Изобретение относится к дуговой сварке в среде защитных газов активных металлов, преимущественно титановых сплавов, и может быть использовано в различных областях промышленности.
Из уровня техники известно, что одним из наиболее распространенных дефектов при сварке титановых сплавов является пористость, которая связана, в частности, с выделением водорода из стыкуемых кромок в объем сварочной ванны. Поэтому существующие способы уменьшения пористости направлены на удаление адсорбированного слоя со свариваемых кромок либо на создание в сварочной ванне гидродинамической обстановки, облегчающей всплытие водородных пузырьков.
Известен способ дуговой сварки титана неплавящимся электродом (а.с. СССР N 1030120, В 23 К 9/16, 1983 г.), в котором для уменьшения пористости производят очистку присадочной проволоки непосредственно перед вводом в сварочную ванну путем ее подогрева до 1350oС - 1400oС в среде инертного газа.
Недостатком известного способа является его узкая направленность, влияние состояния свариваемых кромок на порообразование не учитывается.
Известен способ подготовки под сварку соединений из титановых сплавов (а.с СССР N 1519022, В 23 К 9/235, 1989 г.), при котором на поверхности стыкуемых кромок формируют защитный слой из нитридов титана.
Недостатком известного способа является обязательное выполнение дополнительной операции (плазменного раскроя), что далеко не всегда осуществимо из-за дополнительных затрат.
Известен также способ сварки титановых сплавов (а.с СССР N 183303, В 23 К 9/16, 1966 г.), при котором для улучшения пористости на кромки стыка и на поверхность электродной (присадочной) проволоки наносят бескислородный флюс на основе галогенидов металлов.
Недостатком известного способа является дополнительный процесс нанесения флюса на поверхность детали и присадочной проволоки, являющийся дополнительной технологической операцией, которая увеличивает трудоемкость сварки, а также опасность загрязнения сварного шва продуктами разложения флюса.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ (Куликов Ф.Р., Редчиц В.В., Хохлов В. В. "Особенности возникновения и меры предупреждения пористости при сварки плавлением титана большой толщины", "Сварочное производство", 1975 г., N 11, стр. 26 - 31), основанный на подборе параметров режима сварки с целью создания благоприятных условий для всплытия газовых пузырьков из объема сварочной ванны.
Недостатком известного способа является то, что в реальных условиях невозможно подобрать режимы сварки, гарантирующие достаточно длительное время существования сварочной ванны. Поэтому ограничиваются лишь общими рекомендациями, например использование скорости сварки менее 9 м/ч.
Изобретение направлено на повышение качества сварных соединений за счет устранения водородной пористости свариваемых кромок титана и его сплавов и снижение трудоемкости путем исключения дополнительных операций по обработке свариваемых кромок.
Поставленная задача решается при помощи того, что аргонодуговую сварку титановых сплавов в отличие от прототипа осуществляют плоскозаточенным электродом с двумя вершинами, расположенными при сварке последовательно, причем расстояние между двумя вершинами определяют по эмпирическому соотношению t ≤ 0,013 • Iсв, где t - расстояние между вершинами, мм; Iсв - сварочный ток, A; 0,013 - коэффициент для аргонодуговой сварки, мм/а. Обеспечение заданного соотношения позволяет в широких пределах изменять время существования жидкой металлической ванны; его минимальная продолжительность будет зависеть от скорости сварки и расстояния между вершинами электрода при неизменном сварочном токе, а также от силы сварочного тока (τ = (0,13 • Iсв/Vсв)).
В то же время существует достаточно жесткая связь между двумя основными параметрами режима предлагаемого способа сварки - сварочным током Iсв и расстоянием между вершинами электрода t. При нарушении соотношения t ≤ 0,013 • Iсв возможен обрыв одной из двух дуг, возбуждаемых с электрода; в этом случае скорость кристаллизации металла в сварочной ванне резко возрастет, и благоприятные условия, необходимые для эвакуации пузырьков водорода из жидкого металла, будут нарушены.
Соблюдение соотношения t ≤ 0,013 • Iсв позволяет полностью устранить явления водородной пористости при аргонодуговой сварке титановых сплавов.
Сущность изобретения поясняется графическими материалами, где на чертеже представлена схема предлагаемого способа дуговой сварки. Плоскозаточенный вольфрамовый электрод 1 с двумя вершинами 2 устанавливают таким образом, чтобы обе вершины располагались по оси стыка детали 3. При подаче сварочного тока одновременно возбуждаются две сварочные дуги 4. Первая по ходу сварки дуга расплавляет свариваемые кромки и присадочный металл, а вторая дуга удерживает ванну в жидком состоянии дополнительное время, достаточное для всплытия водородных пузырьков на поверхность.
Пример. 30 Образцов из титанового сплава ВТ-20 подвергали поверхностной обработке, провоцирующей водородную пористость, и последующей аргонодуговой сварке.
Причем для сварки 6 образцов (контрольных) использовался стандартный вольфрамовый электрод с конусной заточкой, а для остальных - плоскозаточенный вольфрамовый электрод с двумя вершинами.
Исследование сварных швов показалo, что на всех 6 контрольных образцах наблюдается сплошная пористость.
В то же время из остальных 24 образцов, заваренных по предложенному способу, единичные поры (1 пора на 25 см сварного шва) были обнаружены лишь на 3 образцах; остальные швы полностью свободны от пор.
Таким образом, использование изобретения позволяет устранить трудоемкие операции по подготовке поверхности стыка к сварке и повысить качество сварных швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОПРОХОДНОЙ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ ТОЛЩИНОЙ 10 ММ И ВЫШЕ ПО ГАЗОНАСЫЩЕННЫМ КРОМКАМ | 1999 |
|
RU2156680C1 |
| ВЫВОДНАЯ ПЛАНКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1998 |
|
RU2153408C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕТАЛЛОВ И СПЛАВОВ, ПРЕТЕРПЕВАЮЩИХ ПОЛИМОРФНОЕ ПРЕВРАЩЕНИЕ | 1996 |
|
RU2110379C1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 1994 |
|
RU2113951C1 |
| ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД | 1999 |
|
RU2162779C2 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ В ИНЕРТНЫХ ГАЗАХ | 2001 |
|
RU2193479C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД СВАРКУ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196032C1 |
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ПОД СВАРКУ | 1992 |
|
RU2076029C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ | 2001 |
|
RU2201320C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 1996 |
|
RU2135337C1 |
Способ может быть использован при производстве сварных титановых конструкций. Сварку титановых сплавов осуществляют неплавящимся плоскозаточенным электродом с двумя последовательно расположенными вершинами в среде аргона. Расстояние между вершинами электрода определяют по зависимости t ≤ 0,013 • Icв, где t - расстояние между вершинами, мм; Icв - сварочный ток, A; 0,013 - коэффициент для аргонодуговой сварки, мм/а. Способ позволяет устранить водородную пористость исключением операций по подготовке стыкуемых поверхностей к сварке и по исправлению дефектов сварки. 1 ил.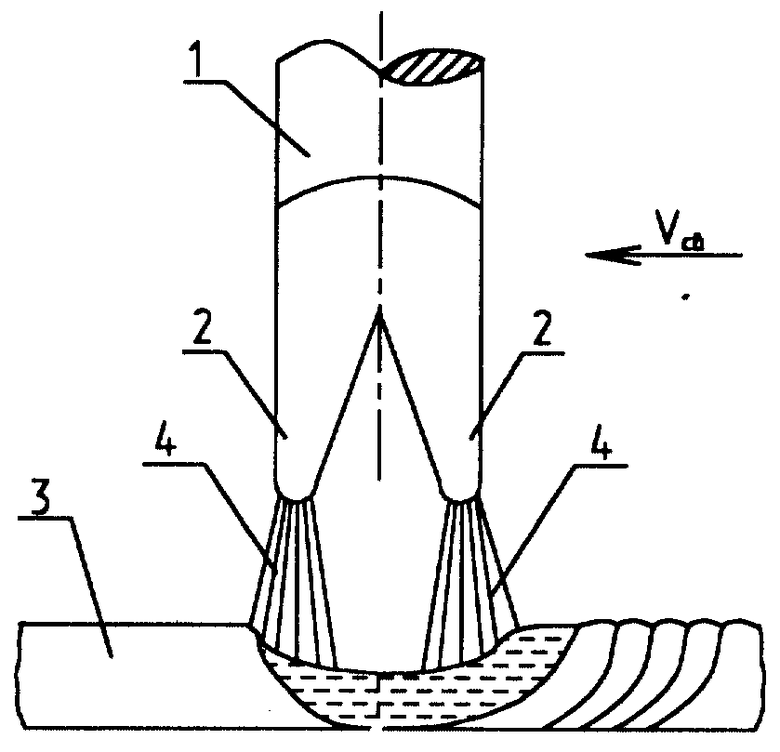
Способ аргонодуговой сварки титановых сплавов, при котором сварку осуществляют неплавящимся электродом, а время существования сварочной ванны регулируют путем подбора параметров режима сварки, отличающийся тем, что электрод выполняют плоскозаточенным с двумя последовательно расположенными вершинами, при этом расстояние t (мм) между вершинами выбирают из условия t ≤ 0,013 • Iсв, где Iсв - сварочный ток, А.
| Куликов Ф.Р | |||
| и др | |||
| Особенности возникновения и меры предупреждения пористости при сварке плавлением титана большой толщины | |||
| Сварочное производство | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД | 1970 |
|
SU425749A1 |
| Суздалев И.В | |||
| и др | |||
| Влияние угла наклона электрода на образование газовых полостей в корне шва при аргонодуговой сварке титана | |||
| Сварочное производство | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |

