Изобретение относится к области крупяного производства и может быть использовано при производстве шлифовальной рисовой крупы.
В настоящее время процесс шлифования осуществляют на машинах с абразивными рабочими органами на магнезиальной связке и наполнителя - смеси карбида кремния черного (см. Л.И. Котляр Основы монтажа, эксплуатации и ремонта технологического оборудования предприятий по хранению и переработке зерна. М.: Изд-во "Колос", 1969 г., с. 159-161). Абразивы на магнезиальной связке имеют повышенную твердость, гигроскопичны, обладают невысокой прочностью и имеют нестойкий профиль.
Известен способ производства шлифованной рисовой крупы (см. В.А. Бутковский, Л. А. Гафнер, В.Г. Кулак Эксплуатация оборудования мельниц и крупозаводов. М.: "Колос", 1974 г., с. 185-190), включающий операции по очистке зерна от примесей, шелушение, четырех этапное шлифование с использованием рабочего органа с абразивной поверхностью на магнезиальной связке, содержащих наполнитель из смеси частиц карбида кремния черного различной крупности. При обработке рисового ядра абразивами на магнезиальной связке наблюдают низкую технологическую эффективность процесса шлифования. Быстрый износ и изменение первоначального профиля рабочей поверхности абразива приводит к образованию участков с повышенным износом в виде углублений с острыми кромками, о которые ударяясь, дробятся рисовые ядра. Способность магнезиальной связки поглощать из воздуха влагу и углекислый газ с образованием гидрата и карбоната магния приводит к снижению ее прочности. Следовательно, в зависимости от условий шлифования может произойти изменение качества абразивной поверхности в процессе эксплуатации. Поэтому прогнозировать эффективность переработки риса на протяжении всего периода эксплуатации невозможно. Особенно при переработке ядра риса в осенне-зимний период. Вследствие недостаточной прочности магнезиальной связки и способности адсорбировать из воздуха влагу и углекислый газ, приготовленные на ее основе абразивы характеризуют как низкоэффективные. Повысить прочностные свойства абразивов можно только за счет увеличения доли связки. Из-за большой доли связки в структуре абразива шлифовальные зерна с ней образуют прочный и вязкий монолит, в котором практически не происходит необходимого в процессе шлифования обновления рабочего шлифующего слоя абразива. Режущие грани шлифовальных зерен утоплены в связке, расстояние между отдельными шлифовальными зернами велико, что делает невозможным процесс шлифования риса после износа выступающих над связкой граней. В результате затупления острых граней шлифовальных зерен и наличия большой доли связки в структуре в контактном трении участвует большая часть магнезиальной связки, что ведет к росту сил трения и нормальных нагрузок в зоне шлифования и, как следствие, увеличению температуры в рабочей зоне, что в конечном итоге приводит к интенсификации процесса трещинообразования и выхода дробленных ядер.
Наиболее близким к предложенному способу является способ производства шлифованной рисовой крупы (см. Правила организации и ведения технологического процесса на крупяных предприятиях. М.: ЦНИИТЭИ Минзага СССР,1981, с. 17-20), включающий операции по очистке зерна от примесей, шелушение, четырехэтапное шлифование с использованием абразивов на магнезиальной связке и наполнителя смеси частиц карбида кремния черного зернистостью N 100 (1200-1000 мкм), N 80 (1000-800 мкм), N 63 (800-630 мкм), с различным процентным соотношением их по этапам шлифования. Учитывая то, что для переработки рисового ядра по способу-прототипу используют абразивы на магнезиальной связке, то в процессе шлифования наблюдают те же аналогичные недостатки, что и в способе-аналоге. Потеря шлифующей способности абразивов на магнезиальной связке в процессе обработки зерна, как правило, компенсируется увеличением зернистости шлифовальных зерен. Однако это не приводит к желаемому результату. Зернистость абразивных частиц должна обеспечить оптимальную глубину шлифования по этапам технологического процесса. Чтобы увеличить плотность укладки шлифовальных зерен в структуре абразива используют трехкомпонентную смесь различных фракций крупности абразивных частиц. Однако применение трехкомпонентной смеси шлифовальных зерен технологически нецелесообразно, так как отклонение крупных фракций абразивных частиц от уровня верхнего слоя рабочей поверхности превышает требуемую глубину шлифования и уменьшает число режущих граней, что в конечном итоге способствует росту трещинообразования и выходу дробленных ядер. При четырехэтапном шлифовании абразивами на магнезиальной связке с использованием трехкомпонентной смеси шлифовальных зерен в структуре абразивной массы для достижения оптимальной степени обработки рисового ядра процесс ведут в "жестких" режимах, что также способствует росту выходу дробленых ядер.
Техническая задача изобретения - сокращение протяженности технологического процесса и уменьшение выхода дробленой крупы за счет интенсификации процесса шлифования и более мягкого воздействия на зерно при обработке.
Поставленная задача решается за счет предложенного способа производства шлифованной рисовой крупы, включающего операции по очистке зерна от примесей, шелушение, поэтапное шлифование с использованием рабочего органа с абразивной поверхностью, сортирование продуктов шлифования с промежуточным отбором дробленного ядра и мучки. При шлифовании ядра риса на всех этапах используют рабочий орган с абразивной поверхностью, содержащий основу из эпоксидной диановой смолы, отвержденной полиэтиленполиамином и наполнителя из смеси частиц карбида кремния черного. Минимальное количество связки в структуре абразива при соотношении основы и наполнителя составляет 0,15:1 - 0,35: 1 массовых долей. Процесс шлифования ведут в три этапа, причем на первом и втором этапах - смесь частиц карбида кремния с размерами основной фракции 1000-800 мкм и 800-630 мкм, взятых в равных массовых пропорциях, а на третьем этапе шлифования смесь частиц карбида кремния с размерами основной фракции 800-630 мкм и 630-500 мкм, взятых в равных массовых пропорциях.
На фиг. 1 изображена статическая модель структуры абразива при содержании эпоксидной связки в количестве 0,15 массовых долей, где 1 - расстояние между вершинами шлифовальных зерен, d - высота режущих граней абразивных частиц.
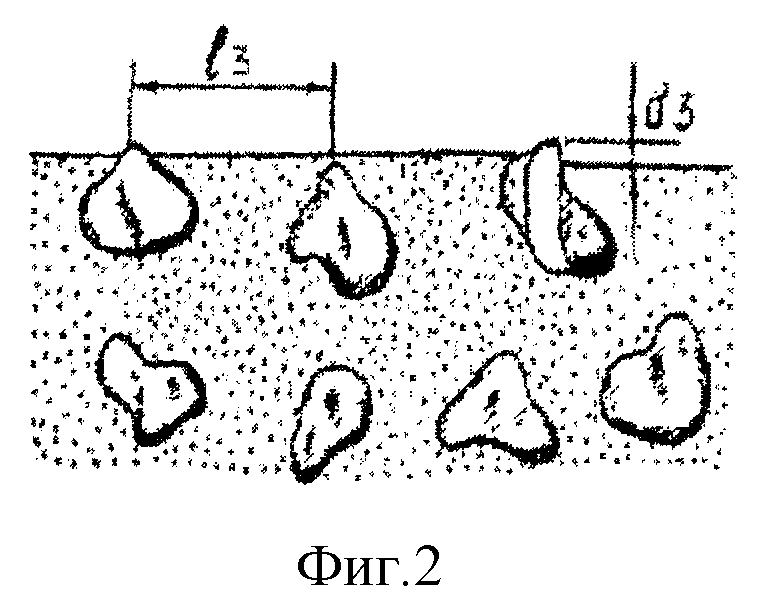
На фиг. 2 изображена статическая модель структуры абразива при содержании эпоксидной связки в количестве 0,25 массовых долей, где l - расстояние между вершинами шлифовальных зерен, d - высота режущих граней абразивных частиц.
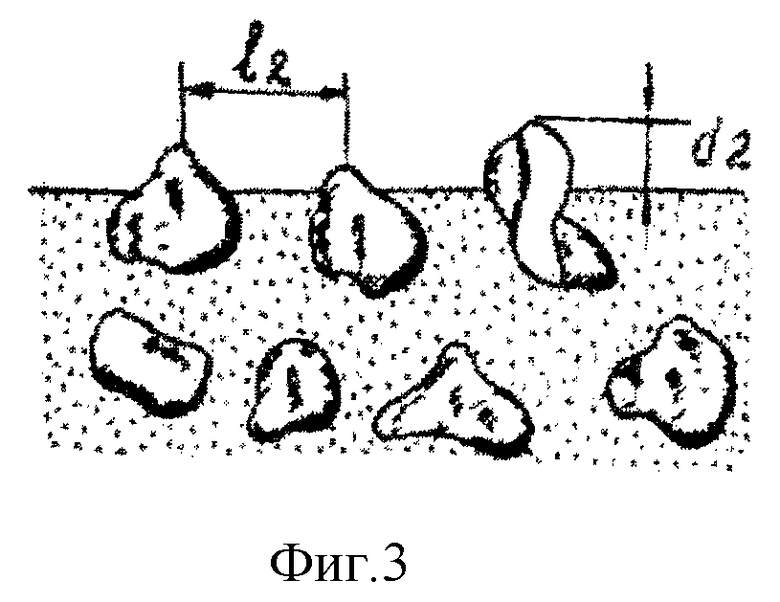
На фиг. 3 изображена статическая модель структуры абразива при содержании эпоксидной связки в количестве 0,35 массовых долей, где l - расстояние между вершинами шлифовальных зерен, d - высота режущих граней абразивных частиц.
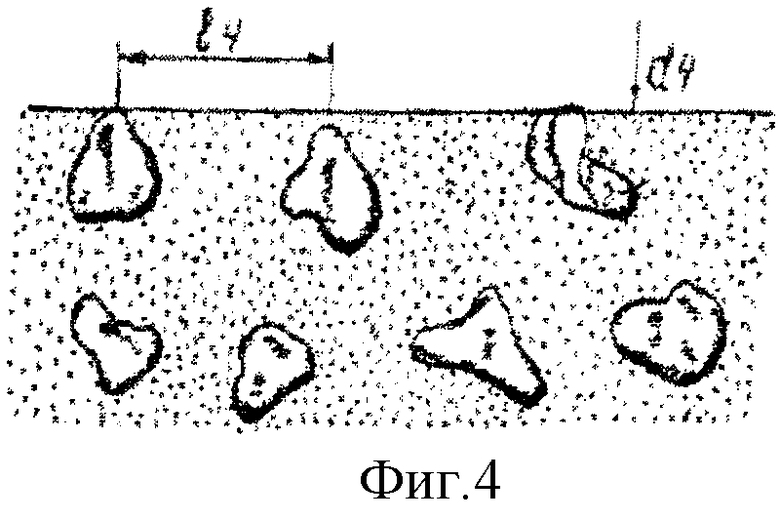
На фиг. 4 изображена статическая модель структуры абразива при содержании эпоксидной связки в количестве 0,4 массовых долей, где l - расстояние между вершинами шлифовальных зерен, d - высота режущих граней абразивных частиц.
Способ осуществляется следующим способом. Зерно риса подвергают очистке от посторонних примесей. Очищенный от примесей рис-зерно пофракционно параллельными потоками направляют на шелушильные машины. Процесс шелушения осуществляют в машинах с обрезиненными валками и/или в поставах. После сортирования продуктов шелушения ядро риса подвергают процессу шлифования. Шлифование осуществляют путем последовательной трехэтапной обработки в машинах с абразивной рабочей поверхностью на основе эпоксидной диановой смолы, отвержденной полиэтиленполиамином, и наполнителя - смеси карбида кремния черного различной крупности в разных массовых долях. Соотношение предельной крупности абразивных частиц обеспечивает оптимальную глубину шлифования. Максимальная технологическая эффективность на первом и втором этапах достигается при использовании двухкомпонентной смеси шлифовальных зерен с размерами основной фракции 1000-800 мкм и 800-630 мкм. Смесь обладает большой шлифующей способностью. В результате на первом и втором этапах шлифования удаляют с поверхности зерна риса плодовые и семенные оболочки и зародыш. Шлифующая способность мелкозернистых шлифовальных зерен возрастает на последнем этапе процесса. На третьем этапе удаляют алейроновый слой и часть не удаленного зародыша. Решающее значение имеет не глубина шлифования, а число шлифовальных зерен активно участвующих в контактом взаимодействии с рисовым ядром. Шлифовальные зерна с размером основной фракции 800-630 мкм и 630-500 мкм, имея более острые грани и меньшую разновысотность над уровнем связки обеспечивают значительное снижение выхода дробленного ядра. Снижение выхода дробленного ядра согласно предлагаемому способу в 2,2-2,4 раза. В отличие от традиционных способов получения шлифованной рисовой крупы в предлагаемом не используют шлифовальные зерна с размером основной фракции 1200-1000 мкм, а применяют меньшей крупности, что значительно влияет на качество обработки и на выход дробленного ядра. Соотношение основы и наполнителя составляет 0,15: 1 - 0,35:1 массовых долей, что позволяет увеличить число активно работающих в процессе шлифования абразивных частиц, обладающих максимальной шлифующей способностью. Используемая основа обладает комплексом свойств, таких как: прочность, значительная стойкость к действию влаги и растворителей, высокие физико-механические и диэлектрические характеристики. Не происходит выкрашивание шлифовальных зерен в процессе обработки зерна риса. Для поддержания шлифующей способности рабочего слоя поверхность абразивов должна постоянно обновляться. Глубоко сидящие шлифовальные зерна постепенно затупляются, что приводит к уменьшению шлифующей способности и "засаливанию" рабочей поверхности. Увеличение доли связующего также ведет к уменьшению шлифующей способности. При обработке риса абразивами с содержанием связки 0,15-0,25 массовых частей наблюдают уменьшение выхода дробленого ядра и высокую степень шлифования ядра риса. Величина высоты выступающих граней абразивных частиц составляет соответственно 1/2 и 1/3 их размера. Расстояние между отдельными шлифовальными зернами при содержании связки 0,15 массовых долей соответствует 1/2 их диаметра, а при содержании связки 0,25 массовых долей равно одному диаметру абразивной частицы. При этом открываются режущие грани промежуточного ряда абразивных частиц постоянно наблюдают обновление рабочего слоя и происходит уменьшение выхода дробленой крупы. В результате в контактном трении постоянно участвуют только режущие грани шлифовальных зерен, а не связка, что значительно влияет на выход целого ядра. При обработке риса абразивами с содержанием связки 0,35 массовых частей наблюдают низкую степень шлифования ядра риса. Величина высоты выступающих граней абразивных частиц небольшая, а расстояние между отдельными шлифовальными зернами составляет больше двух их диаметров. При увеличении доли связки до 0,4 массовых частей степень шлифования равна нулю, так как из-за большой доли связки в структуре абразива шлифовальные зерна с ней образуют прочный и вязкий монолит, в котором практически не происходит необходимого в процессе шлифования обновления рабочего шлифующего слоя абразива. Режущие грани шлифовальных зерен утоплены в связке, расстояние между отдельными шлифовальными зернами велико, что делает невозможным процесс шлифования риса после износа выступающих над связкой граней. В результате предлагаемый способ получения шлифовальной рисовой крупы обеспечивает интенсификацию процесса с получением высококачественного продукта в три этапа, не требующей дополнительной обработки.
Пример конкретного выполнения 1.
Рис-зерно после предварительной очистки в элеваторе подается в бункера завода. Зерно, подвергшееся операции очистки от примесей поступает пофракционно параллельными потоками на шелушильные машины. После сортирования продуктов шелушения ядро риса в количестве 100 т подвергают процессу шлифования. Шлифование осуществляют на машинах с абразивной рабочей поверхностью на основе эпоксидной диановой смолы, отвержденной полиэтиленполиамином и наполнителя - смеси частиц карбида кремния черного определенной крупности при соотношении основы и наполнителя 0,15:1 массовой части. На первом этапе шлифование осуществляют на машинах с абразивной поверхностью рабочего органа, содержащего смесь частиц карбида кремния с размерами основной фракции 1000-800 мкм и 800-630 мкм, взятых в равных пропорциях. В результате первого этапа шлифования получают 5,8 т мучки и 94,2 т смеси целой и дробленой крупы. Пройдя этап пневмосепарирования, смесь целой и дробленой крупы. Пройдя этап пневмосепарирования, смесь целой и дробленой крупы поступает на второй этап шлифования. На втором этапе шлифование осуществляют на машинах с абразивной поверхностью рабочего органа, содержащего смесь частиц карбида кремния с размерами основной фракции 1000-800 мкм и 800-630 мкм, взятых в равных пропорциях 91,0 т продукта после второго этапа обработки подается на предварительное сортирование, где полученные 0,2 т мучки отправляют в склад, а 7,2 т дробленой крупы - на дальнейшую переработку 83,6 т основного продукта подают на третий этап шлифования. На третьем этапе шлифование осуществляют на машинах с абразивной поверхностью рабочего органа, содержащего смесь частиц карбида кремния с размерами основной фракции 800-630 мкм и 630-500 мкм, взятых в равных пропорциях. В результате получают 80,0 т целой крупы, 1,2 т дробленой крупы и 2,4 т мучки.
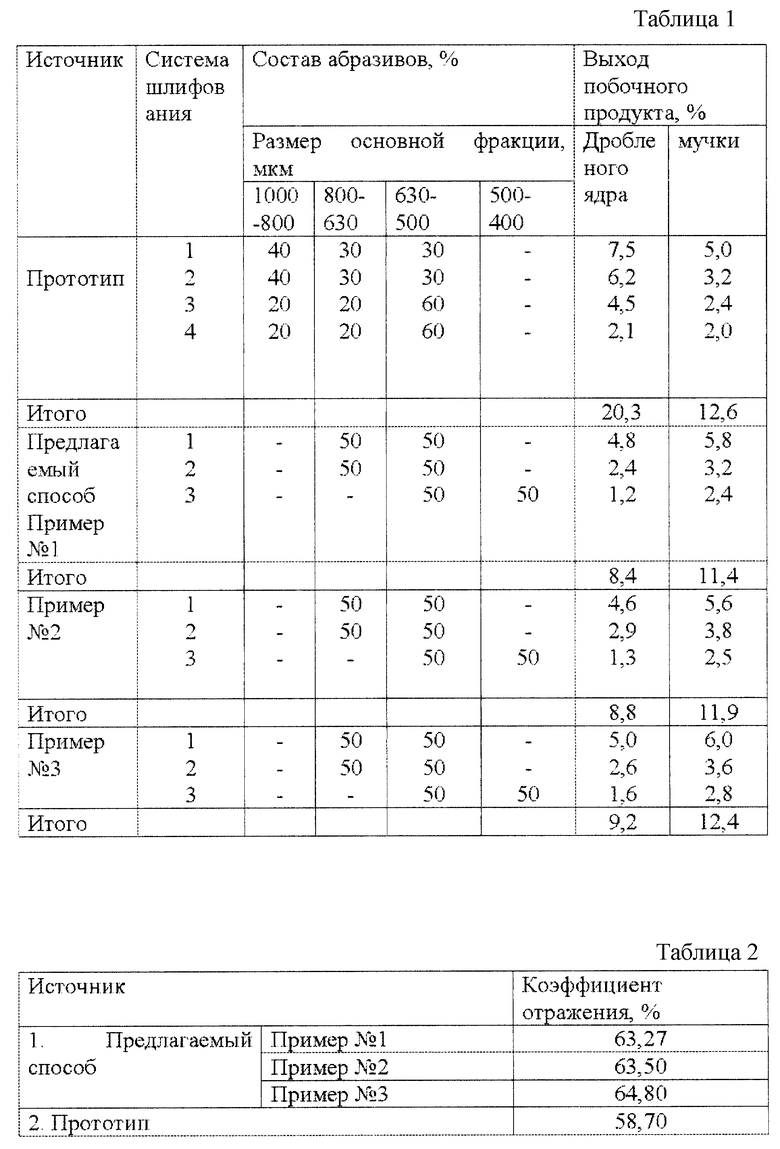
Таким образом, в итоге получают шлифованной рисовой крупы 80,0 т, дробленой крупы - 8,4 т и мучки - 11,6 т, что в процентном соотношении составляет соответственно: 80,0%, 8,4%, 11,6%.
Для определения степени шлифования полученного продукта используют шаровой фотометр ФМШ-56 М. В результате, получают продукт со степенью шлифования 63,27%.
Пример конкретного выполнения 2 и 3 выполнены аналогично и данные по выходу дробленой крупы и степени шлифования для этих примеров приведены в таблицах 1 и 2. Соотношение основы и наполнителя для примеров 2 и 3 составляет 0,25:1 и 0,35:1 соответственно.
В таблице 1 представлены состав абразива и показания выходов дробленого ядра и мучки по этапам.
В таблице 2 представлены степень шлифования готового продукта.
Для сравнения экспериментальных данных с прототипом изготовлены рабочие органы с абразивной поверхностью на магнезиальной связке и проведены исследования шлифования рисовой крупы по прототипу с крупностью шлифовальных зерен N 100, 80 и 63 (1200-1000 мкм, 1000-800 мкм и 800-630 мкм) (см. Правила организации и ведения технологического процесса на крупяных предприятиях. - М. : ЦНИИТЭИ Минзага СССР, 1981, с. 17-20). Результаты исследования сведены в таблицах 1 и 2.
В результате предложенного способа получения шлифованной рисовой крупы получают высококачественный продукт с достаточной степенью обработки и с минимальным выходом дробленого ядра. При обработке риса-зерна по предлагаемому способу происходит сокращение выхода дробленого ядра и 2,2-2,4 раза и увеличение степени обработки. Поэтому предложенный способ обеспечивает высокое качество шлифованной рисовой крупы за короткий цикл технологического процесса при минимальном выходе дробленой крупы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОЛИРОВАННОЙ РИСОВОЙ КРУПЫ | 1999 |
|
RU2166365C2 |
| Устройство для шлифования рисовой крупы | 1985 |
|
SU1386293A1 |
| Способ производства крупы,например рисовой | 1973 |
|
SU449734A1 |
| Устройство для шлифования крупы | 1985 |
|
SU1386292A1 |
| Способ получения целой пшенично-полбяной крупы | 2024 |
|
RU2836652C1 |
| СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ СЫПУЧИХ ПРОДУКТОВ ТИПА МУКИ, И/ИЛИ КРУП, ОТРУБЕЙ, МУЧНЫХ СМЕСЕЙ, И/ИЛИ КОМБИКОРМОВ, СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ МУКИ, СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ КРУП И СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ КОМБИКОРМОВ | 1997 |
|
RU2095143C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА С ПОНИЖЕННЫМ СОДЕРЖАНИЕМ КУБИЧЕСКОГО НИТРИДА БОРА | 2015 |
|
RU2587369C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУПЫ ИЗ ПОЛБЫ | 2007 |
|
RU2371250C2 |
| Способ получения целой пшенично-тритикалевой крупы | 2024 |
|
RU2836660C1 |
| Способ переработки зерна риса | 2018 |
|
RU2689724C1 |
Изобретение относится к области крупяного производства и может быть использовано при производстве шлифованной рисовой крупы. Способ производства шлифованной рисовой крупы включает операции по очистке зерна от примесей, шелушение, поэтапное шлифование с использованием рабочего органа с абразивной поверхностью, сортирование продуктов шлифования с промежуточным отбором дробленого ядра и мучки. При шлифовании ядра риса на всех этапах используют рабочий орган с абразивной поверхностью, содержащий основу из эпоксидной диановой смолы, отвержденной пoлиэтилeнпoлиaминoм, и наполнителя из смеси частиц карбида кремния черного. Минимальное количество связки в структуре абразива при соотношении основы и наполнителя составляет 0,15:1-0,35:1 массовых долей. Процесс шлифования ведут в три этапа, причем на первом и втором этапах - смесь частиц карбида кремния с размерами основной фракции 1000-800 мкм и 800-630 мкм, взятых в равных массовых пропорциях, а на третьем этапе шлифования - смесь частиц карбида кремния с размерами основной фракции 800-630 мкм и 630-500 мкм, взятых в равных массовых пропорциях. Изобретение обеспечивает сокращение протяженности технологического процесса и уменьшение выхода дробленой крупы за счет интенсификации процесса шлифования и более мягкого воздействия на зерно при обработке. 1 з.п. ф-лы, 4 ил., 2 табл.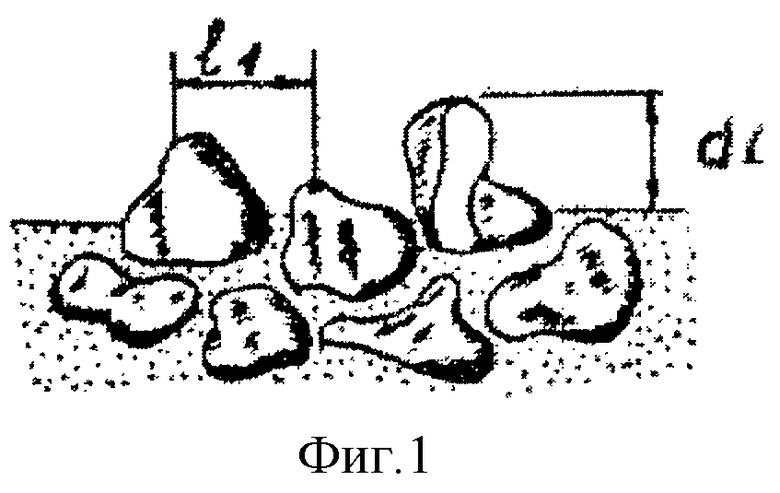
| Правила организации и ведения технологического процесса на крупяных предприятиях | |||
| - М.: ЦНИИТЭИ Минзага СССР, 1981, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
