Изобретение касается способа обработки исходного порошкообразного материала на основе природного (гипс) или синтетического (сульфогипс, фосфогипс и другие побочные продукты того же типа) сульфата кальция с целью получения нового гидравлического вяжущего. Оно распространяется на устройство, позволяющее осуществлять этот способ, а также гидравлические вяжущие, которые могут быть получены этим способом.
Для получения гипса были предложены несколько способов обработки сульфата кальция. В частности, известно, как получить улучшенные гипсы (называемые иногда "α-гипсами"), которые, будучи однажды отверждены, обладают значительно более высокими механическими характеристиками, чем механические характеристики обычных гипсов. Явления, которые происходят во время обработок, мало изучены и улучшение механических характеристик обычно приписывают присутствию кристаллографической α-модификации в полученных продуктах, хотя точно не знают ни содержания этой модификации в этих продуктах, ни условий, которые позволяют ее получать стабильно и воспроизводимо.
Традиционно, эти улучшенные гипсы получают на основе гипса, подвергая его стадии влажного обжига в автоклаве, затем стадии сушки при высокой температуре потоком горячего и сухого воздуха. Обжиг осуществляют в атмосфере насыщенного пара при давлении порядка 5 - 10 бар в течение времени порядка 10 часов.
Чтобы попытаться сгладить недостатки этого традиционного способа изготовления улучшенного гипса (крайне дорогое осуществление, неопределенная воспроизводимость), были предложены другие способы, которые фактически пробовали воспроизвести важнейшие условия традиционного способа (влажный обжиг с последующей сушкой горячим воздухом), используя различные средства и технологии (французские патенты 2.389.885, 2.445.940, 2.572.721 и американские патенты 2.269580 и 3.145.980).
Настоящее изобретение имеет целью представить новый способ обработки, который приводит к новому гидравлическому вяжущему, прекрасно характеризуемому, будучи однажды отвержденным, замечательными свойствами, в частности огнестойкостью и механической прочностью, особенно при полном погружении.
Другой целью изобретения является представить устройство, позволяющее осуществить этот способ в экономичных условиях.
Являющийся целью изобретения способ обработки исходного порошкообразного материала на основе сульфата кальция с целью получения нового гидравлического вяжущего отличается тем, что включает две следующие последовательные стадии:
а) порошкообразный материал нагревают до температуры, точно заключенной между 220oC и 360oC в присутствии водяного пара в условиях, пригодных для образования, главным образом, α-модификации сульфата кальция;
б) нагретый таким образом материал подвергают термической закалке, заключающейся в его охлаждении по меньшей мере на 150oC за время меньше 15 минут при помощи холодного и сухого газа, инжектируемого под давлением в его середину.
Под "холодным сухим газом" подразумевают газ, температура которого ниже приблизительно 50oC (предпочтительно, равна температуре окружающей среды порядка 20oC - 30oC или более низкой температуре) и содержание водяного пара в котором меньше приблизительно 5% (масса пара, отнесенная к общей массе газа), предпочтительно меньше 1%.
Способ согласно изобретению был задуман на основании следующего наблюдения: когда сульфат кальция обработан обычным способом с целью получения "улучшенного гипса", полученный продукт является на самом деле смесью, которая фактически содержит α-ангидрит, но в которой эта модификация существует очень короткое время и смешана с другими безводными (γ-ангидрит) или гидратированными (полугидратированными, дегидратированными, . . . ) формами. Исследования заявителя показали, что это происходит, по существу, из-за двух факторов: обжиг приводит к образованию α-ангидрита, но также и к другим формам, и, в особенности, эволюции продукта после обжига с его частичным превращением, особенно в результате регидратации. Важнейшей идеей, которая привела к способу согласно изобретению, была идея получить стабильный конечный продукт, содержащий значительно более высокое массовое содержание α-ангидрита, чем в известных улучшенных гипсах, и, чтобы это сделать, заморозить структуру соединения, полученного после обжига, путем термической закалки. Таким образом значительно ограничивают последующее превращение α-ангидрита, образовавшегося при обжиге.
Операцию закалки предпочтительно осуществляют таким образом, чтобы довести материал, нагретый в процессе обжига, до температуры ниже 100oC в течение времени, заключенного между 6 и 12 минутами. Закалка может быть осуществлена посредством холодного и сухого сжатого воздуха, инжектируемого в нескольких местах в движущийся материал, причем расход воздуха подбирают такой, чтобы получить соответствующую скорость охлаждения.
Согласно предпочтительному варианту осуществления способа, по окончании операции обжига, нагретый материал падает в виде дождя с верхнего уровня на нижний уровень, где он под действием вибрации перемещается в виде слоя; операция закалки осуществляется, с одной стороны, направляя первый поток холодного и сухого воздуха на завесу материала, падающего в виде дождя, между верхним уровнем и нижним уровнем, с другой стороны, инжектируя потоки холодного и сухого воздуха в середину слоя материала во время его перемещения на нижнем уровне.
Новое гидравлическое вяжущее, полученное вышеупомянутым способом, представляет собой стабильную смесь α-ангидрита сульфата кальция и бассанита, в которой массовая доля α-ангидрита больше 35%, и, в особенности, заключена между 40% и 65%; эта смесь содержит очень мало или не содержит γ-ангидрита.
Состав этой смеси и повышенное содержание в ней α-ангидрита обуславливают замечательные характеристики материалов, полученных в результате затвердевания вяжущего, в частности:
- огнестойкость: воспламеняемость согласно французскому стандарту Р 92-507 отнесена к категории МО,
- прочность при сжатии: между 250 и 300 бар,
- прочность на изгиб: между 55 и 70 бар.
Объяснение этих результатов скрывается, частично, в растворимом характере α-ангидрита и в более высоких удельных поверхностях, полученных с этой модификацией (приблизительно 6 м2/г), которые при использовании вяжущего приводят к быстрому и однородному осаждению. Необходимо отметить, что продукты, полученные введением в вяжущее согласно изобретению обычных наполнителей, при погружении в воду проявляют замечательные механические характеристики, которые значительно лучше механических характеристик аналогичных продуктов, полученных с известными улучшенными гипсами.
Итак, важнейшей концепцией изобретения было увеличить долю α-ангидрита в продукте, основное используемое средство заключалось в ограничении путем закалки эволюции продукта после обжига. Для еще большего увеличения доли α-ангидрита заявитель также поставил целью оптимизировать операцию обжига таким образом, чтобы получить максимально возможное количество этой модификации по окончании обжига.
Следующие условия осуществления способа кажется дают наилучшие результаты: предварительно контролируют степень влажности исходного материала и, в случае необходимости, доводят степень влажности до величины, точно заключенной между 12% и 25%; операцию обжига осуществляют тогда, приводя порошкообразный материал в движение в виде перемешиваемого слоя в замкнутой газообразной атмосфере, содержащей, по меньшей мере, часть водяного пара, выделяемого материалом, и нагревая все вместе в условиях, пригодных для подъема температуры газов над слоем материала до величины, заключенной между 400oC и 500oC, и поддерживая среднюю температуру в середине материала на величине больше 250oC и меньше 300oC. Нагрев осуществляют, в частности, посредством инфракрасных излучателей, расположенных над слоем материала, мощность излучения вышеупомянутых излучателей регулируют в соответствии со скоростью перемещения слоя материала, чтобы получить соответствующие величины температуры газов над слоем и температуры в середине материала.
Эти условия осуществления фактически были определены в результате продолжительных повторных попыток и испытаний. Возможное объяснение наилучших результатов, полученных благодаря этим операционным условиям, следующее: температура 250oC-300oC в середине слоя материала является идеальной для получения α-ангидрита в отсутствие других модификаций; удаляемый водяной пар выходит выше слоя материала в более горячую атмосферу, температура которой выше ее критической температуры (365oC): он очень быстро достигает сверхкритического состояния, что избавляет (или ограничивает) от регидратации и изменения поверхности материала, так что в конце обжига содержание α-ангидрита очень высокое (без того, чтобы было возможно дать точные количества, так как пробы, взятые до закалки, мгновенно изменяются). Количество бассанита, которое обнаруживают в конечном гидравлическом вяжущем, образуется, по существу, в результате определенного превращения α-ангидрита, который образуется к началу закалки; это явление может быть выявлено, изучая профиль температуры во время обработки; в самом деле, наблюдают небольшой подъем температуры материала в самом начале закалки (15oС - 20oС), который может быть объяснен только экзотермической реакцией превращения α-ангидрита в бассанит; но это превращение очень быстро блокирует закалкой, что стабилизирует α-ангидрит. Кроме того, кажется, что закалка полностью блокирует превращение α-ангидрита в γ-ангидрит (нерастворимый или мало растворимый), который обнаруживается в конечном продукте только в следовых количествах (в противоположность известным вяжущим, которые имеют в своем составе высокое содержание этой модификации).
Изобретение распространяется на устройство, позволяющее осуществлять способ, точно описанный перед этим. Это устройство содержит в совокупности туннель для обжига, имеющий верхний конец и нижний конец, приспособления для подачи исходного материала в верхний конец вышеупомянутого туннеля для обжига, продольные желоба, приставленные один к другому в туннеле для обжига и способные удерживать материал, гребенки из теплопроводящего материала, вставленные в желоба, форма которых приспособлена для измельчения материала, находящегося в них, регулируемые приспособления для сообщения вышеупомянутым желобам колебательного движения, приспособленные для того, чтобы вызвать перемещение материала от верхнего конца к нижнему концу, приспособления для нагрева, в частности излучатели регулируемой мощности, расположенные над желобами в туннеле для обжига, охлаждающее приспособление, имеющее верхний конец и нижний конец и расположенное на нижнем по отношению к туннелю для обжига уровне, резервуар удлиненной формы, простирающийся в охлаждающем приспособлении, для содержания материала, регулируемые приспособления для сообщения вышеупомянутому резервуару колебательного движения, приспособленные для того, чтобы вызвать перемещение материала от верхнего конца к нижнему концу, приспособления для перехода материала под действием силы тяжести с нижнего конца туннеля для обжига в верхний конец охлаждающего приспособления, приспособления для инжектирования сухого и холодного сжатого воздуха на уровне вышеупомянутых приспособлений для перехода, приспособления для инжектирования сухого и холодного сжатого воздуха в охлаждающее приспособление и приспособления для извлечения материала на нижнем конце охлаждающего приспособления.
Другие характеристики, цели и преимущества изобретения будут следовать из описания, следующего ниже, со ссылкой на прилагаемые чертежи; на этих чертежах:
- фигура 1 представляет собой схематическое изображение в перспективе варианта реализации устройства для обработки согласно изобретению,
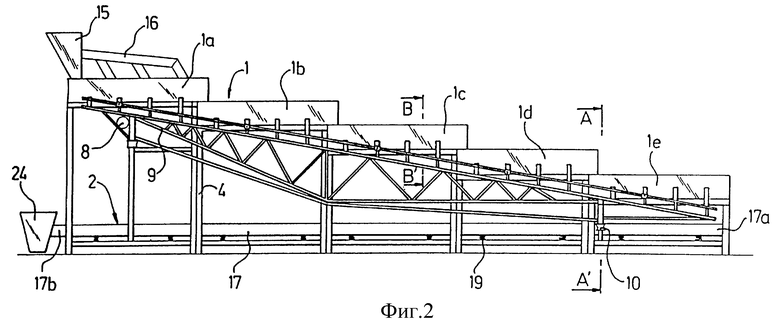
- фиг. 2 представляет собой вид сбоку,
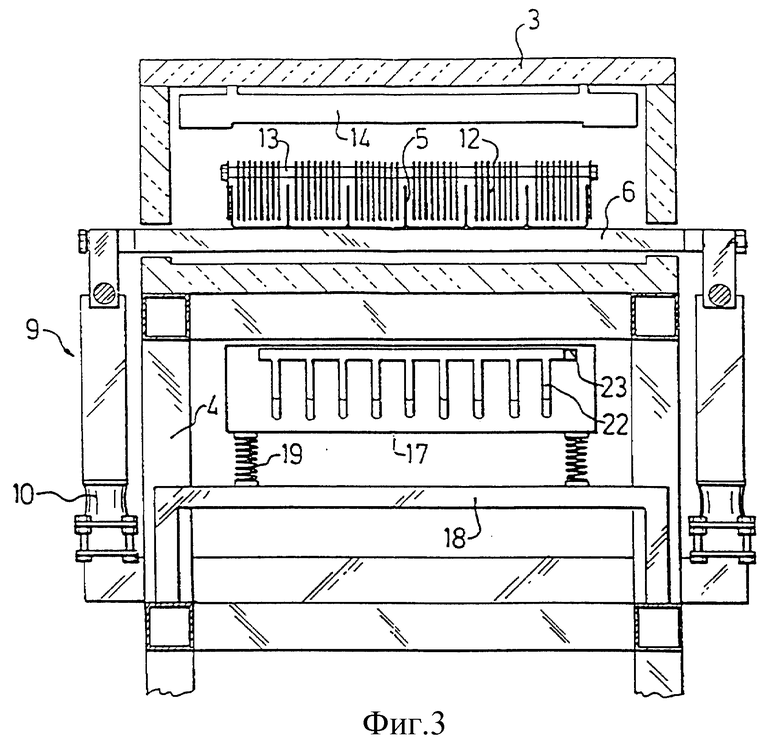
- фигура 3 представляет собой поперечный разрез плоскостью AA',
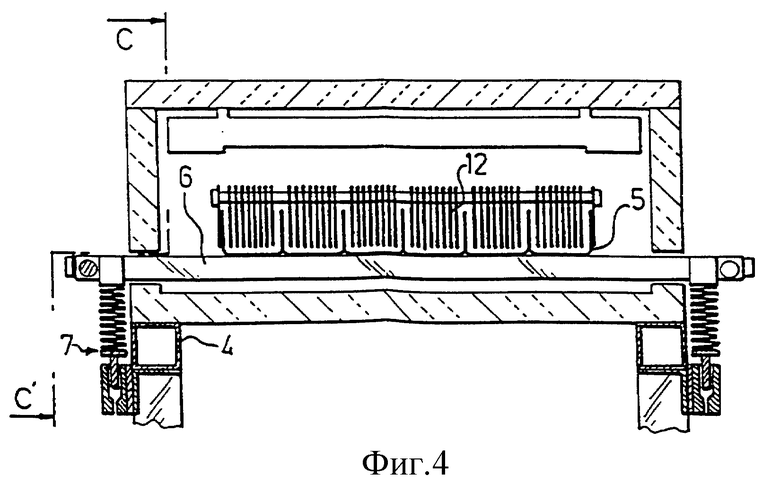
- фигура 4 представляет собой поперечный разрез яруса туннеля для обжига плоскостью BB':
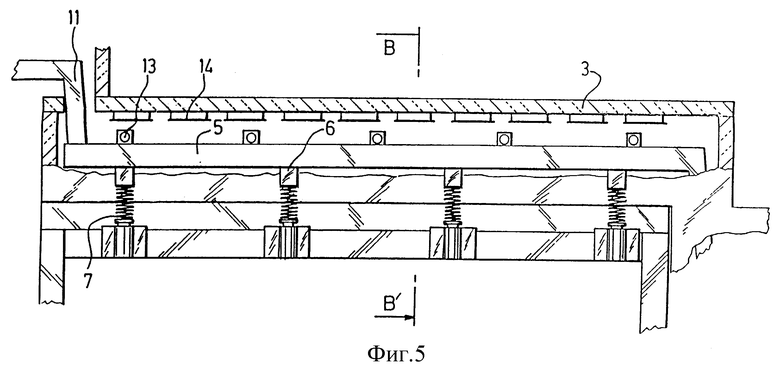
- фигура 5 представляет собой продольный разрез туннеля для обжига по пунктирной линии CC',
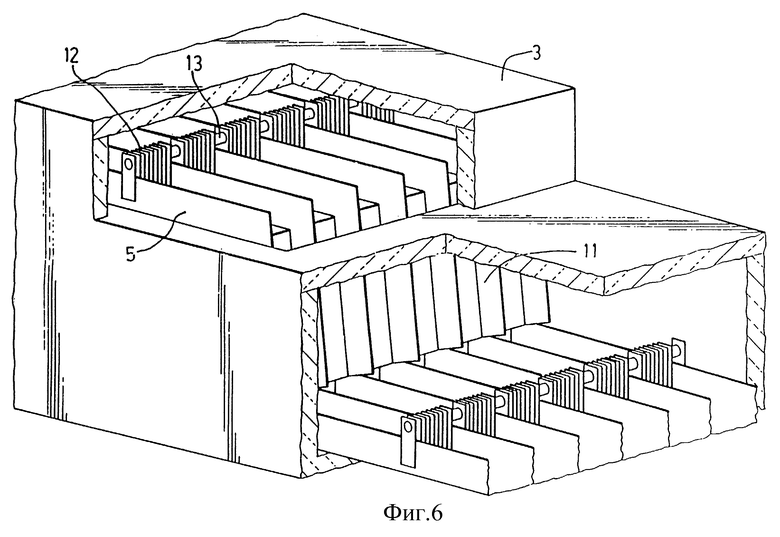
- фигура 6 представляет собой детальный вид в перспективе приспособлений для перехода от яруса туннеля для обжига к нижнему ярусу,
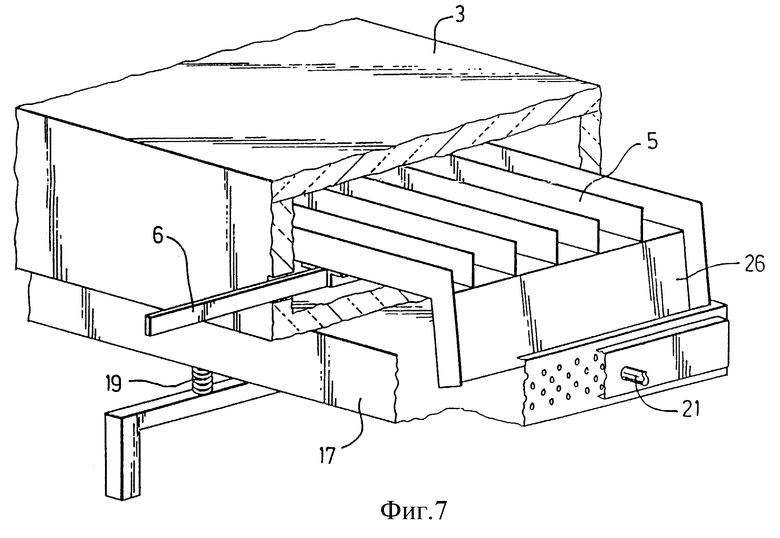
- фигура 7 представляет собой детальный вид приспособлений, дающих возможность перехода материала под действием силы тяжести из туннеля для обжига в охлаждающее приспособление, и приспособлений для инжектирования холодного и сухого сжатого воздуха,
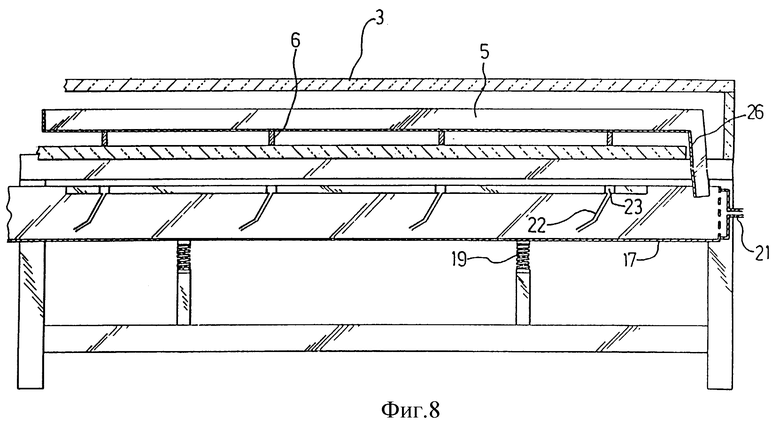
- фигура 8 представляет собой частичный продольный разрез, показывающий, в частности, охлаждающее устройство и его рампы форсунок для инжектирования сжатого воздуха.
Устройство для обработки, представленное на фигурах в качестве примера, позволяет получать улучшенное гидравлическое вяжущее, исходя из исходного порошкообразного материала на основе сульфата кальция.
Это устройство содержит, по существу, с одной стороны, верхний туннель для обжига 1, состоящий из нескольких ярусов 1а, 1б ... 1е, расположенных один за другим с вертикальным смещением вниз между двумя последовательными ярусами, и, с другой стороны, нижнее охлаждающее приспособление 2.
Каждый ярус туннеля для обжига образован термостойкими изолирующими стенками, такими как 3, которые закрывают туннель сбоку, сверху, снизу и спереди между двумя ярусами (фигуры 3, 4, 5). Эти стенки поддерживаются трубчатым каркасом 4.
Чтобы содержать в себе порошкообразный материал и направлять его от верхнего конца туннеля для обжига (соответствующего его верхней части) к его нижнему концу (соответствующему его нижней части), в туннеле расположены продольные желоба 5. Эти расположенные рядом желоба опираются на стойки 6, смонтированные на эластичных приспособлениях, таких как пружинные системы 7, и связаны с регулируемыми приспособлениями для сообщения колебательного движения, позволяющими передавать вышеупомянутым желобам вибрацию с регулируемыми амплитудой и частотой.
В примере, вибратор 8 с регулируемыми амплитудой и частотой связан с решетчатой балкой пояса фермы, которая закреплена сбоку на каркасе 4 с помощью эластичных блоков 10 типа "сайлент-блоков". Вибратор заставляет вибрировать совокупность пояс фермы 9, стойки 6, желоба 5 и обеспечивает перемещение порошкообразного материала при помощи вибрации. Между двумя ярусами желоба 5 продолжаются вертикальными или сильно наклоненными участками 11, которые играют роль приспособлений для перехода материала с одного яруса желобов на нижний ярус под действием силы тяжести, при этом материал падает в виде дождя с одного яруса на другой.
Разумеется, для придания вибрации может быть предусмотрена любая другая система, в частности множество вибраторов, распределенных вдоль туннеля для обжига, для сообщения вибрации непосредственно стойкам 6 желобов (в отсутствие пояса фермы 9).
Желоба содержат гребенки, такие как 12, из теплопроводящего материала, чтобы локально измельчать массу материала и обеспечить подвод тепла в его середину за счет теплопроводности. Эти гребенки, распределенные вдоль желобов, закреплены на поперечинах 13, прикрепленных к боковым стенкам боковых желобов. Верхний ярус 1а желобов может не содержать гребенок.
Кроме того, туннель для обжига содержит инфракрасные излучатели для нагрева, такие как 14, каждый из которых расположен над желобами поперек, так чтобы облучать всю ширину желобов. Эти излучатели, размещенные рядом друг с другом, снабжены источником электропитания, соединенным с приспособлениями для регулирования излучаемой мощности, связанными с датчиками температуры классического типа (не представлены), расположенными в туннеле для обжига. Нижний ярус 1е желобов не содержит излучателей. Число излучателей и их мощность предусмотрены такими, чтобы обеспечить подъем и поддержание температуры газов в туннеле на величине, заключенной между 400oC и 500oC, и поддержание средней температуры в середине материала на величине, заключенной между 250oC и 300oC. Точная установка желаемых температур может быть получена, регулируя мощность излучения излучателей в соответствии со скоростью перемещения материала.
Над верхним концом туннеля для обжига предусмотрен бункер 15 для загрузки исходного материала, который предварительно нагревается приспособлениями, позволяющими отобрать из туннеля вблизи от этого верхнего конца часть горячих газов и переместить их к материалу, содержащемуся в бункере. В примере, эти приспособления очень просто представляют собой трубопровод 16, который выходит в бункер 15 и отбирает горячие газы с верхнего яруса 1а туннеля через три входа, распределенных вдоль этого верхнего яруса.
Кроме того, ниже туннеля для обжига 1 установлено охлаждающее приспособление 2, которое сейчас будет описано.
Это приспособление содержит резервуар 17 удлиненной формы, который несут поперечины 18 при посредстве эластичных приспособлений, таких как пружинные системы 19. Эти поперечины 18 действуют вместе с каркасом 4. Эти приспособления установлены таким образом, чтобы резервуар был немного наклонен от его верхнего конца 17а к его нижнему концу 17б. Вибратор 20, того же типа, что и вибратор 8, позволяет заставить резервуар вибрировать с регулируемыми амплитудой и частотой.
Верхний конец резервуара 17 продолжается за желоба яруса 1е туннеля для обжига, так что порошкообразный материал падает над рампой 26 из вышеупомянутых желобов в резервуар. На этом уровне устройство снабжено приспособлениями 21 для инжектирования холодного и сухого сжатого воздуха в завесу материала, который в виде дождя падает в резервуар. Надо отметить, что эта завеса из материала создает пробку, достаточную для блокирования горячего воздуха туннеля и предотвращения его проникновения в охлаждающее приспособление; напротив, горячий воздух имеет тенденцию подниматься в туннеле для обжига от его нижнего конца к его верхнему концу за счет эффекта естественной тяги, которому благоприятствует восходящая снизу вверх геометрия туннеля для обжига, более низкая температура на нижних ярусах и отбор газа на верхнем ярусе 1а. Таким образом, в туннеле для обжига газы циркулируют в направлении, противоположном направлению перемещения порошкообразного материала, что усиливает процессы обмена твердое тело/газ.
Термическая закалка, которой подвергается порошкообразный материал во время его прохождения в охлаждающем приспособлении, завершается путем инжектирования потока холодного и сухого воздуха в слой материала, перемещающегося в резервуаре 17.
С этой целью рампы 22 для инжектирования сжатого воздуха расположены в резервуаре таким образом, что опуститься в середину слоя материала, как это показано на фигуре 8. Эти рампы наклонены в направлении перемещения материала и вносят свой вклад в приведение материала в движение: перемешивание на месте, создающее нечто вроде суспензии частиц в потоке холодного воздуха, движение как единого целого сверху вниз. Эти рампы запитывают через систему трубопроводов 23, соединенных с общим источником питания сжатым воздухом.
Вышеупомянутые приспособления для инжектирования позволяют получить хороший теплообмен воздух/твердое тело и отличную эффективность закалки. На самом деле, расход холодного и сухого сжатого воздуха подбирают таким, чтобы получить понижение температуры материала от величины, заключенной между 250oC-300oC на выходе из туннеля для обжига, до величины меньше 100oC на выходе из охлаждающего туннеля, при этом время охлаждения заключено между приблизительно 6 и 10 минутами.
Приспособления для извлечения, такие как бункер 24, снабженный спиральным разгрузочным шнеком 25, позволяют собрать материал после обработки.
Описанная установка позволяет получать новое гидравлическое вяжущее из сульфата кальция, создавая в туннеле для обжига преимущества для образования α-ангидрита сульфата кальция (при этом γ-модификация практически отсутствует) и ограничивая благодаря термической закалке, осуществляемой в охлаждающем приспособлении, изменение продукта, образовавшегося в результате обжига.
В примере осуществления, следующем ниже, исходным продуктом является фосфогипс, происходящий из Марокко, измельченный для получения порошка с гранулометрией меньше 0,5 мм. Этот порошок имеет степень влажности 20%.
Мощность излучателей 14 туннеля для обжига и колебательный режим вибратора 8 регулируют таким образом, чтобы порошок находился в туннеле для обжига приблизительно 12 минут, чтобы средняя температура газов была равна приблизительно 480oC и средняя температура в середине материала 250oC. Эта термообработка обеспечивает дегидратацию исходного материала и превращение увеличенной доли вышеупомянутого материала в α-ангидрит сульфата кальция в горячей газообразной атмосфере, содержащей часть выделившегося водяного пара.
Сжатый воздух, инжектируемый, с одной стороны, на завесу порошкообразного материала, падающего из туннеля для обжига в охлаждающее приспособление, и, с другой стороны, и через рампы 22, имеет степень влажности < 1% и температуру 25oC. Расход воздуха подбирают таким образом, чтобы порошок после выхода из туннеля для обжига был охлажден в охлаждающем приспособлении до температуры окружающей среды за десять минут.
Анализ профилей температуры позволяет констатировать подъем температуры порядка 20oC (в начале охлаждающего туннеля), который обязан некоторой экзотермической регидратации продукта; тем не менее он очень быстро блокируется закалкой и на выходе из охлаждающего приспособления продукт имеет следующий состав:
- α-ангидрит сульфата кальция (растворимый ангидрит): 50 мас. %,
- бассанит: 50 мас.%,
- γ-ангидрит сульфата кальция (нерастворимый ангидрит): следовые количества.
Этот состав подтвержден следующими анализами: термогравиметрическим анализом, дифрактометрическими анализами, рентгеновским анализом, инфракрасной спектрометрией.
Удельная поверхность продукта измерена по адсорбции азота (метод БЭТ) и найденная величина равна 5,96 м2/г (для сравнения - удельная поверхность цемента порядка 1 м2/г).
Те же анализы были проведены на образце известного улучшенного гипса, происходящего из Германии и изготовленного из обессеренных продуктов тепловых станций. Результаты, полученные для этих улучшенных гипсов, следующие:
- α-ангидрит сульфата кальция: 8 мас.%,
- бассанит: 37 мас.%,
- γ-ангидрит сульфата кальция: 55 мас.%.
Измеренная удельная поверхность равна 3,64 м2/г.
Увеличенная удельная поверхность вяжущего согласно изобретению и высокое содержание в нем α-ангидрита придают продуктам, изготовленным путем отверждения этого вяжущего (в отсутствие или в присутствии наполнителей), замечательные механические свойства и огнестойкость.
Таким образом, продукт, полученный путем отверждения вяжущего согласно изобретению, намеченному выше (без наполнителей), был подвергнут испытаниям на огнестойкость в соответствии с французским стандартом Р 92-507 (образцы 0,30 м/0,40 м подвергают воздействию постоянного излучения источника тепла). Определение четырех коэффициентов, предусмотренных в этом стандарте (коэффициент воспламенения, коэффициент распространения, коэффициент максимальной длины пламени, коэффициент горючести), позволило отнести продукт к самой высокой категории МО из шести категорий, предусмотренных стандартом.
Кроме того, испытания прочности согласно стандарту дали следующие результаты:
- прочность при сжатии: 280 бар,
- прочность на изгиб: 65 бар.
Более того, качественные испытания в погруженном состоянии, показали что продукт сохраняет свои высокие прочностные свойства в этом состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИПСОВЫЙ ПРОДУКТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2448906C2 |
| СПОСОБ ПРОИЗВОДСТВА ОДНОВРЕМЕННО АНГИДРИТОВОГО ЦЕМЕНТА И ГИПСОВОГО ВЯЖУЩЕГО | 2005 |
|
RU2302395C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИПСОВОГО ВЯЖУЩЕГО | 2000 |
|
RU2190577C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИПСА | 2008 |
|
RU2448049C2 |
| СПОСОБ ПОЛУЧЕНИЯ АКТИВНОГО АНГИДРИТА | 2005 |
|
RU2297989C1 |
| ПОЛИФАЗНОЕ ГИПСОВОЕ ВЯЖУЩЕЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2007 |
|
RU2356863C1 |
| СОСТАВ РАДИАЦИОННО-ЗАЩИТНОЙ ШТУКАТУРНОЙ СУХОЙ СМЕСИ, СПОСОБ ЕЁ ПОЛУЧЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2024 |
|
RU2830677C1 |
| Сырьевая смесь для изготовления строительных конструкций | 1990 |
|
SU1754690A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНГИДРИТОВОГО ВЯЖУЩЕГО | 2007 |
|
RU2362748C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ШУНГИТА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2405749C1 |
Изобретение касается способа обработки порошкообразного материала на основе сульфата кальция с целью получения гидравлического вяжущего. Этот способ заключается в сочетании двух последовательных стадий обработки: а) порошкообразный материал нагревают в туннеле для обжига (1) до температуры, заключенной между 220 и 360oC, в условиях, приспособленных для образования, главным образом, α-модификации сульфата кальция; б) нагретый таким образом материал подвергают термической закалке в охлаждающем приспособлении (2) при помощи холодного и сухого газа с целью стабилизации α-ангидрита и блокирования его превращения в другие кристаллографические модификации. Технический результат - получение нового гидравлического вяжущего с массовым содержанием α-ангидрита больше 35%, обладающего улучшенными прочностными характеристиками и повышенной огнестойкостью. 3 с. и 14 з.п. ф-лы, 8 ил.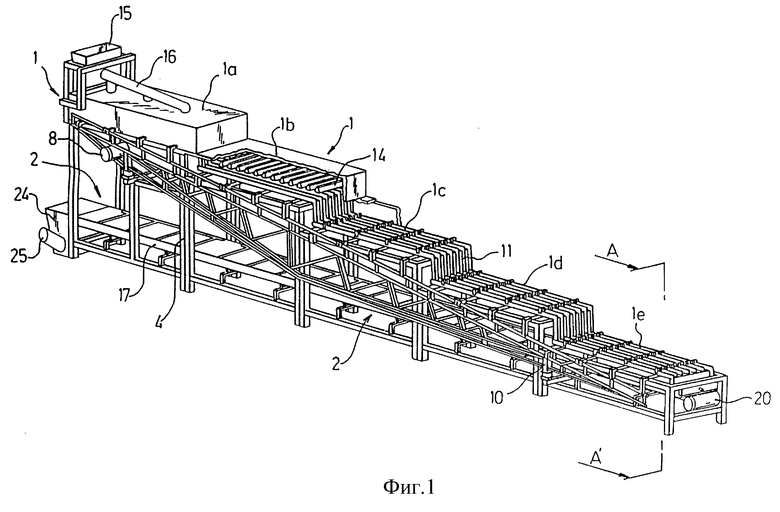
Огнестойкость - Воспламеняемость согласно французскому стандарту Р 92-507 отнесена к категории МО
Прочность при сжатии - Между 250 и 300 бар
Прочность на изгиб - Между 55 и 70 бар
| СПОСОБ МОДЕЛИРОВАНИЯ ЭКСПЕРИМЕНТАЛЬНОГО АМИЛОИДОЗА У ЖИВОТНЫХ | 2014 |
|
RU2572721C1 |
| Устройство для дегидратации сыпучих материалов | 1950 |
|
SU94896A1 |
| Способ получения ангидритового вяжущего | 1984 |
|
SU1183475A1 |
| Шланговое соединение | 0 |
|
SU88A1 |
| Установка для подачи овец на зооветобработку | 1983 |
|
SU1111711A1 |
| Уплотнительное устройство | 1986 |
|
SU1399553A1 |
| ДОЖДЕВАЛЬНАЯ МАШИНА | 1995 |
|
RU2084130C1 |
| Способ получения ангидратной кристаллической формы N-2-(6-метокси)бензтиазолил-N -фенилмочевины | 1980 |
|
SU900811A3 |
| WO 9415161 A, 07.07.1994. | |||
