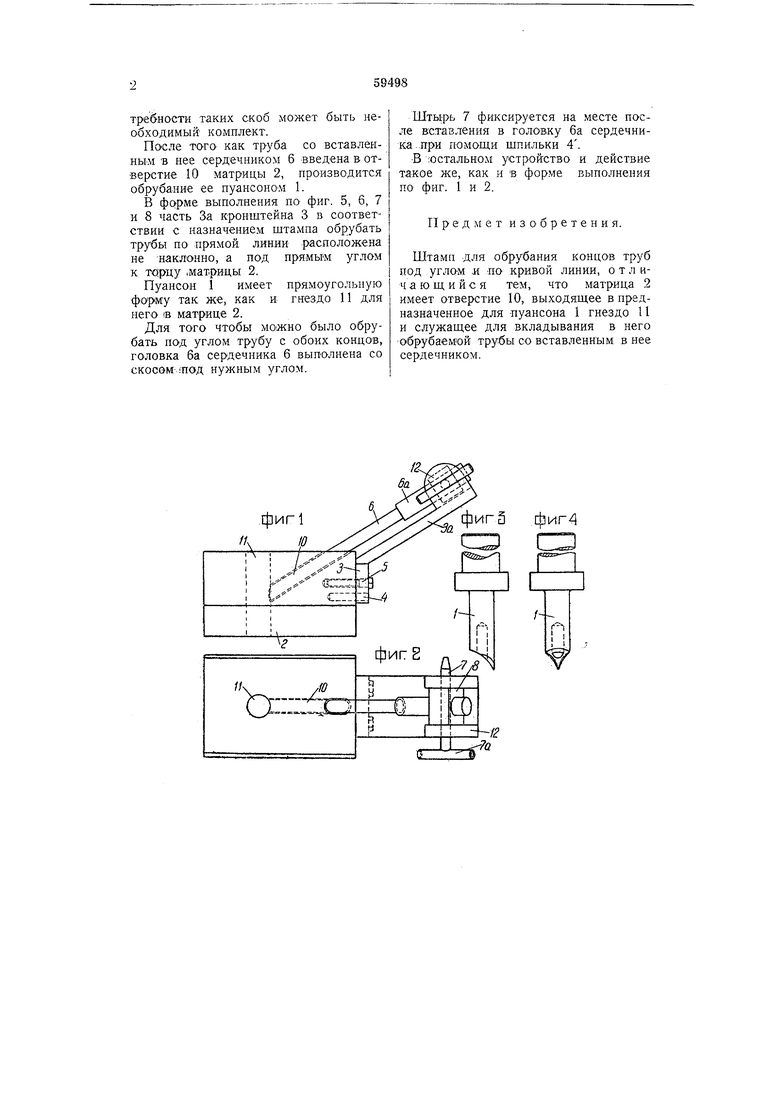
В настоящее время во всех трубчатых конструкциях, различных кронштейнах, подкосах, тягах и других деталях концы их опиливаются под различные радиусы вручную по шаблонам или же фрезеруются на фрезерных станках, что конечно требует затраты большого количества времени и инструмента как режущего, так и вспомогательного. После такой обработки деталь требует еще последующих операций: снятия заусенцев (после фрезеровки) и пригонки детали по месту (после опиловки ее по шаблону). Эти операции обработки концов труб под углом или по кривой линии могут быть выполнены, однако, при помощи специального штампа, что позволит сэкономить рабочее время и расход режущего и вспомогательного инструмента. Для этого, согласно изобретению, матрица штампа снабжается отверстием, выходящим в предназначенное для пуансона гнездо и служащим для вкладывания в него обрубаемой трубы со вставленным в нее сердечником. На чертеже фиг. 1 и 2 показывают вид сбоку и сверху предлагаемого щтампа для обрубания труб по кривой при помощи круглого пуансона; фиг. 3 и 4 - две проекции такого пуансона; фиг. 5 и 6 - вид сбоку и в плане штампа для обрубания труб под углом па прямой линии; фиг. 7 и 8 - две проекции пуансона для этого штампа. Штамп состоит из матрицы 2 (фиг. 1 и 2), к которой при иомощи болтов 5 крепится кронштейн 3 с расположенной под углом к поверхности матрицы частью За. Конец последней выполнен в виде двух ушков 12. При помощи контрольной шпильки 4 скоба 3 устанавливается в правильное относительно матрицы положение. В .матрице 2 имеется гнездо II, в которое вводят пуансон 1 (фиг. 3 и 4). В гнездо 11 выходит наклонное отверстие 10, служащее для помеп1ения в нем обрубаемой трубы. Последняя надевается для этого на утоненную часть сердечника б до упора в утолщенный конец 6а, который пропускается через сухарь 8, располагаемый между ушками 12 части За скобы 3 и фиксируется в нулсном положении при помощи щтыря 7 с рукояткой 7а. Длина скобы зависит от длины обрубаемой трубы; в зависимости от потребности таких скоб может быть необходимый комплект.
После того как труба со вставленным в нее сердечником 6 введена в отверстие 10 матрицы 2, производится обрубание ее пуансоно-м 1.
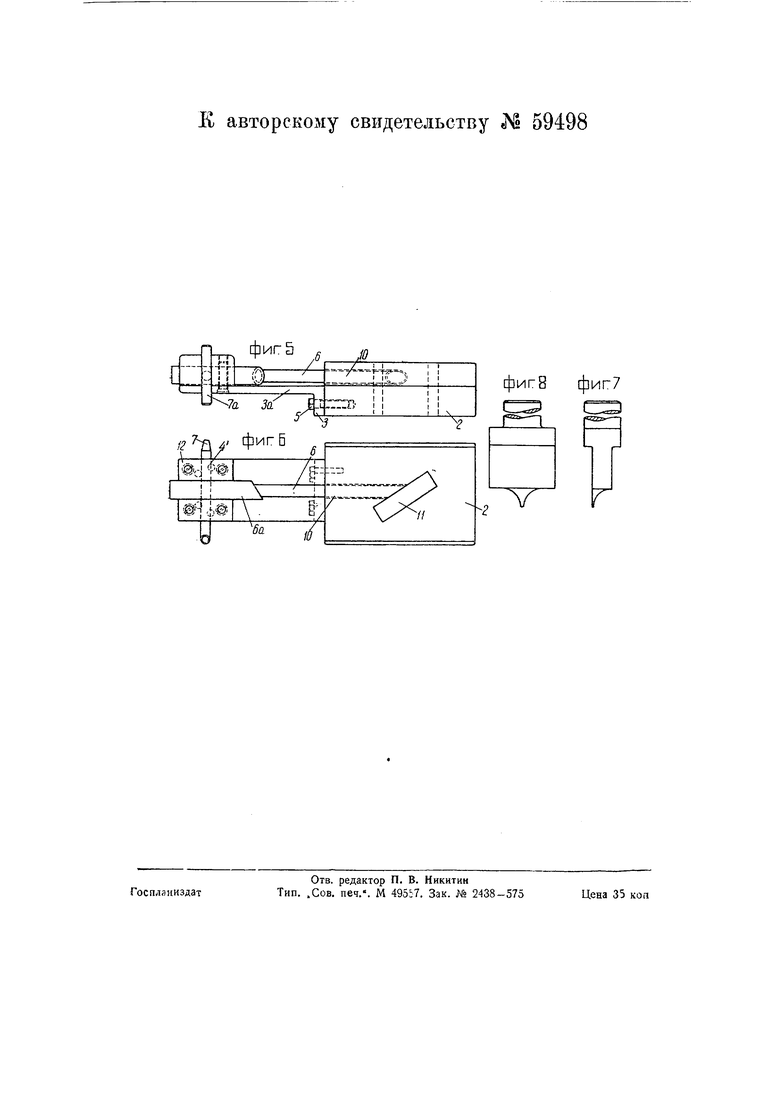
В форме выполнения по фиг. 5, б, 7 и 8 часть За кронштейна 3 в соответствии с назначением штампа обрубать трубы по прямой линии расположена не наклонно, а под прямым углом к .матрицы 2.
Пуансон 1 имеет прямоугольную форм:у так же, как и гнездо 11 для него IB матрице 2.
Для того чтобы можно было обрубать под углом трубу с обоих концов, головка ба сердечника 6 выполнена со скосом iпод нужным углом.
Штцрь 7 фиксируется на месте после вставления в головку ба сердечника, лри помощи шпильки 4.
В юстальном устройство и действие такое , как и в форме выполнения по фиг. 1 и 2.
Предмет изобретения.
Штамп для обрубания концов труб под углом л -по кривой линии, отличающийся тем, что матрица 2 имеет отверстие 10, выходящее в предназначенное для пуансона 1 гнездо 1I и служащее для вкладывания в него обрубаемой трубы со вставленным в нее сердечником.
| название | год | авторы | номер документа |
|---|---|---|---|
| Капустоуборочная машина | 1931 |
|
SU28368A1 |
| Автоматический станок для изготовления резаных гвоздей | 1934 |
|
SU45587A1 |
| Штамп для рубки трубных заготовок | 1953 |
|
SU105879A1 |
| ШТАМП ДЛЯ ФОРМИРОВАНИЯ УШКОВ ПРУЖИН РАСТЯЖЕНИЯ | 1966 |
|
SU216604A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ | 2003 |
|
RU2240884C1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| ТЕРМОФОРМУЮЩЕЕ УСТРОЙСТВО ДЛЯ ТЕРМОФОРМУЕМЫХ МАТЕРИАЛОВ В ФОРМЕ ЛЕНТЫ ИЛИ ЛИСТА | 1995 |
|
RU2159181C2 |
| Автомат для изготовления ушка и его сборки с поддоном форменных пуговиц | 1949 |
|
SU89740A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
фиг 10
//ч
игЗ ,фиг4
фиг Б
I f..,
LT
ба
фиг7
