ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к установке для упаковки кондитерских изделий стерильным образом в стерильные емкости или упаковки.
В пищевой промышленности в целом, и в частности в области упаковки кондитерских изделий в стерильные емкости, имеется потребность в упаковывании изделий в емкости, имеющие форматы, отличающиеся друг от друга. Для указанной цели, для каждого формата, т.е. для каждого типа емкости, в настоящее время используется упаковочная установка, "специализированная" для определенной емкости.
Каждая из указанных установок, известных как "формующие/наполняющие/запечатывающие" и раскрытых, например, в US 3,911,640, включает множество секций, которые расположены на одной линии друг с другом вдоль упаковочного пути и все находятся внутри общего туннеля, который образует "стерильную" область или точнее область, в которой контролируется степень бактериологического загрязнения, чтобы гарантировать стерильность упаковывания. Через указанные секции постепенно подают первую термоформуемую ленту, которая образует торцевую стенку туннеля и которую после стерилизации, нагревают, в специально разработанной секции, а затем пропускают в термоформующую секцию для создания одного или более отсеков или отделений, выполненных с возможностью приема, каждого, по меньшей мере одного, из указанных изделий. Отделения с изделиями, подлежащими упаковыванию, затем запечатывают посредством второй ленты, которую также предварительно стерилизуют и которая ограничивает сверху итоговую протяженность указанного туннеля, и термически запаивают на первой ленте перед тем, как различные отделения физически отделяют друг от друга в отсечной секции.
УРОВЕНЬ ТЕХНИКИ
Даже хотя известные установки, описанного выше типа, используются в настоящее время, поскольку они являются специализированными для заданной емкости, они представляют собой "жесткую" конструкцию и не могут быть существенно изменены для получения емкостей, которые могут очень даже отличаться от первоначально задуманных емкостей. Однако возможно произвести частичную модификацию известных установок, при этом указанные изменения в любом случае требуют особенно продолжительных периодов адаптации и вызывают нежелательные потери в показателях времени простоя установки, и, следовательно, снижают производительность.
Кроме того, в известных установках, как раз по причине того, что они являются специализированными, ширина лент и стадия продвижения самих лент определяется уже на стадии проектирования и оптимизируется как функция размеров, геометрии и, в общем, типа индивидуального формата или емкости, изначально сконструированного таким образом, что изменение формата неизбежно вызывает увеличение отходов, т.е. количества лент, не использованных в процессах термоформования и/или закрывания, в такой степени, чтобы сделать производство менее экономически выгодным, накладывая, как известно, высокую величину стоимости лент на общую стоимость упакованного продукта.
Использование лент различной ширины на существующих установках исключено за счет того, что ленты ограничивают стерильную область и по этой причине должны быть постоянно соединены герметичным образом с широким диапазоном механических составных элементов установки, которые, в свою очередь, должны были бы быть подвергнуты модифицированию и приспосабливанию, что влечет за собой непреодолимые трудности. По причинам, изложенным выше, каждое существенное изменение формата емкостей требует замены всей установки для упаковывания.
Изменение формата емкостей возможно с использованием регулируемой установки, раскрытой в DE 2030575901.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения состоит в том, чтобы предоставить установку для упаковывания кондитерских изделий в стерильные емкости, конструкционные характеристики которой предоставляют возможность простого и недорогого решения изложенных выше проблем.
Настоящее изобретению предлагает установку для упаковки кондитерских изделий в стерильные емкости, при этом установка включает расположенный вдоль упаковочного пути по меньшей мере один первый узел для стерилизации и нагревания первой термоформуемой ленты, формующий узел для создания на указанной первой ленте по меньшей мере одного отделения для вмещения указанных кондитерских изделий, узел для подачи кондитерского изделия в указанное отделение, второй узел для стерилизации и подачи второй закрывающей ленты к указанной первой ленте, сварочный запечатывающий узел для соединения вместе указанных лент и закрывания указанного кондитерского изделия внутри указанного вмещающего отделения, режущий узел для разрезания указанных лент и создания по меньшей мере одной указанной емкости, и стерильный воздуховод, продолжающийся вдоль указанного упаковочного пути и выполненный для содержания стерильного газа, причем указанный воздуховод является общим для указанных узлов и ограничен по меньшей мере частично указанными лентами, при этом установка отличается тем, что каждый указанный узел образует часть соответствующего рабочего модуля, который является независимым от других модулей и соединен с расположенными рядом модулями с возможностью отсоединения.
Предпочтительно, в установке, определенной выше, каждый указанный модуль включает соответствующую опорную раму, которая является независимой от опорных рам других модулей, при этом рамы поддерживают соответствующее рабочее средство, выполненное с возможностью выполнять определенную функцию указанного модуля, при этом некоторые из рам поддерживают соответствующую полуоболочку, соединенную со смежными полуоболочками съемными уплотнениями; при этом каждая оболочка образует соответствующий участок указанного стерильного воздуховода.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее изобретение будет описано со ссылкой на сопровождающие чертежи, показывающие неограничивающий пример варианта выполнения, на которых:
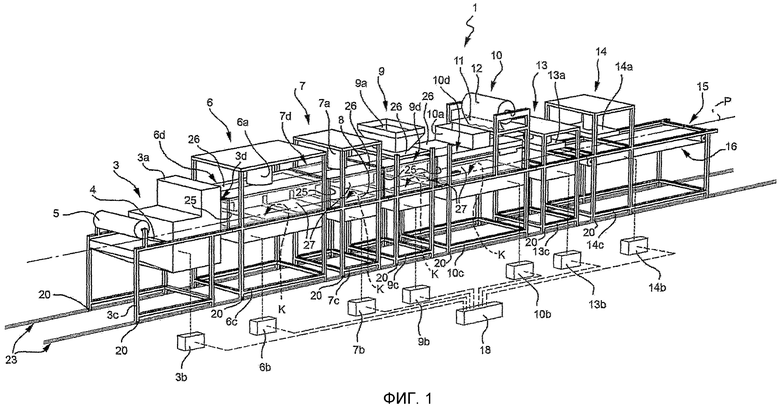
Фиг.1 - схематичный вид в перспективе предпочтительного варианта выполнения установки по изобретению;
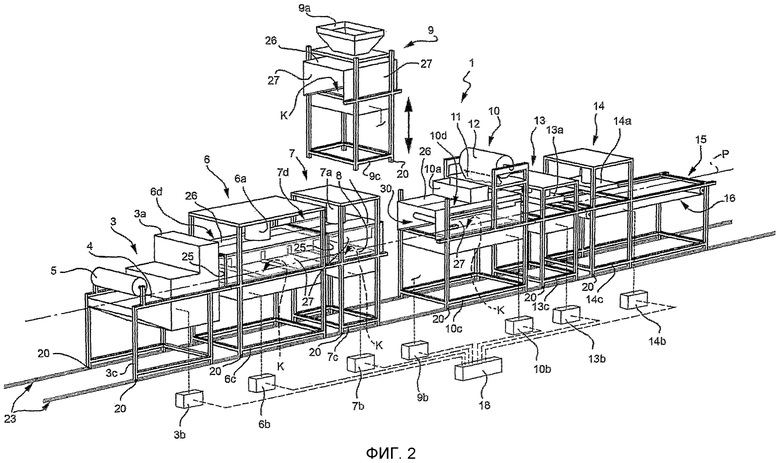
Фиг.2 - вид, подобный Фиг.1, показывающий установку, разделенную на несколько конструктивных элементов;
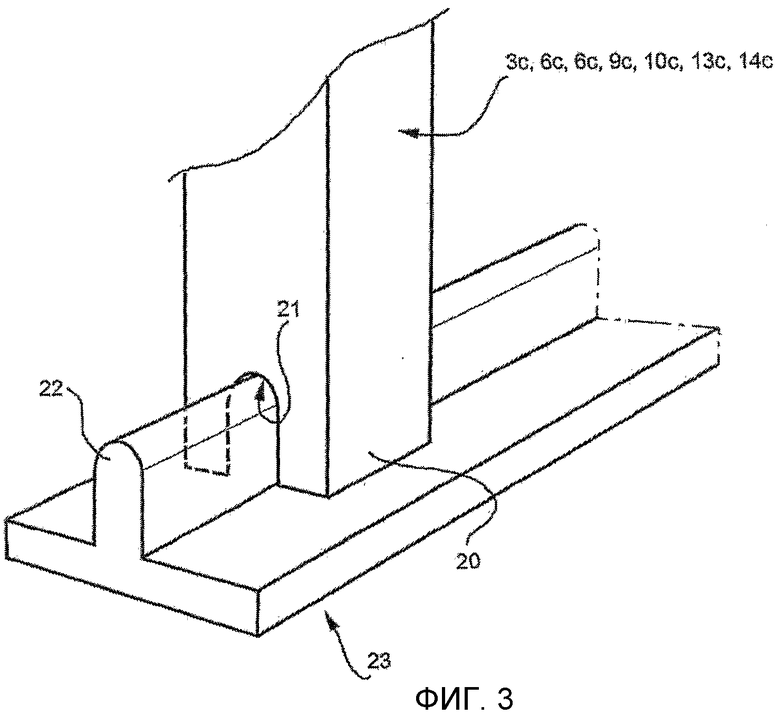
Фиг.3 - вид в увеличенном масштабе детали по Фиг.1 и 2; и
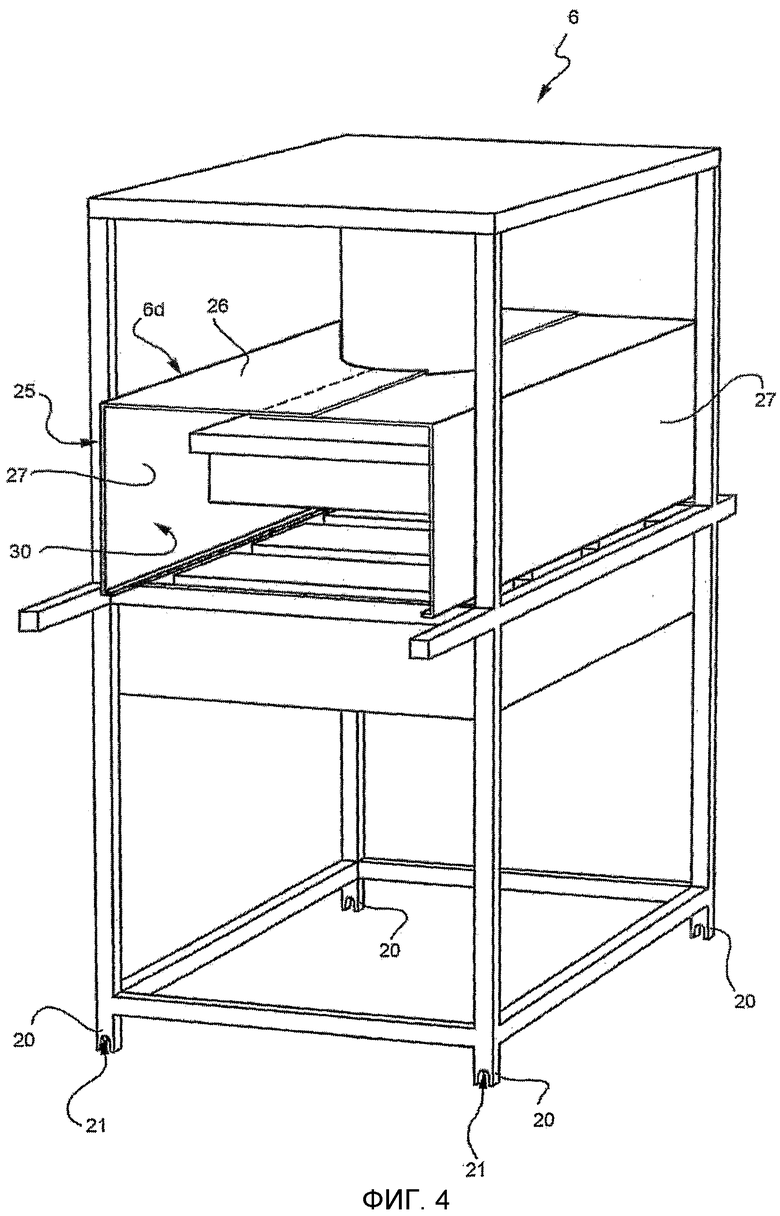
Фиг.4 - вид в перспективе компонента установки по Фиг.1 и 2.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг.1 установка для упаковывания кондитерских изделий в стерильные емкости в целом обозначена номером 1. В данном случае и как следует далее термин "кондитерские изделия" означает как изделия в твердой или гранулированной форме, так и изделия в форме жидкости или крема.
Установка 1 имеет модульный состав или изготовлена из блоков, которые являются взаимно независимыми, т.е. автономными с механической, электрической, электронной, пневматической и управленческой точек зрения. В конкретном случае, установка 1 включает, последовательно вдоль упаковочного пути P, модуль 3 для подачи и стерилизации термоформуемой ленты 4, которая разматывается из бобины 5 и подается постепенно вдоль упаковочного пути P тянущими устройствами, которые являются известными и подробно не описаны. Кроме того, установка 1 включает модуль 6 для нагревания термоформуемой ленты 4 и модуль 7 для термоформования самой термоформуемой ленты 4. Модуль 7 обеспечивает на ленте 4 множество отсеков или отделений 8, имеющих размеры и относительное расположение, определяемые на стадии проектирования в соответствии с изделием, типом емкости, подлежащего изготовлению, и шириной самой ленты 4.
После модуля 7, по ходу перемешения ленты 4, установка 1 дополнительно содержит распределяющий модуль 9 для подачи изделия, подлежащего упаковке, в каждый из отсеков или отделений 8, и, кроме того, модуль 10 для подачи и стерилизации термосвариваемой ленты 11, которая может раскручиваться из бобины 12, находящейся на самом модуле 10. После модуля 10, установка 1 дополнительно содержит сварочный модуль 13 для сваривания ленты 11 на участке ленты 4, не вовлеченной в предыдущий процесс термоформования, чтобы закрыть непроницаемым для текучих сред образом каждый из отсеков или отделений 8, и отсечной модуль 14 для разделения различных отсеков или отделений 8 друг от друга с образованием множества стерильных емкостей, которые подаются к выходу 15 установки 1 с помощью конвейерной ленты 16, которая образует часть самого отсечного модуля 14.
Каждый из модулей 3, 6, 7, 9, 10, 13 и 14 включает соответствующий рабочий узел, известный как таковой; причем указанные узлы обозначены 3a, 6a, 7a, 9a, 10a, 13a и 14a, соответственно. Рабочие узлы пневматически связаны с пневматическим источником через собственные специализированные клапанные узлы (не проиллюстрированы), и электрически связаны с соответствующими электронными блоками 3b, 6b, 7b, 9b, 10b, 13b и 14b управления. Каждый из электронных блоков 3b, 6b, 7b, 9b, 10b, 13b и 14b управления специализирован исключительно для соответствующего рабочего узла 3a, 6a, 7a, 9a, 10a, 13a и 14a, является независимым друг других и, в свою очередь, электрически связан и управляется посредством общего блока 18 управления для управления всей установкой 1.
Каждый модуль 3, 6, 7, 9, 10, 13 и 14 дополнительно содержит соответствующую конструкцию или раму 3c, 6c, 7c, 9c, 10c, 13c и 14c для поддержки соответствующего рабочего узла 3a, 6a, 7a, 9a, 10a, 13a и 14a и различные электрические и пневматические проводку/составные элементы; причем каждая рама 3c, 6c, 7c, 9с, 10c, 13c и 14c отделена от других рам и является независимой от них, и установлена рядом с рамами, примыкающими к ней, и соединена с ними с возможностью отсоединения, например через быстросоединяемые узлы (не видно на приложенных фигурах). Каждая рама 3c, 6c, 7c, 9c, 10c, 13c и 14c поддерживается собственным узлом с направляющей и салазкой, образованным множеством нижних опорных ножек или участков 20 (Фиг.1 и 3) самой соответствующей рамы; в конкретном описанном примере, участки 20 имеют соответствующие нижние концевые гнезда 21, имеющие форму наподобие U, установленную вверх ногами, и зацепленные соответствующей прямолинейной направляющей 22 с возможностью скольжения. Направляющая 22 образует часть указанного узла с направляющей и салазкой и часть рельса 23 для относительного позиционирования, который является общим для всех модулей 3, 6, 7, 9, 10, 13 и 14, продолжается параллельно пути P, и постоянно закреплен на полу. Таким образом, каждый из модулей 3, 6, 7, 9, 10, 13 и 14 может быть перемещен вдоль рельса 23 и, следовательно, вдоль указанного упаковочного пути P независимо от других модулей и, в частности, может быть отсоединен от самого рельса 23 и перемещен в сторону за счет простого вертикального подъема, как проиллюстрировано для модуля 9 на Фиг.2. В качестве альтернативы, согласно непоказанному варианту, один или более модулей имеют свои соответствующие рамы, расположенные, каждая, на соответствующей приводимой от двигателя тележке или другом равнозначном средстве для передвижения модуля, выполненном с возможностью управления на своем месте независимо от других тележек, для смещения в направлении, поперечном указанному упаковочному пути Р, между рабочим развернутым положением, в котором соответствующая рама продолжается вдоль пути Р в предварительно определенном положении, и отведенным положением, в котором рама установлена снаружи упаковочного пути Р и в котором модуль не принимает участия в упаковочном процессе.
Каждая из рам поддерживает промежуточную опорную поверхность K, которая лежит по существу в одной плоскости с поверхностями K других рам и на которую опирается термоформуемая лента 4 в процессе своего продвижения к выходу 15. Таким образом, различные поверхности K образуют по меньшей мере часть направляющей скольжения для термоформуемой ленты 4. На выходе из отсечного узла 14, емкости перемещаются в сторону посредством конвейерной ленты 16.
Каждая из рам, расположенная до запечатывающего узла 13, кроме того, поддерживает соответствующую полуоболочку 3d, 6d, 7d, 9d и 10d, которая установлена только над соответствующей опорной поверхностью K, причем ее выемка обращена к самой соответствующей плоской поверхности K и соединена со смежными полуоболочками с возможностью отсоединения посредством помещения между ними соответствующих прокладок или лабиринтных уплотнений, обозначенных позицией 25.
В конкретном описанном примере, каждая полуоболочка 6d, 7d, 9ά и 10d включает соответствующую верхнюю стенку 26, установленную с обращением к соответствующей плоской опорной поверхности K и наложенную только на нее, и вертикально поднятую относительно самой соответствующей плоской поверхности K, и две боковые стенки 27, которые обращены друг к другу и продолжаются вверх, начинаясь опять же от соответствующей плоской опорной поверхности K. Каждая из верхних стенок 26 имеет размер, измеряемый параллельно соответствующей поверхности K и ортогонально пути Р, который может изменяться как функция ширины термоформуемой ленты 4 и ленты 11, и сквозное отверстие, сквозь которое движется подвижный элемент соответствующего рабочего узла 6а, 7а, 9а, 10а. Вместо этого, боковые стенки 27 заканчиваются в направлении соответствующей опорной поверхности K, соответствующими участками, которые, в конкретном примере, имеют форму L (Фиг.2 и 4), с которыми соединены с возможностью скольжения противоположные продольные боковые участки термоформуемой ленты 4, чтобы гарантировать поддержание повышенного давления стерильной окружающей среды внутри туннеля. Таким образом, каждая полуоболочка 6d, 7d, 9d и 10d образует, вместе с соответствующим промежуточным участком термоформуемой ленты 4, соответствующий участок непрерывного туннеля 30 (Фиг.4), который закрыт спереди подающим и стерилизирующим узлом 3, а сзади закрывающей лентой 11, которая постепенно опускается к расположенной внизу термоформуемой ленты 4 перед сваркой с самой термоформуемой лентой 4. В туннель 30 подается стерильный воздух а, в общем, стерильный газ, содержащий в своем составе азот, с изменяющимся давлением между 0,01 и 1 бар для создания стерильной окружающей среды, в которой выполняются все упаковочные операции.
Из изложенного выше описания, понятно, как конструктивные характеристики описанной установки 1 и, в частности, факт использования множества модулей или блоков, полностью независимых друг от друга и автономных с механической, электрической, электронной, пневматической и управленческой или контролирующей точек зрения, но которые могут быть соединены друг с другом функциональным образом, обеспечивают возможность, согласно необходимости, необычайно быстрой трансформации и, следовательно, с уменьшенными технологическими простоями, существующей установки для упаковывания в новую установку для упаковывания различных типов изделий или для производства различных емкостей, сохраняя неизменными эффективность и надежность предыдущей установки, но, прежде всего, сокращая до минимума потери при механообработке. То, что было только что изложено, в основном является следствием того, что каждый из модулей, которые составляют установку 1, является абсолютно взаимозаменяемым или сменяемым другим функционально равноценным модулем, т.е., модулем, который выполняет ту же самую функцию, что и замененный модуль, и может быть выбран среди множества модулей, имеющих конструктивные характеристики, отличающиеся друг от друга. Под термином "конструктивные характеристики" подразумеваются характеристики модуля, которые обеспечивают возможность изменения типа, т.е. геометрии и/или размеров, производимых емкостей.
Кроме того, при том, что другие признаки остаются такими же, то что, для каждого из модулей 6, 7, 9 и 10, предусмотрена соответствующая регулируемая половина оболочки для формирования стерильной окружающей среды, предоставляет возможность произвольного изменения поперечных размеров туннеля 30 и, следовательно, делает возможным использование термоформуемой и закрывающей лент различной ширины. В конкретном описанном примере, фактически, предоставленные половины оболочек предоставляют возможность использования термоформуемой и закрывающей лент с шириной, которая колеблется в процентном измерении ±15% относительно заданной ширины и, следовательно, оптимизации поверхности термоформуемой ленты 4, сокращая до минимума потери, являющиеся следствием отсекания.
В заключение, факт использования общего направляющего рельса и соединения различных модулей с одним и тем же рельсом с возможностью скольжения в осевом направлении делает возможным, с одной стороны, всегда гарантировать точное расположение модулей по пути P продвижения, а с другой стороны, замену любого из модулей посредством просто плавного перемещения других вдоль рельса. Кроме того, скольжение вдоль рельса предоставляет возможность замены существующего модуля другим модулем, имеющим другой продольный размер, т.е. размер, измеряемый в направлении упаковочного пути. Другими словами, новый модуль может быть расположен в пространстве, необязательно идентичном пространству, оставшемуся свободным за счет предыдущего модуля. Кроме того, указанный вариант выполнения предоставляет возможность добавления дополнительных модулей, которые способны соответствовать другим рабочим процессам, например, рабочим процессам, которые включают ряд распределяющих секций.
Из вышеприведенного описания будет понятно, что в описанной установке возможны модификации и изменения, не выходящие из объема защиты, определенной первым пунктом формулы изобретения.
В частности, установка 1 может включать ряд модулей, отличающихся от модуля, показанного в качестве примера, а указанные модули могут представлять рамы или формы, которые отличаются от рам или форм, показанных опять же в качестве примера.
Кроме того, половины оболочек для получения стерильной окружающей среды могут быть предоставлены способом, отличающимся от способа, показанного в качестве примера, опять же в перспективе облегчения трансформации установки согласно ширине лент, которые должны быть использованы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНАЯ МАШИНА, В КОТОРОЙ ИСПОЛЬЗУЕТСЯ ТЕРМОСВАРИВАЕМАЯ ПЛЕНКА | 2007 |
|
RU2391266C1 |
| РАЗДЕЛИТЕЛЬНАЯ СИСТЕМА И СООТВЕТСТВУЮЩАЯ УПАКОВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2745901C2 |
| УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ ФАРМАЦЕВТИЧЕСКИХ ЕМКОСТЕЙ (ВАРИАНТЫ) | 1995 |
|
RU2140383C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВЫВАНИЯ КОНТЕЙНЕРОВ ЖИДКИХ ПРОДУКТОВ В СВЯЗКИ | 2010 |
|
RU2586479C2 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ | 2001 |
|
RU2192373C1 |
| СПОСОБ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2523852C1 |
| Устройство для упаковывания блоков изделий в термоусадочную пленку | 1985 |
|
SU1382752A1 |
| ФОРМУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ФОРМОВАНИЯ ЗАПЕЧАТАННЫХ УПАКОВОК С ТЕКУЧИМИ ПИЩЕВЫМИ ПРОДУКТАМИ ИЗ ТРУБЫ УПАКОВОЧНОГО МАТЕРИАЛА | 2011 |
|
RU2577898C2 |
| ПИЩЕВОЙ ПРОДУКТ В УПАКОВКЕ | 2016 |
|
RU2722043C2 |
(57) Установка содержит расположенный вдоль упаковочного пути по меньшей мере один первый стерилизующий и нагревающий узел для первой термоформуемой ленты, формующий узел для создания на первой ленте по меньшей мере одного отделения для вмещения изделий, подающий узел для подачи изделия в отделение, второй стерилизующий и подающий узел для подачи второй закрывающей ленты к первой ленте, сварочный узел для скрепления лент и закрывания изделия внутри вмещающего отделения, режущий узел для разрезания лент и создания по меньшей мере одной стерильной емкости, непрерывный стерильный воздуховод, продолжающийся вдоль упаковочного пути и выполненный для содержания стерильного газа. При этом воздуховод является общим для узлов и по меньшей мере частично ограничен лентами, а каждый узел образует часть соответствующего рабочего модуля, который является независимым от других модулей и высвобождаемо соединен с расположенными рядом модулями. Каждый модуль включает соответствующую опорную раму, которая является независимой от опорных рам других модулей и установлена вдоль смежной опорной рамы. Рамы поддерживают соответствующее рабочее средство, выполненное с возможностью выполнения определенной функции соответствующего модуля. Некоторые из рам поддерживают соответствующие полуоболочки, соединенные со смежными полуоболочками высвобождаемыми уплотнениями. Каждая оболочка образует соответствующий участок непрерывного стерильного воздуховода, а каждая рама поддерживает соответствующую плоскую опорную поверхность, отличающуюся от опорной поверхности, образованной другими рамами. При этом опорные поверхности образуют отдельные сегменты направляющей скольжения для первой ленты. Изобретение обеспечивает упрощение конструкции и снижение себестоимости. 10 з.п.ф-лы, 4 ил.
1. Установка для упаковки кондитерских изделий стерильным образом, содержащая расположенный вдоль упаковочного пути по меньшей мере один первый стерилизующий и нагревающий узел для первой термоформуемой ленты, формующий узел для создания на указанной первой ленте по меньшей мере одного отделения для вмещения указанных кондитерских изделий, подающий узел для подачи кондитерского изделия в указанное отделение, второй стерилизующий и подающий узел для подачи второй закрывающей ленты к указанной первой ленте, сварочный узел для скрепления указанных лент и закрывания указанного кондитерского изделия внутри указанного вмещающего отделения, режущий узел для разрезания указанных лент и создания по меньшей мере одной стерильной емкости и непрерывный стерильный воздуховод, продолжающийся вдоль указанного упаковочного пути и выполненный для содержания стерильного газа, при этом указанный воздуховод является общим для указанных узлов и по меньшей мере частично ограничен указанными лентами; при этом каждый указанный узел образует часть соответствующего рабочего модуля, который является независимым от других модулей и высвобождаемо соединен с расположенными рядом модулями; каждый указанный модуль включает соответствующую опорную раму, которая является независимой от опорных рам других модулей и установлена вдоль смежной опорной рамы; при этом рамы поддерживают соответствующее рабочее средство, выполненное с возможностью выполнения определенной функции указанного соответствующего модуля, при этом некоторые из рам поддерживают соответствующие полуоболочки, соединенные со смежными полуоболочками высвобождаемыми уплотнениями; при этом каждая оболочка образует соответствующий участок указанного непрерывного стерильного воздуховода, при этом каждая указанная рама поддерживает соответствующую плоскую опорную поверхность, отличающуюся от опорной поверхности, образованной другими рамами; при этом указанные опорные поверхности образуют отдельные сегменты направляющей скольжения для указанной первой ленты.
2. Установка по п.1, отличающаяся тем, что каждая указанная полуоболочка содержит по меньшей мере одну боковую или верхнюю стенку, имеющую регулируемые размеры.
3. Установка по п.2, отличающаяся тем, что каждая указанная боковая стенка является регулируемой в направлении под прямым углом к указанному упаковочному пути.
4. Установка по п.2, отличающаяся тем, что указанная боковая стенка каждой указанной полуоболочки продолжается в положении, обращенном к указанной связанной опорной поверхности и исключительно поверх нее.
5. Установка по любому из пп.1-4, отличающаяся тем, что она включает высвобождаемое позиционирующее средство для расположения и поддерживания каждого из указанных модулей в соответствующем функциональном положении, определенном вдоль указанного упаковочного пути.
6. Установка по п.5, отличающаяся тем, что указанное позиционирующее средство включает, для каждого указанного модуля, узел с направляющей и салазкой для перемещения каждого модуля вдоль указанного упаковочного пути независимо от других модулей.
7. Установка по п.6, отличающаяся тем, что указанные узлы включают закрепленную направляющую, общую для всех модулей и параллельную указанному упаковочному пути, и, для каждого указанного модуля, соответствующие салазки, взаимодействующие с указанной общей направляющей с возможностью скольжения в противоположных направлениях.
8. Установка по п.7, отличающаяся тем, что каждая указанная салазка включает по меньшей мере одно открытое гнездо для сцепления с указанной направляющей; при этом указанное гнездо и указанная направляющая выполнены с возможностью рассоединения в вертикальном направлении под прямым углом к указанной направляющей, позволяя перемещение соответствующего модуля от указанного упаковочного пути.
9. Установка по п.1, отличающаяся тем, что каждый указанный модуль включает свой собственный электронный блок управления, который является независимым от других электронных блоков; при этом указанная установка дополнительно содержит общий электронный блок управления для управления указанными электронными блоками.
10. Установка по п.1, отличающаяся тем, что каждый указанный модуль включает свои собственные гидравлические и/или пневматические средства соединения с гидравлическими и/или пневматическими сетями, соответственно, которые являются независимыми от гидравлических/пневматических соединительных средств других модулей.
11. Установка по п.1, отличающаяся тем, что каждый указанный модуль выполнен взаимозаменяемым с одним или более другими модулями, которые могут быть выбраны из множества модулей, имеющих другие конструктивные признаки и такие же функции.
| US 3911640 A, 14.10.1975 | |||
| DE 20305759 U1, 19.08.2004 | |||
| RU 2006108242 A, 10.08.2006 |

