Изобретение относится к технике переработки металлических конструкций на лом.
Известны способы для электродуговой, газовой, лазерной, механической и других традиционных способов разрезки металла (см. Малаховский В.А. Руководство для обучения газосварщика и газорезчика: Практическое пособие. - М.: Высш. шк. , 1990. - 303 с.) и более современные способы для электронно-лучевой, электроэрозионно-химической, анодно-механической, электродугоконтактной и электрохимической разрезки (см. Электродугоконтактная резка металлов /А. П. Веселовский, В.Я. Фролов, А.В. Донской.- СПб.: Энергоатомиздат. Санкт-Петербург. отделение, 1993. - 124 с.), каждый из которых имеет существенные недостатки: дороговизну, чрезмерные энергозатраты, экологическую опасность и т.д.
Наиболее близким к заявленному решению и принятым за прототип является устройство для нетепловой разрезки металла (см. Полезная модель 2537 RU, МПК 6 B 26 F 3/00. Устройство для нетепловой разрезки металла /В.М. Корниенко, Г. К. Корнейчук, А. И. Шуман (РФ). - 94019367/20; Заявл. 25.05.94; Опубл. 16.08.96, Бюл. N 8).
По способу с применением известного устройства используют электролитическую ванну, в которой размещают неизолированный инструмент-электрод, установленный с зазором к разрезаемой металлической конструкции, зазор заполняют электропроводящей внешней средой, также используют источник питания постоянного электрического тока; на поверхность разрезаемой конструкции наносят покрытие, в котором по траектории разреза прорезают канавку до металла, погруженную в электропроводящую среду.
Недостаток этого способа сводится к следующему.
Производительность разделения металла зависит от скорости продвижения электролитического растворения металла в глубь конструкции, которая при опытно-промышленных испытаниях на конструкциях толщиной 6...12 мм в случае использования в качестве электролита морской воды (независимо от длины реза) сначала может доходить до 1 мм/ч, а затем резко понижается, так как формирование реза при этом происходит не только в глубину металла, но и в ширину (при этом чем глубже рез, тем он шире). Поэтому для металлов толщиной более 6 мм, наряду с увеличением коррозионных отходов, уменьшается производительность.
Изобретение решает задачи: ограничения ширины реза и увеличения на этой основе производительности разделения металла в процессе его анодного растворения в электролитической ванне.
Эта задача достигается тем, что на поверхность конструкции, подключенной к положительному полюсу источника электрического тока, наносят электроизоляционное покрытие, в котором по траектории разреза прорезают канавку до металла, устанавливают с зазором неизолированный инструмент-электрод, подключенный к отрицательному полюсу источника тока, помещают конструкцию в электролитическую ванну и разрезают металл с помощью электропроводящей среды, заполняющей зазор между канавкой и инструментом-электродом, при этом канавку углубляют путем включения источника тока и на ее месте получают такой вырез, ширина которого имеет технологически обоснованную фиксированную величину, на поверхность полученного выреза наносят электроизоляционное покрытие, в котором прорезают следующую канавку до металла и углубляют вырез далее, затем последовательно осуществляют операции по углублению в металле выреза при его технологически обоснованной фиксированной ширине.
Отличительными признаками изобретения являются:
канавку углубляют путем включения источника тока и на ее месте получают такой вырез, ширина которого имеет технологически обоснованную фиксированную величину, на поверхность полученного выреза наносят электроизоляционное покрытие, в котором прорезают следующую канавку до металла и углубляют вырез далее, затем последовательно осуществляют операции по углублению в металле выреза при его технологически обоснованной фиксированной ширине.
Указанные отличительные признаки изобретения позволяют ограничить ширину реза, вследствие следующего явления.
Когда на месте канавки получают вырез определенной ширины, процесс анодного растворения металла прекращают. На чистую металлическую поверхность выреза наносят электроизоляционное покрытие для того, чтобы предотвратить анодное растворение металла по всей поверхности выреза. В новом электроизоляционном покрытии прорезают следующую канавку до металла. При включении источника питания анодное растворение металла производят как раз по этой канавке. Выполняют эту операцию, как в предыдущем случае, до той же определенной ширины и снова процесс прекращают, и т.д. Таким образом, разрезание металла производят на фиксированной ширине.
Безусловно то, что фиксированная ширина реза желательна быть минимальной, однако, имеются технологические ограничения. Если при минимальной ширине реза производят разрезку металла на большую глубину, то возникают затруднения с качественным нанесением электроизоляционного покрытия на поверхность выреза - для этого ширину реза увеличивают. Далее возникают разные условия нанесения электроизоляционного покрытия на поверхность реза в случае, когда анодное растворение металла производят в электролитической ванне с ее осушением для нанесения последующих слоев, и в случае - без ее осушения, т.е. в подводном состоянии. Также электроизоляционное покрытие наносят вручную (кистью) или механизированным устройством (специальным пистолетом). Следовательно, для получения качественной разрезки металла ширину реза принимают возможно меньшей, но технологически обосновывают, исходя из указанных и других возможных обстоятельств (т.е. оптимизируют).
Указанные отличительные признаки изобретения позволяют увеличить производительность разделения металла за счет того, что процесс анодного растворения в электролитической ванне осуществляют в глубь металла в размере ширины, не более технологически обоснованной фиксированной величины. При этом скорость продвижения реза в глубь металла увеличивается в такое число раз, которое равно отношению количества растворенного металла без фиксирования ширины реза (по прототипу) к количеству растворенного металла при его технологически обоснованной фиксированной ширине (по новому способу).
Сущность изобретения поясняется чертежами, где показаны:
на фиг. 1 - подготовленный к разрезке образец, размещенный в электролитической ванне;
на фиг. 2 - коррозионный вырез образца без фиксирования ширины реза;
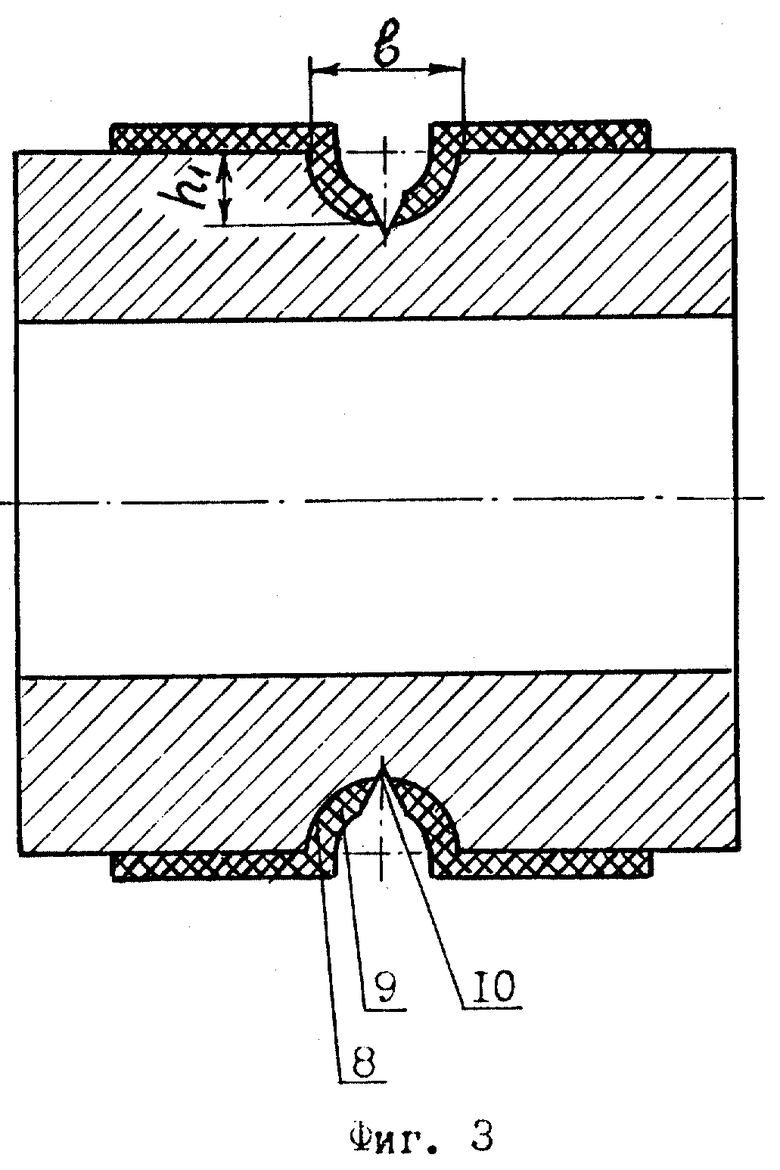
на фиг. 3 - коррозионный вырез образца с фиксированной шириной реза за первый проход разрезки;
на фиг. 4 - коррозионный вырез образца с фиксированной шириной реза за второй проход разрезки.
Реализация способа осуществляется следующим образом.
По наружной поверхности двух одинаковых образцов 1 (фиг. 1), представляющих собой отрезки толстостенной трубы, в месте их разрезки наносят покрытие 2, удовлетворяющее рабочим условиям для электролита, например, полимерной композиции в составе модифицированной жидкой фракции термического пиролиза липтобиолитового угля 50...85 мас.%, эпоксидной диановой смолы 13...45 мас.% и аминного отвердителя 2...5 мас%. После отверждения покрытия 2 острым инструментом прорезают канавку 3 до металла. Подготовленный первый образец 1 размещают в электролитической ванне 4. Вдоль канавки 3 монтируют в подвешенном состоянии электрод 5, например, из медной проволоки. Ванну 4 заполняют 3. ..4% раствором NaCl или морской водой 6. Подключают образец 1 к положительной клемме, а электрод 5 к отрицательной клемме источника постоянного тока. Посредством электролита под действием постоянного тока производят растворение металла образца по канавке 3 и, таким образом, получают коррозионный вырез 7 (фиг. 2) глубиной HΣ с нефиксированной шириной B; при этом B ≈ 2HΣ. Затем электролитическую ванну 4 осушают от раствора 6 и размещают подготовленный второй образец 1, ванну 4 заполняют раствором 6. Посредством электролита под действием постоянного тока производят растворение металла образца по канавке 3 и получают коррозионный вырез 8 (фиг. 3) глубиной h1 с фиксированной шириной b; при этом b ≈ 2h1, и дальнейший процесс анодного растворения металла прекращают. Затем электролитическую ванну 4 осушают, на чистую металлическую поверхность выреза 8 наносят электроизоляционное покрытие 9. После отверждения покрытия 9 острым инструментом прорезают канавку 10 до металла, ванну 4 заполняют раствором 6. Посредством электролита под действием постоянного тока производят растворение металла образца по канавке 10 и получают коррозионный вырез 11 (фиг. 4) глубиной HΣ = h1 + h2 с фиксированной шириной b; при этом b ≈ 2h2, и дальнейший процесс анодного растворения металла прекращают.
Вышеизложенным способом разрезают металл полностью, следовательно, решают поставленную задачу ограничения ширины реза и увеличения на этой основе производительности разделения металла в процессе его анодного растворения в электролитической ванне.
Кроме того, данный способ нетепловой разрезки металла позволил:
сократить затраты электрической энергии на анодное растворение металла за счет исключения затрат на растворение металла, шире технологически обоснованной фиксированной величины;
уменьшить количество коррозионных отходов;
принципиально обосновать реальную возможность решения проблемы подводной разрезки металла, в случае освоения технологии нанесения электроизоляционного покрытия на разрезаемые конструкции под водой (особую проблему представляет расчистка кладбищ металла на морском дне, так как подъем затонувших судов целиком - процесс технически сложный и особо энергозатратный, чаще всего невозможный, а разделение такого металла, выполняемое существующими способами, весьма трудоемко и требует постоянного присутствия водолаза-резчика в электропроводящей среде).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕТЕПЛОВОЙ РАЗРЕЗКИ МЕТАЛЛА | 2001 |
|
RU2211122C2 |
| СПОСОБ НЕТЕПЛОВОЙ РАЗРЕЗКИ МЕТАЛЛА | 2004 |
|
RU2258587C1 |
| СПОСОБ РАЗДЕЛКИ БОЕПРИПАСА | 1999 |
|
RU2189005C2 |
| СПОСОБ НЕТЕПЛОВОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1994 |
|
RU2071911C1 |
| СПОСОБ РАЗДЕЛКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ НА ЛОМ | 2006 |
|
RU2320462C2 |
| СПОСОБ РАЗДЕЛКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ НА ЛОМ | 2003 |
|
RU2256537C2 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ МАНИПУЛЯТОРОМ | 1999 |
|
RU2146999C1 |
| ТВЕРДОТЕЛЬНЫЙ ГАЗОВЫЙ СЕНСОР | 1996 |
|
RU2102735C1 |
| ТВЕРДОТЕЛЬНЫЙ ГАЗОВЫЙ СЕНСОР | 1996 |
|
RU2100801C1 |
| АДАПТИВНАЯ СИСТЕМА С ПЕРЕМЕННОЙ СТРУКТУРОЙ ДЛЯ УПРАВЛЕНИЯ СКОРОСТЬЮ ДВИЖЕНИЯ ПОДВОДНОГО РОБОТА | 2002 |
|
RU2215318C1 |


Изобретение относится к технике переработки металлических конструкций на лом. На поверхность конструкции, подключенной к положительному полюсу источника электрического тока, наносят электроизоляционное покрытие, в котором по траектории разреза прорезают канавку до металла. Устанавливают с зазором неизолированный инструмент-электрод, подключенный к отрицательному полюсу источника тока. Помещают конструкцию в электролитическую ванну и разрезают металл с помощью электропроводящей среды, заполняющей зазор между канавкой и инструментом-электродом. При этом канавку углубляют путем включения источника тока и на ее месте получают такой вырез, ширина которого имеет технологически обоснованную фиксированную величину. На поверхность полученного выреза наносят электроизоляционное покрытие, в котором прорезают следующую канавку до металла и углубляют вырез далее. Затем последовательно осуществляют операции по углублению в металле выреза при его технологически обоснованной фиксированной ширине. Способ позволяет ограничить ширину реза и увеличить производительность разделения металла в процессе его анодного растворения в электролитической ванне. 4 ил.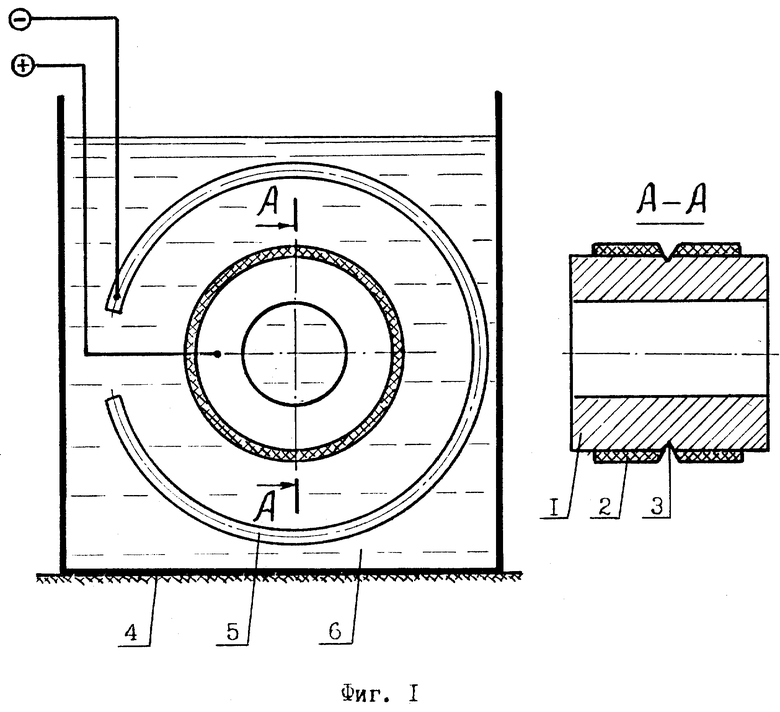
Способ нетепловой разрезки металла, заключающийся в том, что на поверхность конструкции, подключенной к положительному полюсу источника электрического тока, наносят электроизоляционное покрытие, в котором по траектории разреза прорезают канавку до металла, устанавливают с зазором неизолированный инструмент-электрод, подключенный к отрицательному полюсу источника тока, помещают конструкцию в электролитическую ванну и разрезают металл с помощью электропроводящей среды, заполняющей зазор между канавкой и инструментом-электродом, отличающийся тем, что канавку углубляют путем включения источника тока и на ее месте получают такой вырез, ширина которого имеет технологически обоснованную фиксированную величину, на поверхность полученного выреза наносят электроизоляционное покрытие, в котором прорезают следующую канавку до металла и углубляют вырез далее, затем последовательно осуществляют операции по углублению в металле выреза при его технологически обоснованной фиксированной ширине.
| Металлическая дранка | 1925 |
|
SU2537A1 |
| СПОСОБ РАЗДЕЛКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ НА ЛОМ | 1993 |
|
RU2085365C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЛОКАЛЬНОЙ КАМЕРЫ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗРЕЗКЕ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1994 |
|
RU2069609C1 |
| Способ выщелачивания отвалов | 1988 |
|
SU1548416A1 |
