Изобретение относится к сварке плавлением заготовок из титановых сплавов, а именно к подготовке кромок листовых заготовок под сварку, и может быть использовано в различных отраслях народного хозяйства при производстве сварных титановых конструкций.
Известен способ подготовки поверхности заготовок перед сваркой (патент RU 2076029 С1, МКИ - 6 В 23 К 9/235), по которому заготовки подвергают прогреву в воздушной среде при температуре 150-300oС в течение 1-3 ч после фрезерования, зачистки, обезжиривания и обезвоживания, после травления, после гидропескоструйной обработки.
Недостатком известного способа является длительная технология процесса подготовки, включающего ряд технологических операций.
Наиболее близким к предлагаемому, принятому за прототип является способ подготовки под сварку соединений из титановых сплавов ("Штамповка, сварка, пайка и термообработка титана и его сплавов в авиастроении". Братухин А.Г., Иванов Ю. Л. , Марьин Б.Н. и др. М.: Машиностроение, 1997. С. 290-291), по которому для повышения качества подготовки кромок под сварку и сварного соединения используют плазменно-дуговой процесс, основанный на использовании в качестве плазмообразующей среды технического азота и позволяющий избегать существенного газонасыщения металла в процессе подготовки под сварку при раскрое заготовок.
Недостатком известного способа является ограниченная область его применения, так как известный способ пригоден только для обработки кромок плит при раскрое. Известный способ непригоден для обработки кромок тонких листов (толщиной до 5 мм) при плазменном раскрое, так как приводит к образованию грубой, шероховатой поверхности свариваемых кромок, что требует дополнительной механической обработки.
Задачей предлагаемого изобретения является исключение промежуточных технологических операции подготовки кромок под сварку между раскроем и сваркой; повышение качества поверхности кромок под сварку, исключение порообразования в процессе сварки.
Предложенный способ заключается в том, что обработку кромок под сварку листовых заготовок из титановых сплавов ведут в среде технического азота сфокусированным лазерным излучением с удельной погонной плотностью мощности
где Ef - плотность мощности лазерного излучения, Вт/см2;
Vл - скорость резания, м/мин.
Увеличение удельной погонной плотности мощности Еfл более 4,45 • 10-5 (Вт/см2)/(м/мин) приводит к ухудшению качества реза, шероховатости  и более. Кроме того, в металле шва наблюдается заметное повышение содержания азота и кислорода по сравнению с содержанием их в основном металле, а также появляются поры.
и более. Кроме того, в металле шва наблюдается заметное повышение содержания азота и кислорода по сравнению с содержанием их в основном металле, а также появляются поры.
При удельной погонной плотности мощности сфокусированного лазерного излучения Efл менее 2,81 • 10-5 (Вт/см2)/(м/мин) также ухудшается качество поверхности реза; на нижней стороне реза образуется грат в виде капель, увеличивается в несколько раз продолжительность обработки.
Способ осуществляется следующим образом. Листы из титанового сплава толщиной δ =0,5-3 мм подвергались лазерной резке сфокусированным лазерным излучением с удельной погонной плотностью мощности равной
в среде технического азота.
Макрорельеф поверхности заготовок имел высокую степень чистоты шероховатость  по прототипу
по прототипу  отклонение от заданного размера L= 500 мм не превышало 0,02 мм, по прототипу - 0,5-1 мм.
отклонение от заданного размера L= 500 мм не превышало 0,02 мм, по прототипу - 0,5-1 мм.
Титановые заготовки, обработанные предложенным способом, можно сваривать дуговой, электронно-лучевой и лазерной сваркой.
Полученные образцы вылеживались 60 дней в условиях атмосферы механического цеха. Затем образцы сваривали в среде аргона на сварочном автомате АДСВ6. Перед сваркой кромки образцов не подвергались механической обработке, не зачищались, не подвергались обезжириванию ацетоном и обезвоживанию спиртом.
Среднее содержание газов в металле сварного шва на неотожженных сварных образцах составляет, мас.%: водород 0,0059; азот 0,034; кислород 0,088; по прототипу водород 0,0098; азот - 0,048; кислород - 0,110.
Механические испытания сварных образцов в отожженном состоянии показали, что их свойства находятся на уровне основного металла: предел прочности 1180 МПа, угол загиба 56o (приведены средние значения по 7 измерениям). Рентгенографический анализ сварных образцов показал отсутствие даже единичных пор в сварных соединениях.
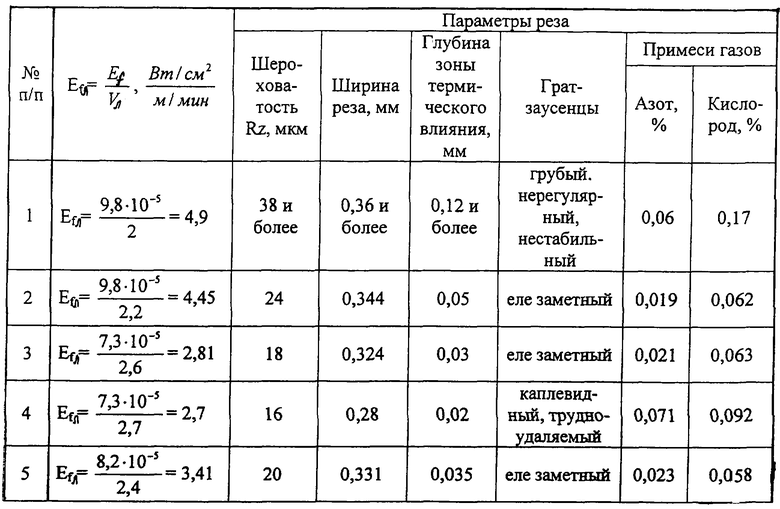
При резке листа из титанового сплава ВТ20 толщиной 2 мм получены результаты, приведенные в таблице.
Из сравнения данных по позициям 1 и 2 таблицы видно, что при скорости реза менее 2,2 м/мин при максимальной плотности мощности лазерного излучения ухудшается качество реза по всем параметрам реза.
При сравнении позиций 3 и 4 таблицы видно, что увеличение скорости реза более 2,6 м/мин при минимальной плотности мощности лазерного излучения также ухудшается качество реза.
Из анализа позиции 5 таблицы видно, что при использовании данных, входящих в заявленные интервалы значений, достигается технический результат.
В данном способе подготовки кромок отсутствуют промежуточные технологические операции между этапами раскроя листов и их сваркой. Экономическая эффективность достигается за счет исключения технологических операций подготовки кромок листовых заготовок под сварку, исключения механических работ при подготовке кромок и даже исключения операций обезжиривания и обезвоживания, а также уменьшения объема работ по исправлению брака (пор). Улучшение качества сварных конструкций достигается за счет улучшения формирующегося обработкой рельефа поверхностного слоя, его чистоты, повышения точности раскраиваемых заготовок, что позволяет при сварке исключить полностью порообразование и получать механические свойства сварного шва, идентичные основному металлу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОПРОХОДНОЙ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ ТОЛЩИНОЙ 10 ММ И ВЫШЕ ПО ГАЗОНАСЫЩЕННЫМ КРОМКАМ | 1999 |
|
RU2156680C1 |
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ПОД СВАРКУ | 1992 |
|
RU2076029C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| СРЕДА ДЛЯ КОМПЛЕКСНОГО НАСЫЩЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛОВ | 1998 |
|
RU2133298C1 |
| ВЫВОДНАЯ ПЛАНКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1998 |
|
RU2153408C2 |
| ЗОНД ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2177046C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2148460C1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 1994 |
|
RU2113951C1 |
Изобретение относится к сварке плавлением заготовок из титановых сплавов и может быть использовано в различных отраслях народного хозяйства при производстве сварных конструкций. Кромки листовых заготовок перед сваркой обрабатывают резанием. Обработку проводят в среде технического азота сфокусированным лазерным излучением с удельной погонной плотностью мощности Efл= Ef/Vл, где Ef - плотность мощности лазерного излучения ((7,3-9,8)•10-5 Вт/см2); Vл - скорость резания (2,2-2,6 м/мин). При осуществлении данного способа становится возможным исключение множества промежуточных технологических операций при подготовке кромок под сварку, а также повышение качества поверхности кромок. 1 табл.
Способ подготовки кромок под сварку листовых заготовок из титановых сплавов, включающий обработку резанием кромок перед сваркой в среде технического азота, отличающийся тем, что обработку кромок ведут сфокусированным лазерным излучением с удельной погонной плотностью мощности
Efл= Ef/Vл,
где Ef - плотность мощности лазерного излучения, равная 7,3-9,8•10-5 Вт/см2;
Vл - скорость резания, равная 2,2 - 2,6 м/мин.
| БРАТУХИН А.Г | |||
| Штамповка, сварка, пайка и термообработка титана и его сплавов в авиастроении | |||
| - М.: Машиностроение, 1997, с | |||
| РЕЛЬСОВАЯ ПЕДАЛЬ | 1920 |
|
SU290A1 |
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ПОД СВАРКУ | 1992 |
|
RU2076029C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2108899C1 |
| US 4798931, 17.01.1989. | |||

