Изобретение относится к обработке металлов давлением и может быть использовано на заводах подшипниковой промышленности при изготовлении змейковых сепараторов шарикоподшипников,
Целью изобретения является повышение качества изделий и снижение себестоимости за счет рационального использования металла.
На фиг 1-4 приведена технологичес- О 77,8 мм; гибку гофров в два этапа.
кая схема изготовления змейковых полусепараторов (на фиг. 1 - вырубка- пробивка с получением плоского коль- . ца, диаметральные размеры Ф( которого меньше размеров.
определяемых дей-
ствующей методикой расчета Фр(Ф( - Фр) на фиг. 2 - гибка трапецеидальных- офров с растяжением наклонных участков и обеспечением периметра развертки j равного или большего периметра используемого в данное время плоско- ,го кольца и при соответствующем распределении местного .утонения по периметру полуфабриката; на фиг, 3 - гибка гофров со скругленными вершинами по окружности кольцаJ на фиг.4 - переформовка сфер и площадок).
Операции гибки трапецеидальных гофров с растяжением наклонных участ ков производятся в штампах, конструктивно аналогичных штампам для операций гибки гофров со скругленными вершинами при фиксации кольца по внутреннему диаметру на ограничителе,При этом профиль гибочных пуансонов выбирается так, чтобы гибка с растяжением, сопровождающаяся утонением металла, локализовалась на тех участках кольца, которые при последующей гибке не утоняются или утоняются незначительно. Этим достигается увеличение периметра развертки, а местное утонение, сопровождающее гибку и переформовку, выравнивает толщину у готовых полусепараторов. Б итоге допустимая величина растяжения, получаемая от совместного приг енения гибки с растяжением с местным утонением в одних местах и гибки и переформовки с местным утонением в других местах заготовки j, увеличивается по сравнению с такой .при существующем способе штамповки, а толщина полусепараторов,, не выходя за пределы допускаемых отклонений;, установленных конструкторскими чертжами, становится более равномерной по всему периметру детали.
В качестве примера выполнения способа можно привести технологический процесс изготовления змейкового полусепаратора подшипника 308, включающего вырубку-пробивку кольца с диаметральнь(ми размерами 75,6 и 64,4 мм, что позволяет уменьшить ширину исходной ленты с 90 мм до 80 мм и шаг вырубки с 85,2 мм до
77,8 мм; гибку гофров в два этапа.
0
5
40
JQ
сначала трапецеидальных высотой 6,5 мм с растяжением наклонных участков, а затем со скругленными вершинами высотой 8,5 мм; переформовку гофров с получением чередующихся сфер и площадок. В итоге колебание толщины в изделии уменьшается с 0,19 до 0,07 мм, т.е. в 2,7 раза, технологическая н-орма расхода металла на 1000 сокращается с 90,3 кг до 73,3 кг. Экономия металла 18,8%,
Введение в технологию штамповки змейковых полусепараторов на многопозиционных прессах дополнительной операции гибки с, растяжением, не влияя на производительность пресса, обеспечивает экономию металла за счет уменьшения диаметра вьфубаемого кольца и расширение технологических возможностей использования отходов в виде дисков на другие, меньшие по размерам типоразмеров полусепараторов. При прочих равных условиях введение дополнительной операции гибки 35 с растяжением кольца перед гибкой и калибровкой способствует повышению качества полусепараторов, исключая местные нарушения сплошности, обусловленные неравномерностью утонения исходного металла в операциях гибки и калибровки при существующей технологиии.
Формула изобретения Способ изготовления змейковых полусепараторов шарикоподшипников,включающий вырубку-пробивку плоского кольца, гибку гофр и переформовку их с получением чередующихся сфер и п площадок между сферами по окружности
Ty -iTTT-TTnf Т тт TJT IT о tn ITT ti TI /
45
кольца, отличающийся тем, что, с целью повьт1ения качества изделий и снижения их себестоимости за счет рационального использования металла, гибку гофр осуществляют в два этапа: на первом выполняют трапецеидальные гофры с растяжением наклонных участков, на втором получ.ают гофры со скругленными вершинами, при этом
313135484
кольцо фиксируют по внутреннему дна- размерами, уменьшенными с учетом уве- метру, а вьфубку-пробивку плоского личения длины развертки при растя- кольца выполняют с диаметральными жении.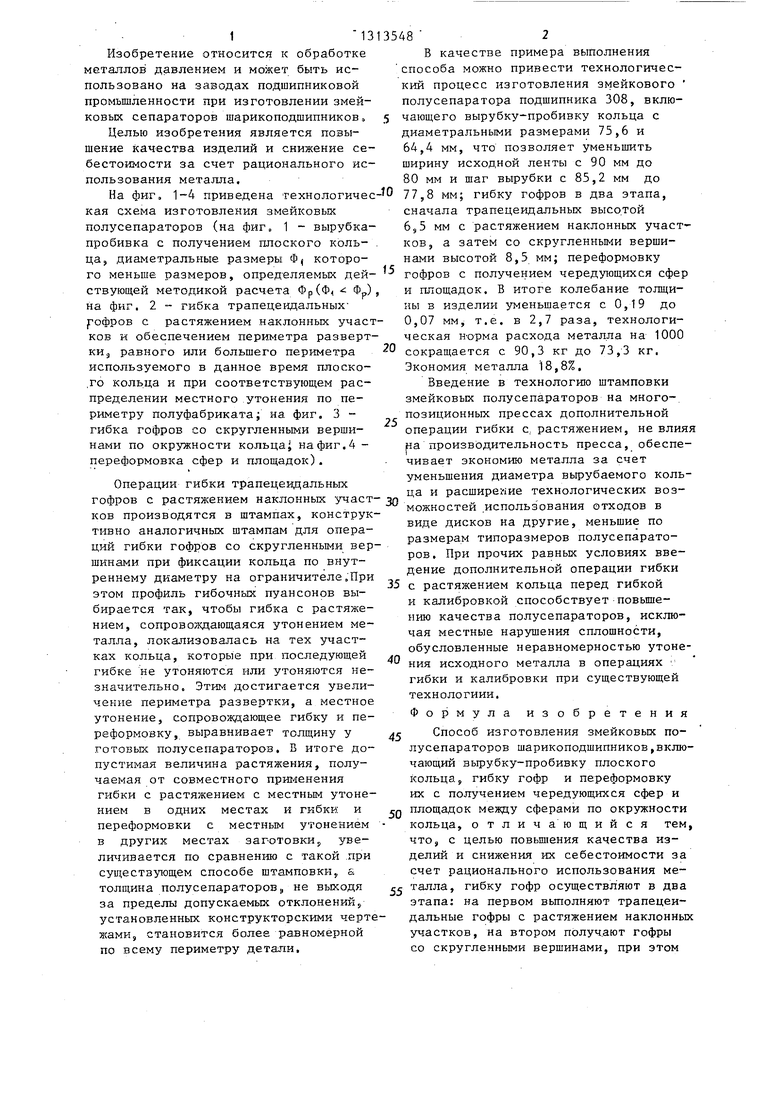
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЙКОВЫХ ПОЛУСЕПАРАТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2070462C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОВИНОК ЗМЕЙКОВЫХ СЕПАРАТОРОВ ПОДШИПНИКОВ | 1999 |
|
RU2156671C1 |
| Способ изготовления гнутых профилей | 1987 |
|
SU1480918A1 |
| Способ изготовления гнутых профилей проката | 1980 |
|
SU978972A1 |
| Способ изготовления гофрированных профилей | 1988 |
|
SU1593729A1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1212650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| Способ изготовления гнутыхпРОфилЕй | 1978 |
|
SU799858A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОСЕСИММЕТРИЧНОГО ИЗДЕЛИЯ | 1990 |
|
SU1800729A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ТРАПЕЦЕИДАЛЬНЫМИ КОЛЬЦЕВЫМИ ГОФРАМИ | 2000 |
|
RU2161543C1 |
Изобретение относится к обработке металлов давлением и обеспечивает повьшение качества изделий и снижение себестоимости за счет рационального использования материала. Способ изготовления змейковых полусепараторов включает дополнительную операцию гибки трапецеидальных гофров с растяжением наклонных участков, выполняемую после вырубки-пробивки плоского кольца. Повышение качества обусловлено тем, что дополнительным растяжением наклонных участков достигается такое распределение материала, которое при последующих операциях гибки гофров со скругленными вершинами и переформовки сфер и площадок между ними обеспечивает более равномерную толщину детали, ликвидируя условия образования надрывов в местах наибольших деформаций растяжения, при этом расширяются технологические возможности использов ания отходов в виде дисков, образующихся при вырубке-пробивке кольца, для изготовления полусепараторов меньших размеров. 4 ил. с SS
Фиг.
Фиг. 5
ор Н.Горват 2160/10
Составитель А.Гузь Техред М. Ходанич
Корр Подп
Тираж 733 ВНИИПИ Государственного комитета СССР
по делам изобретений .и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г,Ужгород, ул.Проектная, 4
Фиг.
Корректор С.Шекмар Подписное
СССР
| Львов Д.С | |||
| и др | |||
| Штамповка кольцевых заготовок | |||
| Машгиз, 1958, с | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
