Изобретение относится к дуговой сварке деталей из титана и его сплавов по газонасыщенным кромкам, с толщиной в области сварного шва от 10 мм и выше, и может быть использовано в различных отраслях промышленности при производстве конструкций из титана и его сплавов.
Известны различные способы сварки деталей из титана и его сплавов, в которых технологические приемы подготовки свариваемых кромок направлены на уменьшение пористости сварных швов: механическая обработка кромок (зачистка) перед сваркой; интенсификация дегазации путем использования галогенидных флюсов; снижение давления газов в канале электронного луча путем создания газоотводных путей; применение режимов сварки, обеспечивающих более длительное существование сварочной ванны для всплытия и удаления из нее пузырьков водорода (Куликов Ф.Р., Редчиц В.В., Хохлов В.В., Особенности возникновения и меры предупреждения пористости при сварке плавлением сплавов титана большой толщины, журнал Сварочное производство, 1975 г., N 11, с. 20-31).
Недостатком известных способов является их низкая эффективность в случае сварки без предварительного удаления газонасыщенного слоя со свариваемых кромок, например, после газового раскроя (резки) титановых плит.
Известен способ сварки деталей из титана и его сплавов, при котором одна из свариваемых кромок подвергается рифлению для уменьшения пористости сварного шва (Лазарев Г.Е., Способ уменьшения пористости в сварных швах, журнал Сварочное производство, 1975 г., N 8, с. 31-33).
Недостатком известного способа являются трудности в его реализации на соединениях повышенной толщины, а также наличие дополнительной механической операции подготовки кромок.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ дуговой сварки неплавящимся электродом изделий из титана и его сплавов (авторское свидетельство СССР N 1030120, B 23 K 9/16, 1983 г.). В прототипе для уменьшения количества пор в шве производят очистку присадочной проволоки непосредственно перед вводом в сварочную ванну путем ее подогрева до 1350oC - 1400oC в среде инертного газа.
Недостатком прототипа является его узкая направленность, влияние состояния свариваемых кромок на порообразование не учитывается.
Изобретение направлено на уменьшение до допустимых значений в сварном шве содержания газов, которые образуются при сварке деталей из титана и его сплавов в инертных газах по газонасыщенным кромкам, образующимся в результате газовой, в частности керосинокислородной или бензинокислородной резки деталей из плит, толщина которых 10 мм и выше.
Сущность изобретения заключается в том, что в способе дуговой сварки деталей из титана и его сплавов, толщина которых от 10 мм и выше, по газонасыщенным кромкам, включающем защиту сварочной ванны инертной газовой средой, в отличие от прототипа сварку осуществляют при определенном соотношении основных параметров режима сварки и глубины проплавления. Это соотношение определяют эмпирической формулой
K = (I•U)/(V•Н) < 50•404 кДж/м2,
где K - коэффициент, характеризующий количество теплоты, приходящееся на единицу поверхности сварочной ванны;
I - сварочный ток, A;
U - дуговое напряжение, В;
V - скорость сварки, м/с;
H - глубина проплавления, м.
Обеспечение параметров режима сварки в заданном соотношении увеличивает время существования сварочной ванны; за это время происходит многократное перемешивание жидкого металла в условиях его перегрева, т.к. температура поверхности ванны под электродом достигает температуры кипения титана. Такие условия максимально способствуют разложению оксидных и других соединений титана, образовавшихся в результате взаимодействия титана с активной средой в процессе газовой резки (Справочник под редакцией Г.В. Самсонова. "Физико-химические свойства окислов". М.: Металлургия, 1969 г., с.455).
В то же время с зеркала сварочной ванны, на которое постоянно выносятся продукты распада, происходит интенсивное испарение титана; поток паров титана, направленный от зеркала ванны в атмосферу холодного защитного газа, захватывает все газообразные продукты разложения, так как пары титана обладают высочайшей химической активностью, которые конденсируются затем на охлаждаемых поверхностях сварочного инструмента и на относительно холодной поверхности свариваемых деталей в виде рыхлых сажеобразных налетов.
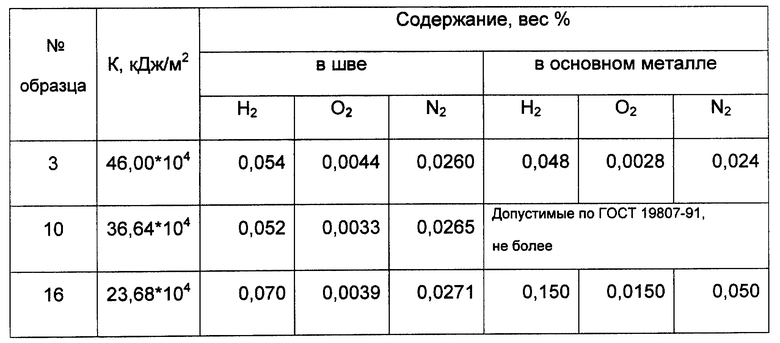
В случае, когда коэффициент K > 50 • 104 кДж/м2, содержание газов (O2 и N2) превышает концентрации, регламентируемые ГОСТ 19807-91.
Дополнительными факторами, которые возникают при соблюдении условия: K = (I•U)/(V•H) < 50•104 кДж/м2, является интенсивное перемешивание металла и удлинение сварочной ванны до 0,08 - 0,10м, при этом ее объем может достигать 0,001 - 0,0015 м3.
Предлагаемый способ сварки деталей из титана и его сплавов осуществляют следующим образом. После газовой или плазменной резки заготовки, предназначенные для сварки, стыкуют по кромкам реза. Если резка производилась вручную, и кромки получились неровными, то зазор в стыке заполняют гранулированной присадкой, например рубленой проволокой. Обезжиривание кромок перед сваркой необязательно. Сварку осуществляют в среде инертных газов - аргона, гелия или их смеси.
Пример.
В таблице приведены результаты химического анализа сварных швов. Образцы для сварки были изготовлены керосинокислородной резкой плиты из титанового сплава ВТ20 толщиной 0,4 м. Сварку осуществляли вольфрамовым электродом в среде гелия.
Из данных таблицы следует, что увеличение содержания газов в сварном шве по сравнению с основным металлом незначительно.
Использование предлагаемого способа сварки деталей из титана и его сплавов позволяет:
- повысить коэффициент испарения металла при производстве сварных титановых конструкций;
- повысить, по сравнению с аналогами, производительность процесса сварки за счет исключения операции фрезерования, при сохранении качества сварного шва;
- сократить расход твердосплавного режущего инструмента;
- использовать однопроходную сварку при толщине свариваемых деталей из титана и его сплавов 10 мм и выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД СВАРКУ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196032C1 |
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ПОД СВАРКУ | 1992 |
|
RU2076029C1 |
| ВЫВОДНАЯ ПЛАНКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1998 |
|
RU2153408C2 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 1994 |
|
RU2113951C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 1996 |
|
RU2135337C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕТАЛЛОВ И СПЛАВОВ, ПРЕТЕРПЕВАЮЩИХ ПОЛИМОРФНОЕ ПРЕВРАЩЕНИЕ | 1996 |
|
RU2110379C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ЗАГОТОВОК ИЗ ТИТАНА И ЕГО СПЛАВОВ | 1999 |
|
RU2176285C2 |
| ЗАТВОР ПЕЧИ ДЛЯ ТЕРМООБРАБОТКИ | 1999 |
|
RU2177131C2 |
| СПОСОБ ОБЕЗВОДОРОЖИВАЮЩЕГО ОТЖИГА ТИТАНА И ЕГО СПЛАВОВ | 2000 |
|
RU2179197C2 |
Изобретение относится к дуговой сварке плавлением титана и его сплавов и может быть использовано в различных отраслях промышленности при производстве титановых конструкций преимущественно средней и повышенной толщины. Уменьшение содержания газов в сварном шве до допустимых значений достигается тем, что сварку осуществляют при соотношении основных параметров режима и глубины проплавления, определяемом эмпирической формулой K = (I•U)/(V•H)< 50•104 кД/ж2, где K - коэффициент, характеризующий количество теплоты, приходящееся на единицу поверхности сварочной ванны; I - сварочный ток, A; U - дуговое напряжение; B; V - скорость сварки, м/с; H - глубина проплавления, м. 1 табл.
Способ однопроходной дуговой сварки деталей из титана и его сплавов толщиной 10 мм и выше по газонасыщенным кромкам, при котором защиту сварочной ванны осуществляют инертной газовой средой, отличающийся тем, что сварку осуществляют при соотношении основных параметров режима и глубины проплавления, определяемом эмпирической формулой
K = (I • U)/(V • H) < 50 • 104 кДж/м2,
где К - коэффициент, характеризующий количество теплоты, приходящееся на единицу поверхности сварочной ванны;
I - сварочный ток, А;
U - дуговое напряжение, В;
V - скорость сварки, м/с;
Н - глубина проплавления, м.
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1030120A1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| ГУРЕВИЧ С.М | |||
| Металлургия и технология сварки титана и его сплавов | |||
| - Киев: Наукова Думка, 1979, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| КУЛИКОВ Ф.Р | |||
| и др | |||
| Особенности возникновения и меры предупреждения пористости при сварке плавлением сплавов титана большой толщины | |||
| Сварочное производство | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| ЛАЗАРЕВ Г.Е | |||
| Способ уменьшения пористости в сварных швах | |||
| Сварочное производство | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |

