ленты . толщиной 2 мм и шириной 114 мм вырубалась заготовка в виде диска, На следуюр ей позиции производилась пробивка отверстия. Передача заго:товки с позиции на позицию осуществлялась грейферным устройством пресса.
отверстия в заготовке определяется по условию
d(dc-CJKo 5,
где сЗс. - диаметр отверстия в дне
сепаратора; С - припуск на отверстие в дне
сепаратора;
коэффициент отбортовки
отб
отверстия (выбирается в
пределах 0,6-0,7), Далее заготовку отбортовывали по внутреннему и наружному контурам одновременно. Утонение металла составляло не более 10% толщины. Отбортовку внутреннего контура шайбы производят до размера, определяемог принятым коэффициентом отбортовки. Наружный контур отбо зтовывают до размера, равного размеру готового изделия. Между участками наружной 1 и внутренней 2 отбортовки получаю конический участок 3 боковой поверхности, плавно сопряженной с отбортованными участками 1 и 2 (см, фиг.2), расположенный под углом 45° к продольной оси заготовки. Протяженность этого участка выбирают конструктивно.
Далее полуфабрикат калибруют, приближая размеры и форму чашки к чертежным размерам сепаратора. Дале .оформляют донную часть полуфабриката, обжимая участок, прилежащий к
меньшему основанию на двух переходах . После оформления донной части удаляют припуск вокруг отверстия в донной части, при этом удаляется зона наибольшего утонения металла, полученная при отбортовке.
На последующих стадиях производят одновременную вырубку окон, калибровку перемычек, растяжку чашки сепаратора.
Использование предлагаемого изобретения позволяет уменьшить расход металла на 20% и экономический эффект составит около 50 тыс.рублей на одном типоразмере сепаратора.
Формула изобретения
Способ изготовления полых изделий, преимущественно полуфабриката сепараторов конических подшипников, при котором осуществляют вырезку плоской кольцевой заготовки, отбортовку ее по внутреннему контуру и оформление донной части изделия, отличающийся тем, что, с целью повышения коэффициента использования металла заготовки и качества изделия, одновременно сг отбортовкой внутреннего контура отбортовывают наружный контур и получают полый полуфабрикат с конически участком на боковой поверхности., плано сопряженной с отбортованными учаками, затем калибруют полученный по;луфабрикат по боковой поверхности и придают ему форму усеченного конуса а оформление донной части осуществляют путем обжима- участка, прилежащего к меньшему основанию.
Источники информации, принятые во внимание при экспертизе
кл. В 21 D 22/00, 13.03.80 (прототип) .
ф1/г./
Фиг. 2
Фаг.З
ф1/г.
,фуг,5
