Область техники
Изобретение относится к области термомеханической обработки металлических изделий, работающих на трение и износ, и предназначено для использования в машиностроительной промышленности для повышения износостойкости трущихся поверхностей механизмов, деталей машин за счет упрочнения поверхностного слоя металла. Преимущественно изобретение относится к упрочнению трущихся поверхностей, в частности упрочнение гребня колес рельсового транспорта.
Предшествующий уровень техники
Известен способ лазерной обработки поверхности катания и гребня железнодорожных колесных пар, при этом технический результат изобретения заключается в повышении износостойкости поверхности катания и гребня колесной пары за счет повышения твердости и получения высокодисперсной структуры упрочненной зоны. В свою очередь упрочненные зоны получают при термическом воздействии лазера на поверхность (патент RU 2389805 C1, 20.05.2010). Повышение износостойкости достигается за счет изменения свойств на макроуровне в поперечном сечении ленточной зоны перпендикулярном к направлению движения лазерного луча. Рядом с упрочненной зоной присутствует зона термического влияния (ЗТВ), а затем имеются свойства основного металла. При этом, вдоль упрочненной ленточной зоны свойства не изменяются (например, по твердости больше чем у основного металла).
Недостатками данного способа являются: 1) формирование зон упрочнения с постоянными характеристиками по геометрии (глубине и ширине), а также по свойствам со сплошной-однородной структурой вдоль направления движения лазерного луча; 2) высокий уровень остаточных внутренних напряжений при термообработке поверхности колес подвижного состава, что отрицательно может повлиять на надежность в эксплуатации. Дополнительным недостатком данного способа является низкий КПД лазеров, неодинаковое распределение энергии по сечению лазерного луча, сложность в устройстве и обслуживании, энергоемкость производства.
Известен так же способ, при котором на сопрягающихся поверхностях колеса и рельса нарезают две овальные канавки, расположенные на удалении от касательной центральной части реборды колеса и головки рельса (патент RU 2080231 C1, 27.05.1997). При этом канавки заполняют индукционно металлургическим способом (ИМС) расплавленным металлом, имеющим температуру более 1100°С.
Недостаток данного способа заключается в том, что в данном способе, так же вдоль канавки свойства остаются постоянными, а в поперечном сечении свойства изменяются. В районе канавок создается высокий уровень остаточных внутренних напряжений, что может приводить к выкрашиванию расплавленного металла при воздействии касательных усилий во время взаимодействия колеса и рельса. Дополнительным недостатком данного способа является увеличение трудоемкости и стоимости работ за счет нарезания канавок и использованием дополнительных материалов и оборудования.
Известны способы упрочнения поверхностей электроконтактной термообработкой (патент RU 2158313 C1, 27.10.2000; RU 2153008 C1, 20.07.2000), включающие нагрев пропусканием электрического тока через контактные элементы, прижимаемые к обрабатываемой поверхности под давлением, охлаждение зоны нагрева, в результате чего получают полосы с модифицированной структурой. При этом уровень остаточных напряжений может намного уменьшится за счет изменения давления на контактные элементы.
Однако, ряд недостатков этого способа также остаются, то есть в зонах нагрева формируется однородная модифицированная структура в продольном сечении с постоянной геометрией.
Известен способ упрочнения поверхностей деталей путем создания полос с модифицированной структурой переменной ширины и глубины при использовании электроконтактного упрочнения (патент RU 2534885 C2, 10.12.2014). Для повышения износостойкости трущихся поверхностей колеса и увеличения срока эксплуатации колес на поверхности катания и гребня создают полосы с модифицированной структурой, имеющие механические свойства, отличные от механических свойств основного металла, при этом упомянутые полосы создают переменной ширины и глубины по периметру гребня колеса.
Недостатком данного способа является то, что как и в предыдущих авторских изобретениях - формируются полосы с однородной структурой в продольном сечении упрочненной полосы. Данный способ принят в качестве прототипа заявленного изобретения в результате ряда преимуществ.
Раскрытие изобретения
Задачей изобретения является увеличение износостойкости трущихся поверхностей металлических изделий, в частности поверхности катания и гребня колес рельсового транспорта, и как следствие, повышение срока эксплуатации изделия за счет чередования свойств в поперечном и продольном сечениях упрочненной зоны.
Технический результат заключается в следующем: обеспечивается изменение свойств не только в поперечном сечении упрочненной зоны, но и чередование свойств на локальном уровне в ее продольном направлении за счет формирования переменной/чередующейся структуры.
Технический результат достигается путем получении модифицированной износостойкой высокодисперсной переменной структуры с чередующимися свойствами за счет выбора параметров режима термоциклирования.
Для достижения вышеуказанного технического результата предложен способ упрочнения поверхностей деталей с локальным чередованием свойств за счет использования термоциклирования и протекание высокоскоростных процессов нагрева и охлаждения с формированием модифицированной износостойкой высокодисперсной структуры с механическими свойствами, отличающийся тем, что выбирают режим термоциклирования, обеспечивающий формирование изменяющихся структур и свойств вдоль упрочненной ленточной зоны за счет термического воздействия от импульсного нагрева при различном сочетании параметров режима.
Согласно настоящему изобретению величина осцилляции свойств изменяется за счет управления перекрытием участков локальных зон термического влияния.
Краткое описание чертежей
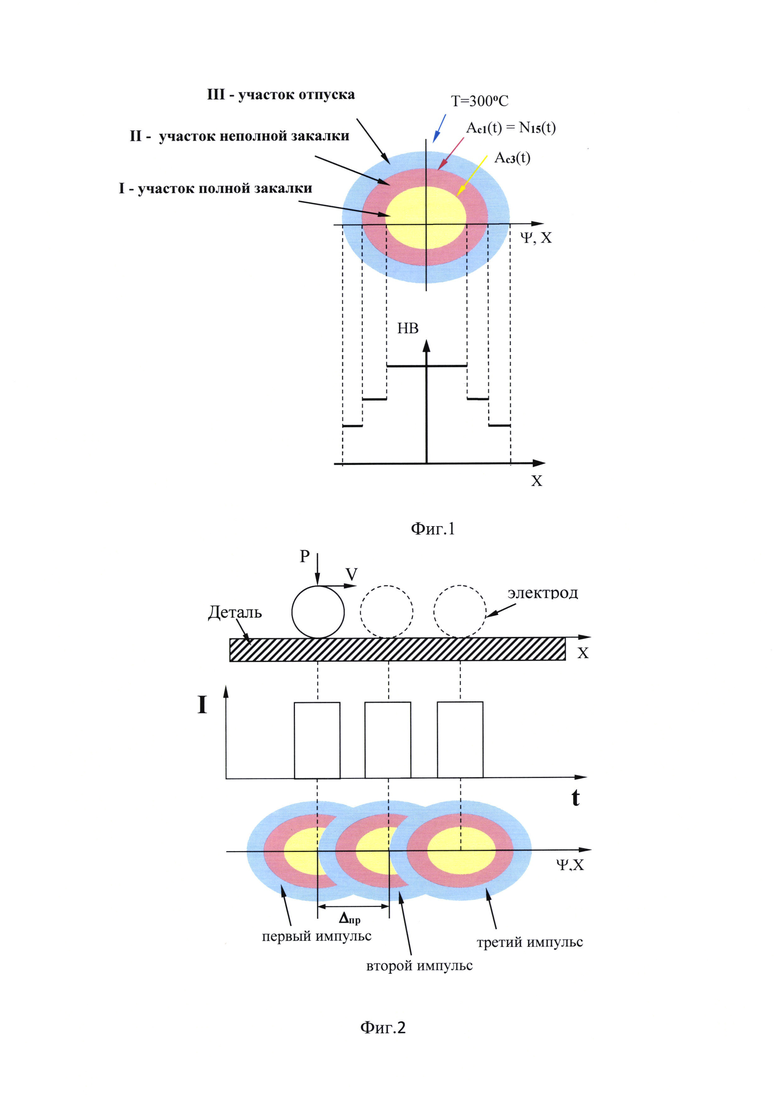
На Фиг. 1 Расположение участков в локальной зоне с различной структурой при единичном импульсе нагрева в пятне контакта электрод-деталь.
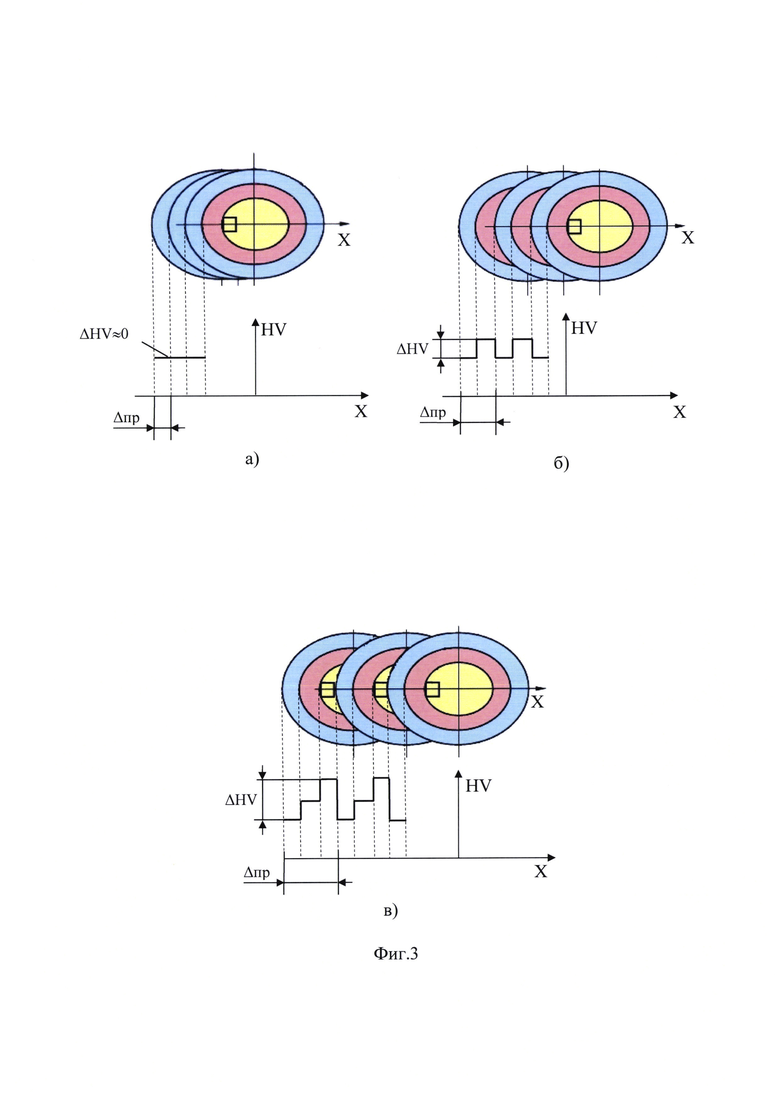
На Фиг. 2 Формирование ленточной зоны упрочнения путем перекрытием локальных зон при движении концентрированного импульсного источника энергии.
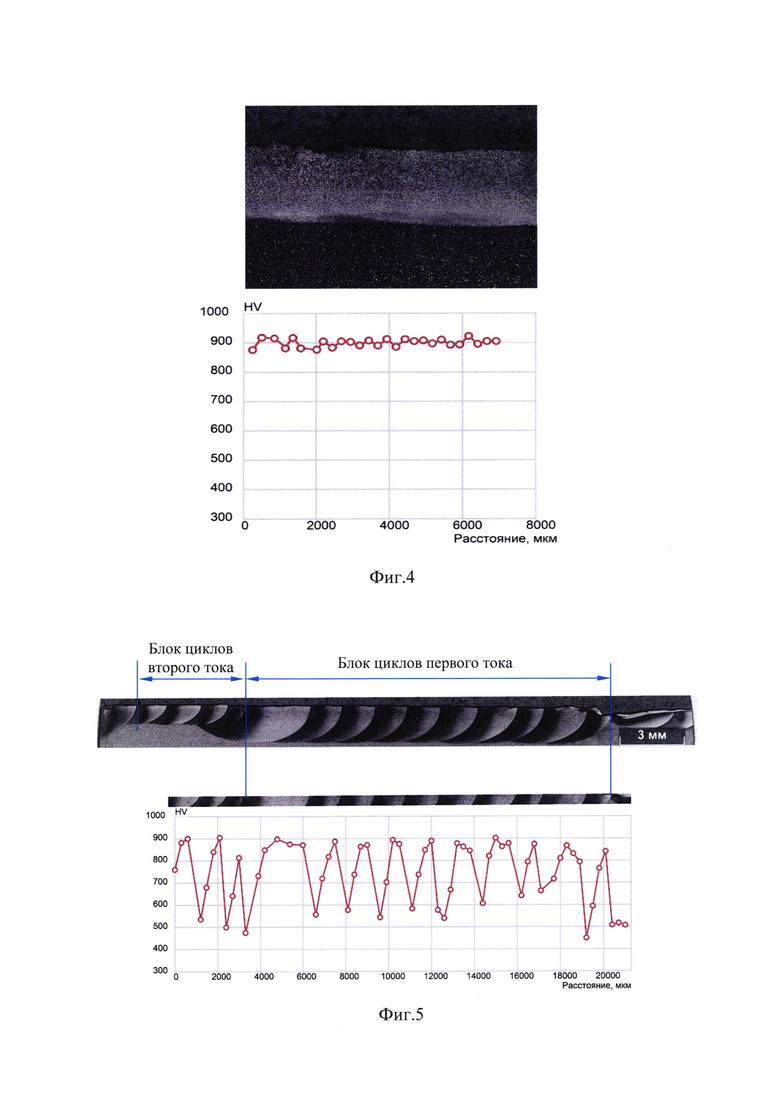
На Фиг. 3 Зависимость осцилляции свойств - ΔHV от шага перекрытия - Δпр в продольном сечении ленточной зоны упрочнения: а) формирования сплошной упрочненной ленточной зоны ΔHV≈0; б-в) увеличение осцилляции твердости - ΔHV≠0.
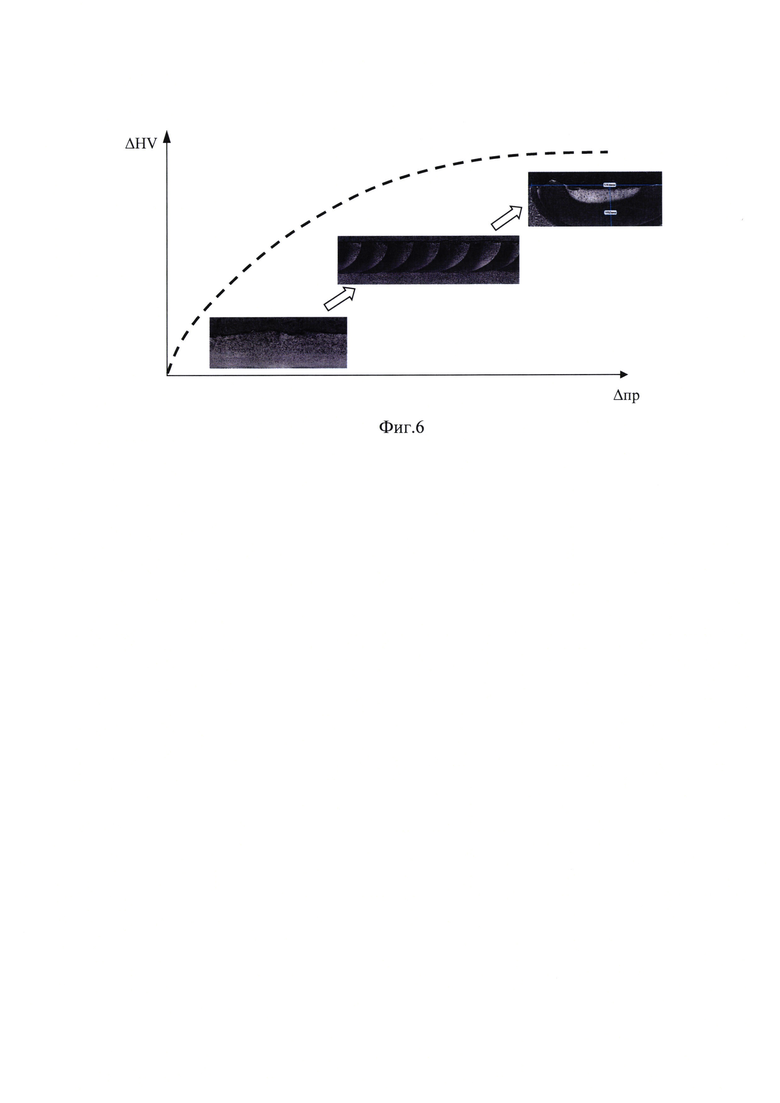
На Фиг. 4 Вид структуры и изменение твердости в сплошной упрочненной ленточной зоне ΔHV≈0.
На Фиг. 5 Вид структуры и изменение твердости вдоль упрочненной ленточной зоны при ΔHV≠0.
На Фиг. 6 Зависимость изменения величины осцилляции ΔHV от шага перекрытия Δпр.
Осуществление изобретения
На примере использования электроконтаткного способа упрочнения термоциклирование достигается использованием импульсоного тока, обеспечивающий протекание высокоскоростных процессов нагрева и охлаждения (путем отвода тепла в глубину металла за счет теплопроводности и дополнительно за счет охлаждения упрочняемой поверхности - водой). При воздействии одного импульса получают локальную зону упрочнения. Локальная зона упрочнения формируется в результате протекания импульса тока в контакте электрод - деталь. Ряд одиночных импульсов формируют ленточную зону упрочнения (на колесе - кольцевую). В единичном импульсе нагрева в пятне контакта системы электрод-деталь в конце его действия формируется локальная зона термического влияния (Фиг. 1), имеющая участки различной структуры в зависимости от достижения критических температур: - закалочные структуры при нагреве выше Ac3(t); - при нагреве металла между температурами Ac1(t)-Ac3(t) существует участок неполной закалки и ниже Ac1(t) - участок отпуска. При движении концентрированного источника энергии и повторяющихся/периодических нагревах на локальном уровне, локальные зоны термического влияния перекрываются и получают ленточную зону упрочнения (Фиг. 2). Нагрев в локальной зоне термического влияния осуществляется за счет пропускания импульсного тока через прижатый к поверхности роликовый электрод. Перекрытие локальных зон термического влияния, определяется параметрами режима, в частности, соотношением времени паузы и импульса, величиной тока, скоростью движения источника и т.п.
При упрочнении поверхности трения гребня железнодорожных колес, получить неравномерность свойств можно путем изменения, например времени паузы - tп=var (при постоянной скорости - V, силе тока-I, времени импульса - tи). Таким образом, в зависимости от расположения/(шага перекрытия Δпp=V⋅tп) можно получать различный локальный перепад/осцилляцию свойств - ΔHV в продольном сечении ленточной зоны упрочнения (Фиг. 3).
При варианте формирования сплошной упрочненной ленточной зоны (Фиг. 3, участок а), распределение твердости остается практически постоянной ΔHV≈0 (Фиг. 4). В этом случае участок отпуска перекрывает 2 участка полной и неполной закалки. С увеличенным времени паузы между локальными зонами упрочнения (Фиг. 3., участки б-в) расстояние - Δпр увеличивается, что приводит к возрастанию величины осцилляции твердости - ΔHV (Фиг. 5). При этом участок отпуска перекрывает только один участок полной закалки, т.е появляются участки со структурой неполной закалки (Фиг. 3., участок б). В том случае, когда участок отпуска перестает перекрывать участок полной закалки (с температурой нагрева выше Ac3(t)) формируется максимальная величина осцилляции ΔHV (Фиг. 3., участок в) в плоть до образования отдельных локальных зон термического влияния (Фиг. 6).
Таким образом, управляя перекрытием локальных зон термического влияния и ее циклов можно получать чередование свойств вдоль ленточной зоны упрочнения, а в конечном итоге приводит к чередованию свойств как в продольном так и поперечном сечениях ленточной зоны упрочнения, то есть к формированию триботехнического рисунка как на поверхности, так и в приповерхностных слоях колеса. Это приводит к снижению интенсивности изнашивания и увеличению долговечности, и срока службы.
Возможность использования предлагаемого технического решения проверяли путем проведения исследований на упрочненных железнодорожных колесах, изготавливаемых из стали марки 2. Оценивалось влияния параметров режима на чередование структуры в продольном сечении упрочненной зоны.
Для создания чередующих свойств ленточной зоны, имеющей большую и меньшую ширину/глубину, задавалось два блока импульсного тока различной величины, отличающиеся по времени, паузы и количеству импульсов, соответственно. Так, использован блок циклов первого тока I1=4 750 А с временем импульса tи1=0,14 секунды и временем паузы между импульсами tп1=0,08 секунды с количеством импульсов N=10. После блока импульсов первого тока, задавался блок импульсов второго тока I2=3500 А, tи2=0,08 секунды и tп2=0,10 секунды с количеством импульсов N=4. В результате металлографических исследований получено чередование свойств представленное на (Фиг. 5). Установлено, что размер ленточной зоны (большей и меньшей ширины/глубины) зависит не только, но и от параметров режима (скорости движения источника нагрева, величины тока времени импульса и паузы), но и от количества импульсов. Получены мелкодисперсные структуры как результат термоциклирования металла, что позволяет увеличивать совокупность всех механических свойств металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ИЗНАШИВАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2012 |
|
RU2534885C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 2015 |
|
RU2605259C2 |
| Способ восстановления и упрочнения канавок алюминиевых поршней | 1987 |
|
SU1558595A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2010 |
|
RU2440223C1 |
| Способ термической обработки стальных рельсов | 2016 |
|
RU2644638C2 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2809616C1 |
| СПОСОБ СОЗДАНИЯ МАКРОНЕОДНОРОДНОЙ СТРУКТУРЫ НА ПОВЕРХНОСТИ МАТЕРИАЛОВ | 2017 |
|
RU2662518C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2416674C1 |
Изобретение относится к металлургии, а именно к способам обработки поверхности трущихся узлов механизмов, и может найти применение в машиностроительной промышленности. Способ обработки гребня колеса железнодорожного транспорта включает проведение термоциклирования путем импульсной электроконтактной обработки при пропускании импульсного тока через прижатый к поверхности гребня и движущийся электрод с получением упрочненных ленточных зон. При повторяющемся пропускании импульсного тока через прижатый к поверхности гребня и движущийся электрод обеспечивают перекрытие формируемых упрочненных ленточных зон с различными величинами осцилляции твердости в зависимости от формируемой структуры, причем шириной и глубиной ленточной зоны, а также шагом перекрытия ленточных зон управляют путем изменения скорости движения электрода, силы тока, времени импульса и времени паузы. Обеспечивается увеличение износостокости трущихся поверхностей катания и гребня колес рельсового транспорта, а также повышается срок службы этих изделий. 6 ил., 1 пр.
Способ обработки гребня колеса железнодорожного транспорта, включающий проведение термоциклирования путем импульсной электроконтактной обработки при пропускании импульсного тока через прижатый к поверхности гребня и движущийся электрод с получением упрочненных ленточных зон, отличающийся тем, что при повторяющемся пропускании импульсного тока через прижатый к поверхности гребня и движущийся электрод обеспечивают перекрытие формируемых упрочненных ленточных зон с различными величинами осцилляции твердости в зависимости от формируемой структуры, причем шириной и глубиной ленточной зоны, а также шагом перекрытия ленточных зон управляют путем изменения скорости движения электрода, силы тока, времени импульса и времени паузы.
| СПОСОБ УПРОЧНЕНИЯ ИЗНАШИВАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2012 |
|
RU2534885C2 |
| Способ отделения карбоновых кислот от лактонов, полученных окислением углеводородных масел | 1928 |
|
SU16135A1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2374332C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2158313C1 |

