Изобретение относится к области термической обработки титана и его сплавов и может быть использовано в авиастроительной, машиностроительной и других областях промышленности.
Известен способ вакуумного обезводороживающего отжига титана и его сплавов ("Вакуумный отжиг титановых конструкций", Б.А. Колачев, В.В. Садков, В. Д. Талалаев и др. М., Машиностроение, 1991, с. 196). Способ включает подготовку садки к вакуумному отжигу, подготовку вакуумной установки, размещение садки в вакуумной установке, вакуумирование рабочего пространства установки, нагрев садки до заданной температуры, выдержку при заданной температуре, охлаждение садки после выдержки, напуск воздуха в установку на стадии охлаждения, разгрузку установки.
На фиг 1 представлена типичная циклограмма вакуумного обезводороживающего отжига титановых конструкций по известному способу из сплава ОТ4. Обозначения на циклограмме: 1 - задержка нагрева для десорбции и откачки паров воды, 2 - задержка нагрева для десорбции и откачки органических веществ, 3 - задержка нагрева вследствие интенсивного выделения водорода, обусловленного растворением оксидной пленки, 4 - выдержка при температуре нагрева, 5 - напуск воздуха в установку, 6 - выгрузка конструкций.
Известный способ вакуумного обезводороживающего отжига имеет следующие недостатки. Вакуумный отжиг - операция длительная из-за малых скоростей нагрева и охлаждения (теплопередача в вакууме осуществляется в основном лучеиспусканием). Для отжига крупногабаритных конструкций требуется разработка и изготовление крупногабаритных агрегатов.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ обезводороживающего отжига титановых конструкций, Б.А. Колачев, В.В. Садков, В.Д. Талалаев и др. М., Машиностроение, 1991, с. 182). Способ заключается в следующем. Готовят садку деталей и помещают в камеру загрузки. Осуществляют вакуумирование камеры загрузки, после чего садку передают в разогретую камеру для нагрева и отжига деталей. После отжига садку передают в камеру охлаждения, в которой производят ускоренное охлаждение напуском инертного газа.
Такой способ позволяет значительно сократить общий цикл обезводороживающего отжига, но имеет ряд существенных недостатков. Для каждой операции загрузки, отжига, охлаждения требуется отдельная камера с индивидуальными установками вакуумирования. Для отжига крупногабаритных конструкций требуется разработка и изготовление крупногабаритных агрегатов. Для реализации способа требуется дорогостоящее вакуумное оборудование. Длителен процесс подготовки к работе вакуумной печи после перерыва.
Задачей изобретения является расширение технологических возможностей, увеличение производительности труда и снижение трудоемкости за счет сокращения обезводороживающего цикла отжига, а также за счет интенсификации этого процесса.
Сущность изобретения заключается в том, что в способе обезводороживающего отжига титана и его сплавов, включающем загрузку деталей в разогретую и вакуумированную печь, герметизацию печи, выдержку и охлаждение деталей, согласно изобретению перед загрузкой печь заполняют инертными мелкодисперсными частицами, производят вибрацию частиц, подают в печь инертный газ, загрузку, выдержку и охлаждение деталей производят в вибрирующих частицах, герметизацию печи осуществляют с помощью затвора из сыпучих материалов, включающего окись алюминия и титановую крошку, а при охлаждении деталей вибрацию частиц и подачу инертного газа в печь интенсифицируют.
Условия вибрации во время загрузки деталей в разогретую печь и во время охлаждения деталей после выдержки выбирают таковыми, чтобы поступательные движения частиц преобладали над колебательными движениями, т.е. чтобы создавались условия увеличения теплопередачи между частицами и деталями, однако вибрацию ограничивают, чтобы не возникло кипящего слоя. При этом во время загрузки деталей в разогретую печь происходит интенсивный процесс разогрева деталей до заданной температуры. Во время выдержки деталей в печи условия вибрации выбирают такими, чтобы колебательные движения контактирующих с деталями частиц преобладали над поступательными движениями. При этом непосредственно на поверхности деталей создаются попеременно, соответственно частоте вибрации частиц, зоны разряжения отрывом и прижатием мелко-дисперстных частиц к поверхности деталей, что интенсифицирует процесс обезводороживания поверхности деталей при отжиге. После загрузки деталей печь герметизируют с помощью затвора из сыпучих материалов, включающих окись алюминия и титановую крошку. Затвор исключает доступ в камеру из атмосферы воздуха и влаги, а также способствует выбросу в атмосферу из камеры водорода, выделяющегося при отжиге, и инертного газа. При охлаждении деталей вибрацию инертных мелкодисперсных частиц и подачу инертного газа в печь интенсифицируют, отключая обогрев камеры и увеличивая вибрацию и скорость подачи инертного газа в печь, однако, не доводя до возникновения кипящего слоя.
Способ осуществляют следующим образом. В печь загружают инертные мелкодисперсные углеграфитовые частицы, производят вибрацию этих частиц и подают в печь инертный газ, например аргон. Печь разогревают до температуры 650-750oC, и в вибрирующие частицы загружают подготовленную садку деталей из титановых сплавов, например сплавов ОТ4, ОТ4-1, ВТ20. Печь герметизируют с помощью затвора из сыпучих материалов, включающих, например, окись алюминия и титановую крошку. Производят выдержку деталей в течение 1-2 часов в разогретой до температуры 650-750oC печи. Затем осуществляют процесс охлаждения деталей, отключая нагрев печи. Вибрацию инертных мелкодисперсных частиц и подачу инертного газа в печь во время охлаждения деталей интенсифицируют, например, регулируя скорость или амплитуду вибрации.
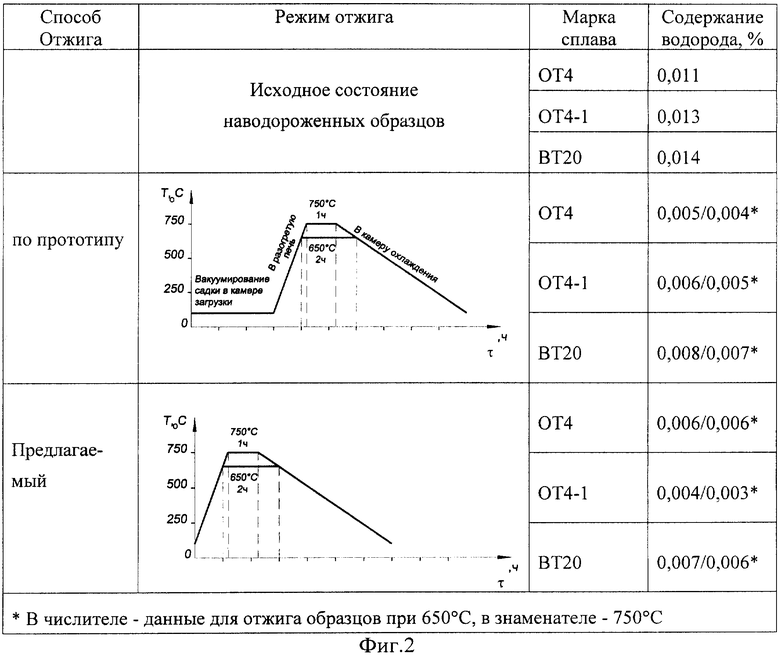
На фиг. 2 в таблице представлено сравнение способов обезводороживающего отжига деталей из титановых сплавов по прототипу и по предлагаемому способу.
Из таблицы видно, что интенсивность обезводороживания образцов из различных титановых сплавов по предлагаемому способу не уступает прототипу. При использовании предлагаемого способа исключается операция подготовки печи к отжигу, особенно после длительного перерыва в работе. Отпадает необходимость в дорогостоящем вакуумном оборудовании, расширяются технологические возможности, увеличивается производительность и снижается трудоемкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ, СТАЛЕЙ И СПЛАВОВ | 1999 |
|
RU2186860C2 |
| СРЕДА ДЛЯ КОМПЛЕКСНОГО НАСЫЩЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛОВ | 1998 |
|
RU2133298C1 |
| ЗАТВОР ПЕЧИ ДЛЯ ТЕРМООБРАБОТКИ | 1999 |
|
RU2177131C2 |
| ЗОНД ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2177046C1 |
| СПОСОБ ОДНОПРОХОДНОЙ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ ТОЛЩИНОЙ 10 ММ И ВЫШЕ ПО ГАЗОНАСЫЩЕННЫМ КРОМКАМ | 1999 |
|
RU2156680C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2111279C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ЗАГОТОВОК ИЗ ТИТАНА И ЕГО СПЛАВОВ | 1999 |
|
RU2176285C2 |
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ ГАЗОФЛЮСОВОЙ СМЕСИ В РАСПЛАВ | 1998 |
|
RU2151811C1 |
| СПОСОБ ЗАКАЛКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 2000 |
|
RU2186859C2 |
| СПОСОБ УПРОЧНЕНИЯ ТИТАНОВЫХ СПЛАВОВ (ВАРИАНТЫ) | 2000 |
|
RU2202629C2 |
Изобретение относится к области термической обработки титана и его сплавов. Способ обезводороживающего отжига титана и его сплавов включает загрузку деталей в разогретую и вакуумированную печь, герметизацию печи, выдержку и охлаждение деталей, согласно изобретению перед загрузкой печь заполняют инертными мелкодисперсными частицами, производят вибрацию частиц, подают в печь инертный газ, загрузку, выдержку и охлаждение деталей производят в вибрирующих частицах, герметизацию печи осуществляют с помощью затвора из сыпучих материалов, включающего окись алюминия и титановую крошку, а при охлаждении деталей вибрацию частиц и подачу инертного газа в печь интенсифицируют. Изобретение позволяет расширить технологические возможности, увеличить производительность труда и снизить трудоемкость процесса за счет сокращения цикла отжига, а также за счет интенсификации этого процесса. 2 ил.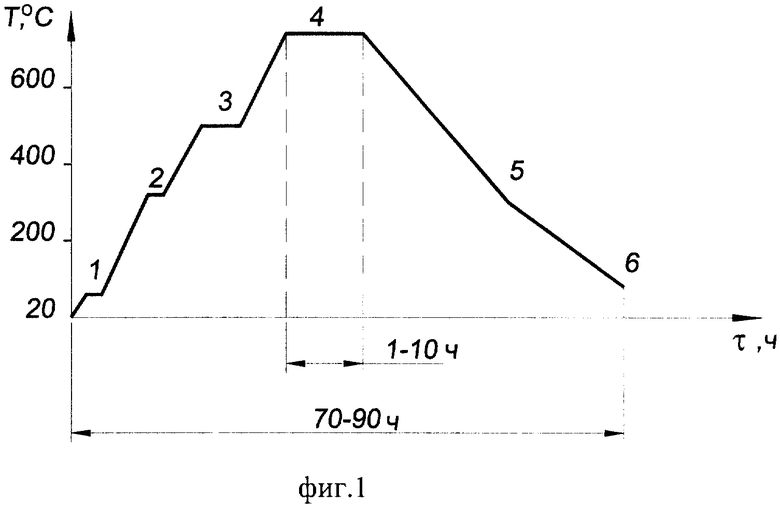
Способ обезводороживающего отжига титана и его сплавов, включающий загрузку деталей в разогретую и вакуумированную печь, герметизацию печи, выдержку и охлаждение деталей, отличающийся тем, что перед загрузкой печь заполняют инертными мелкодисперсными частицами, производят вибрацию частиц, подают в печь инертный газ, загрузку, выдержку и охлаждение деталей производят в вибрирующих частицах, герметизацию печи осуществляют с помощью затвора из сыпучих материалов, включающего окись алюминия и титановую крошку, а при охлаждении деталей вибрацию частиц и подачу инертного газа в печь интенсифицируют.
| КОЛАЧЕВ Б.А | |||
| и др | |||
| Вакуумный отжиг титановых конструкций | |||
| - М.: Машиностроение, 1991, с.182 | |||
| Способ обезводораживающего отжига титана и его сплавов | 1973 |
|
SU482513A1 |
| Засыпка затвора печи для термообработки | 1978 |
|
SU718488A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2020187C1 |
| Способ термической обработки крупногабаритных изделий и сварных узлов из сплавов на основе титана | 1975 |
|
SU633927A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 0 |
|
SU177439A1 |
| JP 09053163, 25.02.1997 | |||
| US 4872927 A, 10.10.1989 | |||
| УСТРОЙСТВО для МЕХАНИЧЕСКОЙ ЧИСТКИ ИЗЛОЖНИЦ | 0 |
|
SU388830A1 |

