Изобретение относится к технике переработки металлических конструкций на лом. Способ предназначен для разрезки (разделки) изделий при их утилизации, в том числе вооружения и военной техники.
Известны электродуговой, газовый, плазменный, воздушно-дуговой (см. Сварка, резка, пайка металлов. OОО "Арфа СB", 1999. - 192 с.) и другие тепловые способы разрезки металла, а также механический, гидравлический (см. Харитонов Н.Н. Комплексная утилизация боеприпасов и производство взрывчатых материалов на конверсионной основе на Копейском заводе пластмасс. Внедрение метода гидроабразивной резки АСП совместно с РФЯЦ - ВНИИТФ // Комплексная утилизация обычных видов боеприпасов: Сборник докладов. М.: ВПК, 1999. С. 29-37) и другие нетепловые способы, освоенные в промышленном производстве. Известные способы имеют существенные недостатки: дороговизну, чрезмерные энергозатраты, экологическую опасность и т.д.
Наиболее близким к заявленному решению и принятым за прототип является способ нетепловой разрезки металла (см. Изобретение 2157300 RU, МПК 7 В 23 Н 3/00. Способ нетепловой разрезки металла / В.М. Корниенко, В.Е. Шевелев (РФ). - 99101518/02; заявл. 26.01.1999; зпубл. 10.10.2000, Бюл. 28).
По известному способу на поверхность конструкции, подключенной к положительному полюсу источника электрического тока, наносят электроизоляционное покрытие, в котором по траектории разреза прорезают канавку до металла. Устанавливают с зазором неизолированный инструмент-электрод, подключенный к отрицательному полюсу источника тока. Помещают конструкцию в электролитическую ванну и разрезают металл с помощью электропроводящей среды, заполняющей зазор между канавкой и инструментом-электродом. При этом канавку углубляют путем включения источника тока и на ее месте получают такой вырез, ширина которого имеет технологически обоснованную фиксированную величину. На поверхность полученного выреза наносят электроизоляционное покрытие, в котором прорезают следующую канавку до металла и углубляют вырез далее. Затем последовательно осуществляют операции по углублению в металле выреза при его технологически обоснованной фиксированной ширине.
Недостаток этого способа сводится к следующему.
Разрезка металла толщиной до 6 мм осуществляется за один проход, при этом ширина выреза получается ~12 мм; а толщиной более 6 мм, чтобы не увеличивать ширину выреза, обязательно проходами количеством более одного, каждый из которых включает следующие операции: нанесение электроизоляционного покрытия на поверхность выреза, прорезание канавки до металла, углубление выреза далее. Для осуществления разрезки металла при этом применяют из номенклатуры противокоррозионных материалов следующие электроизоляционные покрытия:
- или полимерную композицию, содержащую модифицированную жидкую фракцию термического пиролиза липтобиолитового угля - 50...85%, эпоксидную диановую смолу - 13...45%, аминный отвердитель - 2...5% по массе;
- или термопластичную композицию, содержащую канифоль - 25...35%, битум БН 90/10 - 20...30%, парафин - 5...10%, каучук СКН 26-IA - 10...15%, пигмент-наполнитель (оксиды металлов) - 15...20% по массе.
Указанные композиции изготавливаются по сложным технологиям, освоенным лишь в индивидуальном производстве, поэтому дорогие и не могут иметь широкого применения. Они не наносятся на горизонтальные верхние (потолочные) вырезы, а полимерная композиция не наносится и на вертикальные вырезы, т.к. стекает со стенок. При нанесении композиций на горизонтальные нижние вырезы происходит затекание (термопластичной в меньшей степени, а полимерной в большей степени) электроизоляционного покрытия до его отверждения на дно выреза с его стенок (боковых поверхностей): поэтому слой электроизоляционного покрытия именно в том месте, где производится его углубление, получается неоправданно толстым. Перед тем как сделать углубление выреза анодным растворением металла, производят прорезание электроизоляционного покрытия в его дне, а при отвержденном слое тонким лезвием это трудоемкая операция, т.к. все противокоррозионные покрытия в обычных условиях окружающей среды имеют хорошую адгезию к металлу. Применение же толстого лезвия приводит к увеличению технологически обоснованной ширины реза, следовательно, к увеличению энергозатрат на разрезку металла. Учитывая сложную конфигурацию разрезаемых трасс, прорезание канавки в электроизоляционном покрытии после его отверждения превращается в трудоемкую операцию. По мере углубления выреза эта операция становится еще более трудоемкой, особенно на закруглениях трассы. А в некоторых случаях, например при разрезке корпусов боеприпасов, снаряженных гексогенсодержащими взрывчатыми веществами, прорезание канавки сквозь электроизоляционное покрытие для достижения металла исключается.
Указанная полимерная композиция, удовлетворительно работающая как противокоррозионное покрытие, например, на подземных трубопроводах, по своему функциональному назначению в качестве электроизоляционного покрытия при анодном растворении металла способна на мощность процесса 4...8 Вт, т.к. при большей мощности электрического тока электроизоляционное покрытие отстает пятнами. По необходимым функциональным возможностям для анодного растворения металла термопластичная композиция несколько превосходит полимерную и позволяет обеспечить мощность 8...12 Вт, т.е. увеличить производительность в 1,5 раза. Такая недостаточная производительность объясняется тем, что при существующем способе формирования электроизоляционного покрытия используется один слой вещества в отличие от противокоррозионной защиты изделий, которая выполняется в несколько слоев. Применение нескольких слоев из указанных веществ для нетепловой разрезки металла неприемлемо, т.к. увеличивает трудоемкость.
Таким образом, существующий способ формирования электроизоляционного покрытия не является оптимальным.
Изобретение решает задачи:
- увеличения производительности процесса разрезки металлических конструкций за счет обеспечения возможности формирования электроизоляционного покрытия вырезов при их любом пространственном расположении;
- сокращения трудоемкости электроизоляции боковых поверхностей выреза.
Это решение достигается тем, что на поверхность металлической конструкции, подключенной к положительному полюсу источника постоянного электрического тока, наносят электроизоляционное покрытие, в котором по траектории разреза прорезают канавку до металла, устанавливают с зазором неизолированный инструмент-электрод, подключенный к отрицательному полюсу источника тока, помещают металлическую конструкцию в электролитическую ванну и разрезают ее с помощью электропроводящей среды, заполняющей зазор между канавкой и инструментом-электродом, углубляют канавку путем включения источника тока до получения в металлической конструкции технологически обоснованного по ширине и глубине выреза, при этом для разрезки металлической конструкции после получения в ней выреза отключают от нее источник тока, наносят на боковые поверхности выреза электроизоляционное покрытие, оставляя неизолированным дно выреза, и, подключая к металлической конструкции источник тока, углубляют вырез, последовательно повторяя все операции до разрезки металла.
Для реализации способа нетепловой разрезки металла в качестве электроизоляционного покрытия используют полиэтиленовую пленку на клеевой основе.
Отличительными признаками изобретения являются:
1) для разрезки металлической конструкции после получения в ней выреза отключают от нее источник тока, наносят на боковые поверхности выреза электроизоляционное покрытие, оставляя неизолированным дно выреза, и, подключая к металлической конструкции источник тока, углубляют вырез, последовательно повторяя все операции до разрезки металла;
2) в качестве электроизоляционного покрытия используют полиэтиленовую пленку на клеевой основе.
Указанные отличительные признаки изобретения обеспечивают возможность формирования электроизоляционного покрытия вырезов при их любом пространственном расположении вследствие того, что полиэтиленовая пленка на клеевой основе в виде полосы прикрепляется как к горизонтальным (в том числе, потолочным), так и к вертикальным поверхностям.
Указанные отличительные признаки изобретения позволяют сократить трудоемкость электроизоляции боковых поверхностей выреза вследствие следующего явления.
До начала разрезки конструкции наносят электроизоляционное покрытие на поверхность, в котором первый раз прорезают канавку до металла. Эта операция не является значительно трудоемкой, т. к. в металле еще нет углубления (выреза), а следовательно, затекания в дно выреза электроизолирующего вещества. Когда на месте канавки получают вырез определенной ширины, процесс анодного растворения металла прекращают. На боковые поверхности выреза наносят полиэтиленовые полоски на клеевой основе с зазором между полосками в дне выреза, т.е. оставляют неизолированным дно выреза. Поэтому в новом электроизоляционном покрытии исключается операция прорезания канавки, т.е. нет затраты труда на прохождение адгезированного к металлу электроизоляционного слоя вещества в дне выреза.
Указанные отличительные признаки изобретения обеспечивают увеличение производительности процесса разрезки металла вследствие того, что полиэтиленовая пленка не вырывается пятнами, а для отрыва ее полностью требуется большая мощность. Это явление позволяет увеличить мощность процесса до 40 Вт, т. е. при адекватной работе электрического тока увеличить производительность в 3...5 раз.
Таким образом, предлагаемое техническое решение удовлетворяет критериям изобретения "новизна" и "промышленная применимость".
Заявителем не обнаружены технические решения, имеющие признаки, отличающие заявленное решение от прототипа, поэтому считаем, что предлагаемое техническое решение удовлетворяет критерию "изобретательский уровень".
Сущность изобретения поясняется чертежами, где показаны:
на фиг. 1 - подготовленный к разрезке образец с канавкой до металла в электроизоляционном покрытии, размещенный в электролитической ванне;
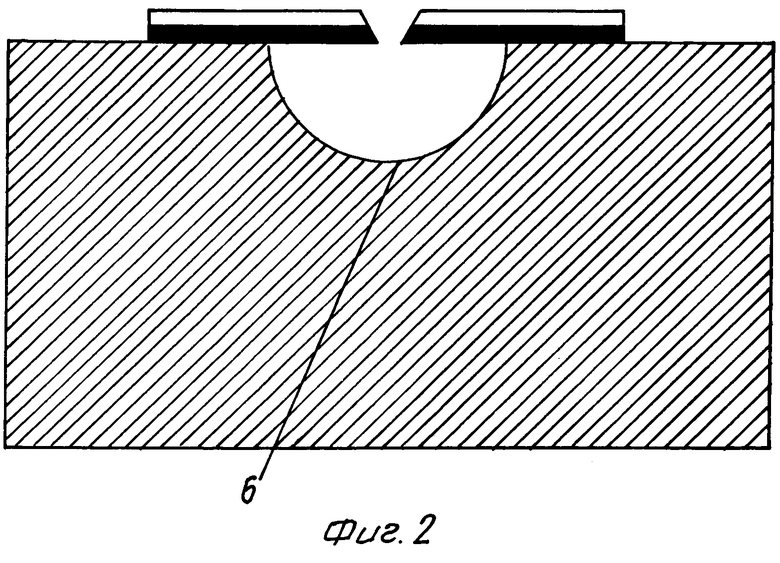
на фиг.2 - вырез образца за первый проход его разрезки;
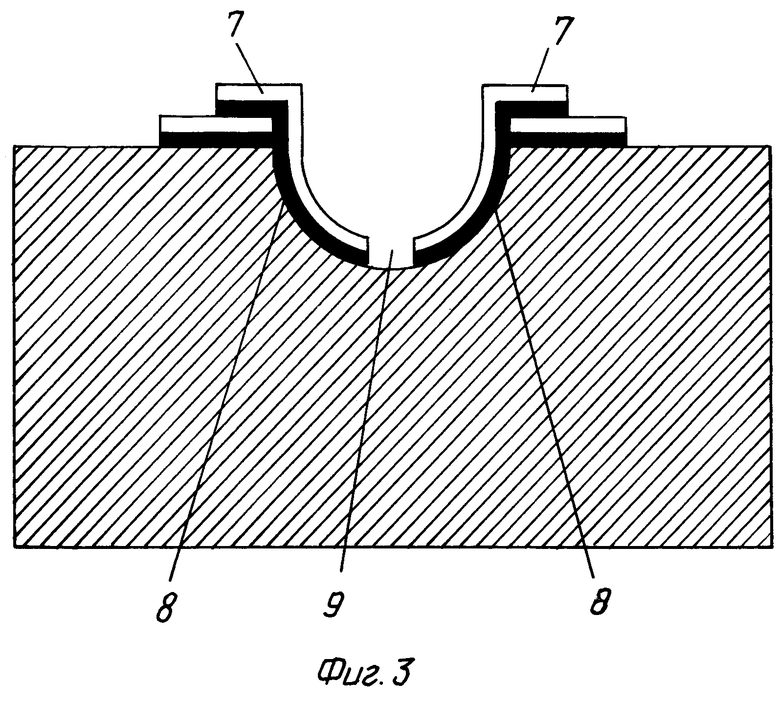
на фиг. 3 - электроизоляция боковых поверхностей выреза образца после первого прохода его разрезки;
на фиг.4 - вырез образца за второй проход его разрезки;
на фиг. 5 - электроизоляция боковых поверхностей выреза образца после второго прохода его разрезки.
Реализация способа осуществляется следующим образом.
На химически активированную полиэтиленовую полоску наносится клеевой состав: например, используется двухкомпонентный эпоксидно-каучуковый клей "Анлес" (ТУ 2252-002-44297874-99) марки 6 - эпоксититан. Эта подготовленная полоска накладывается в месте разрезки образца 1 (фиг.1). После отверждения покрытия острым инструментом прорезают канавку 2 до металла. Подготовленный образец размещают в электролитической ванне 3. Вдоль канавки 2 монтируют в подвешенном состоянии электрод 4, например, из медной проволоки. Ванну заполняют 3...4% раствором 5 поваренной соли или морской водой. Подключают образец 1 к положительной клемме, а электрод 4 к отрицательной клемме источника постоянного тока. Посредством электролита под действием постоянного тока производят растворение металла образца 1 по канавке 2 и, таким образом, получают вырез 6 (фиг. 2).
Затем электролитическую ванну 3 осушают от раствора 5.
Подготавливают две полиэтиленовые полоски 7, по ширине соизмеримые с высотой боковой поверхности выреза 6 после первого прохода, на которые наносят клеевой состав 8. Эти полоски прикрепляют на боковые поверхности выреза 6 с зазором 9 между полосками 7, т.е. оставляют неизолированным дно выреза 6 (фиг. 3). После отверждения покрытия ванну 3 заполняют раствором 5. Посредством электролита под действием постоянного тока производят растворение металла по зазору 9 и получают второй проход выреза 6 (фиг. 4).
Затем электролитическую ванну осушают от раствора 5. Боковые поверхности выреза 6 или очищают от электроизоляции первого прохода, или не очищают в зависимости от технологически обоснованной фиксированной ширины выреза. Две новые подготовленные полоски 10 на клеевой основе (клеевом составе 8) прикрепляют на боковые поверхности выреза 6 после второго прохода (фиг. 5), оставляя неизолированным дно выреза 6.
После отверждения покрытия при необходимости возможно выполнить "легкое" (несиловое) прочеркивание выреза; в случае работы по разрезке металлического корпуса гексогенсодержащего боеприпаса латунным лезвием.
Вышеизложенным способом разрезают металл так, что решают поставленную задачу для любого пространственного расположения вырезов, закладывая полиэтиленовые полоски на его боковые поверхности за счет клеевой основы после каждого прохода с сокращением трудоемкости и увеличением производительности.
Кроме того, данный способ нетепловой разрезки металла имеет следующее преимущество по сравнению с прототипом.
При использовании полимерной композиции толщина электроизоляционного покрытия при выполнении рабочих функций составляет 180...200 мкм, при использовании термопластичной композиции - 350...400 мкм. В новом способе используется полиэтиленовая пленка толщиной 20...40 мкм. С учетом клеевого слоя толщиной 60. . . 80 мкм имеем суммарную толщину электроизоляционного покрытия для выполнения адекватных рабочих функций 80...120 мкм. Это обстоятельство позволяет несколько уменьшить технологически обоснованную фиксированную ширину выреза, т.е. получить некоторый новый резерв увеличения производительности.
Также новый способ легче механизировать в обеспечение электроизоляции боковых поверхностей выреза. Для этого в настоящее время возможно создание переносного приспособления, внутри которого полиэтиленовые полоски принимают на себя клеевой состав, а на выходе укладываются на боковые поверхности выреза. Такое приспособление конструктивно проще, по массе легче и по габаритам меньше существующих средств механизации лакокрасочных и электроизоляционных покрытий в технике.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕТЕПЛОВОЙ РАЗРЕЗКИ МЕТАЛЛА | 1999 |
|
RU2157300C1 |
| СПОСОБ НЕТЕПЛОВОЙ РАЗРЕЗКИ МЕТАЛЛА | 2004 |
|
RU2258587C1 |
| СПОСОБ РАЗДЕЛКИ БОЕПРИПАСА | 1999 |
|
RU2189005C2 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ МАНИПУЛЯТОРОМ | 1999 |
|
RU2146999C1 |
| АДАПТИВНАЯ СИСТЕМА С ПЕРЕМЕННОЙ СТРУКТУРОЙ ДЛЯ УПРАВЛЕНИЯ СКОРОСТЬЮ ДВИЖЕНИЯ ПОДВОДНОГО РОБОТА | 2002 |
|
RU2215318C1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ МАНИПУЛЯТОРОМ | 1999 |
|
RU2147000C1 |
| АДАПТИВНАЯ СИСТЕМА УПРАВЛЕНИЯ С ПЕРЕМЕННОЙ СТРУКТУРОЙ | 2001 |
|
RU2210799C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ДВИЖИТЕЛЕМ ПОДВОДНОГО РОБОТА | 2000 |
|
RU2191106C2 |
| СПОСОБ НЕТЕПЛОВОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1994 |
|
RU2071911C1 |
| УСТРОЙСТВО СЛЕДЯЩЕГО УПРАВЛЕНИЯ ПРОДОЛЬНЫМ ДВИЖЕНИЕМ АВТОМОБИЛЯ | 1999 |
|
RU2161814C1 |


Изобретение может быть использовано при переработке металлических конструкций на лом, в том числе при утилизации вооружения и военной техники. На поверхность металлической конструкции наносят электроизоляционное покрытие и прорезают его до металла. Устанавливают с зазором неизолированный инструмент-электрод, подключенный к отрицательному полюсу источника тока. Помещают металлическую конструкцию в электролитическую ванну. Получают в металлической конструкции технологически обоснованный по ширине и глубине вырез. Затем наносят на боковые поверхности выреза электроизоляционное покрытие, оставляя неизолированным дно выреза. Последовательно повторяют все операции до полной разрезки металла. В качестве электроизоляционного покрытия используют полиэтиленовую пленку. Способ позволяет увеличить производительность процесса разрезки. 1 з.п.ф-лы, 5 ил.
| СПОСОБ НЕТЕПЛОВОЙ РАЗРЕЗКИ МЕТАЛЛА | 1999 |
|
RU2157300C1 |
| Металлическая дранка | 1925 |
|
SU2537A1 |
| Способ электрохимической переработки отходов производства | 1980 |
|
SU1000476A1 |
| GB 4073710, 14.02.1978. | |||

