Изобретение относится к прокатному производству, а точнее, к оборудованию трубопрокатного стана, и может быть использовано для настройки стержня с оправкой выходной стороны прошивного стана с боковой выдачей проката.
Известен способ установки стержня с короткой оправкой прошивного стана (см. патент ФРГ N 939744, кл. B 21 B 25/02).
Известный способ включает предварительное перемещение в очаг деформации стержня с короткой оправкой транспортным средством, приводимым в движение кривошипно-шатунным механизмом, и точную установку его в положение прошивки также посредством транспортного средства, что связано с потерей времени, а следовательно, с увеличением вспомогательного времени цикла.
Из известных способов установки стержня с короткой оправкой прошивного стана наиболее близким по технической сущности является способ, описанный в патенте РФ N 2103081, кл. B 21 B 25/02.
Этот способ установки стержня с короткой оправкой прошивного стана включает предварительное перемещение стержня с короткой оправкой в очаг деформации транспортным средством с вилкообразным захватом при открытой головке упорно-регулировочного механизма, окончательное перемещение стержня с оправкой в положение прошивки и центрирование стержня в центрователях.
Недостаток известного способа установки стержня с оправкой прошивного стана заключается в том, что на установку стержня в положение прошивки затрачивается значительное время, так как необходимый зазор между выточкой стержня и вилкообразным захватом осуществляется за счет перемещения транспортного средства. Если все время цикла прошивки 10 с, то эта операция займет 2 с, что недопустимо.
Задача настоящего изобретения состоит в создании способа, позволяющего уменьшить вспомогательное время на установку стержня с короткой оправкой в положение прошивки и тем самым увеличить производительность стана.
Поставленная задача достигается тем, что в способе установки стержня с короткой оправкой прошивного стана, включающем предварительное перемещение стержня с короткой оправкой в очаг деформации транспортным средством с вилкообразным захватом при открытой головке упорно-регулировочного механизма, окончательное перемещение стержня с оправкой в положение прошивки и центрирование стержня в центрователях, согласно изобретению предварительное перемещение стержня с короткой оправкой в очаг деформации транспортным средством с вилкообразным захватом осуществляют до положения, при котором носик оправки отстоит от положения прошивки на величину Δ1< Δ, а окончательное перемещение стержня с оправкой на величину Δ1 осуществляют головкой упорно-регулировочного механизма, при этом Δ - общая величина зазора между вилкообразным захватом и выточкой хвостовика стержня, Δ1 - величина зазора между выточкой хвостовика стержня и передним торцoм вилкообразного захвата.
Tакое выполнение способа установки стержня с короткой оправкой позволит уменьшить вспомогательное время на установку стержня с короткой оправкой и повысить производительность стана. Это достигается за счет того, что точная установка стержня с оправкой производится головкой упорно-регулировочного механизма одновременно с ее закрытием.
Кроме того, такое выполнение способа позволит расширить сортaмент прошиваемых труб за счет возможности увеличения скорости прошивки, так как между поверхностями выточки стержня и вилкообразным захватом имеются гарантированные зазоры, исключающие износ трущихся деталей.
Для пояснения изобретения ниже описан пример осуществления способа со ссылками на прилагаемые чертежи, где:
на фиг. 1 - положение стержня с оправкой в исходном положении;
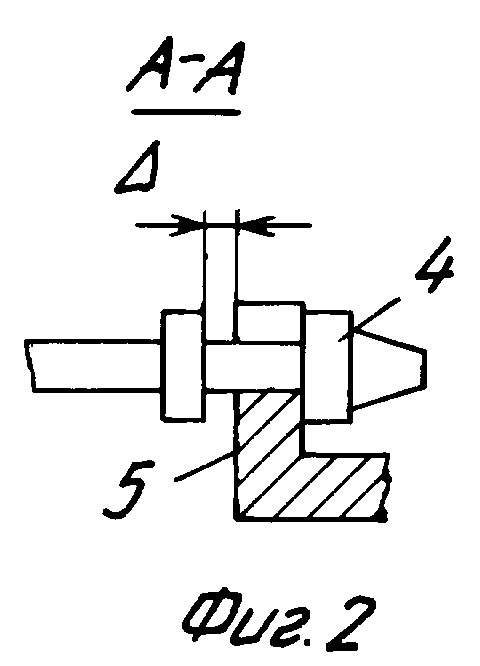
на фиг. 2 - разрез А-А по фиг. 1;
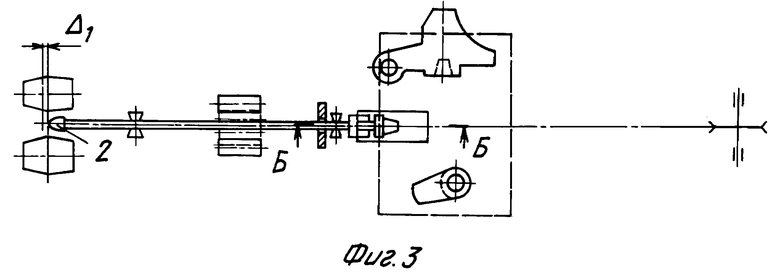
на фиг. 3 - положение стержня с оправкой перед очагом деформации;
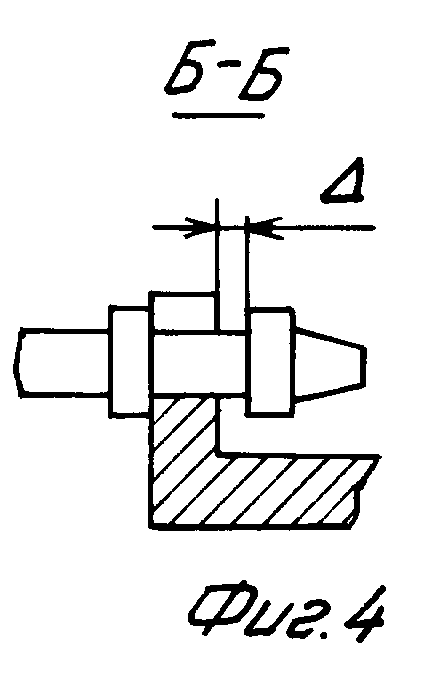
на фиг. 4 - разрез Б-Б по фиг. 3;
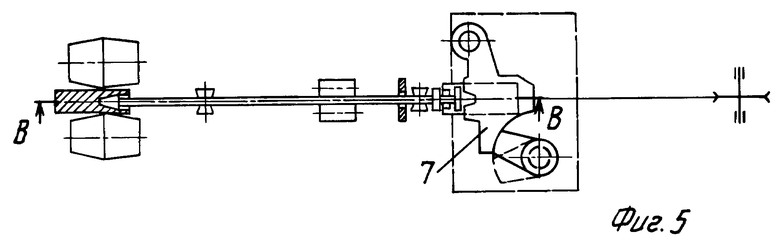
на фиг. 5 - положение стержня в очаге деформации перед началом процесса прошивки;
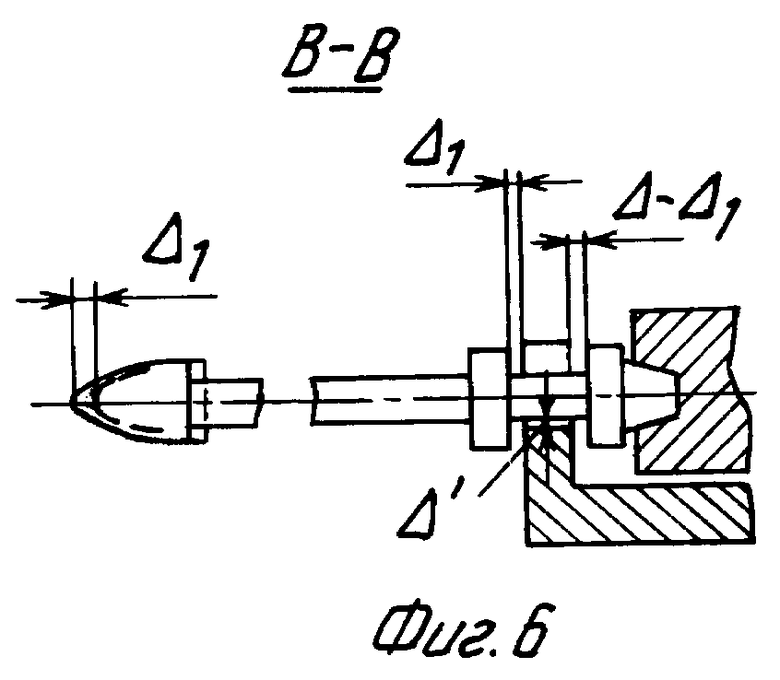
на фиг. 6 - разрез В-В по фиг. 5;
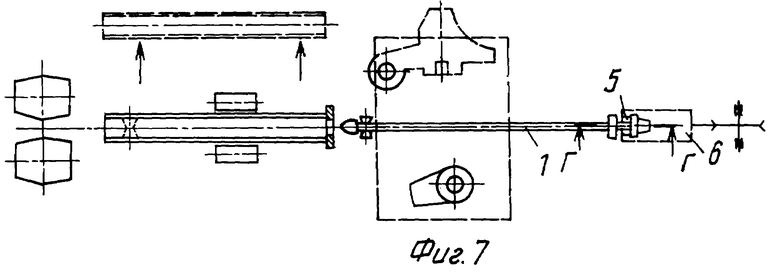
на фиг. 7 - положение стержня после окончания процесса прошивки;
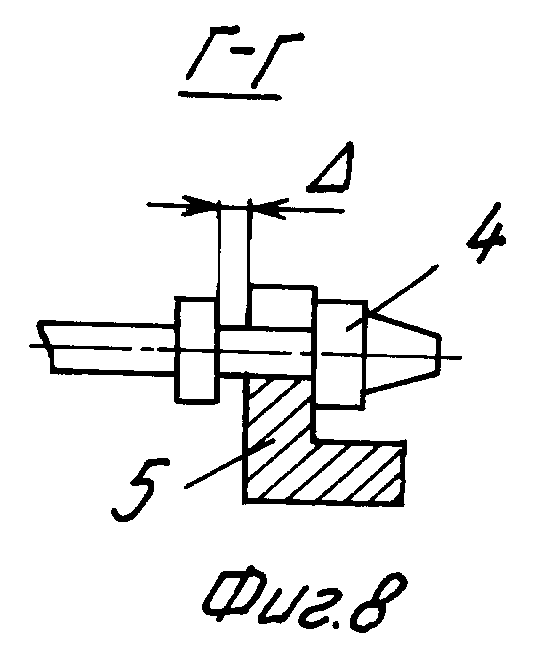
на фиг. 8 - разрез Г-Г по фиг. 7.
Способ установки стержня с короткой оправкой осуществляется следующим образом. Стержень 1 с короткой оправкой 2 в исходном положении располагается перед валками 3 прошивного стана и выточкой своего хвостовика 4 взаимодействует с вилкообразным захватом 5, который смонтирован на транспортном средстве 6. Головка 7 упорно-регулировочного механизма и ролики центрователя 8 раскрыты. Перед началом процесса прошивки сначала стержень 1 с оправкой 2 предварительно перемещают транспортным средством 6 при открытой головке 7 упорно-регулировочного механизма в положение, при котором носик оправки отстоит от положения прошивки на величину Δ1< Δ, где Δ - величина зазора между вилкообразным захватом и выточкой хвостовика стержня, а Δ1 - величина зазора между выточкой хвостовика стержня и передним торцом вилкообразного захвата. Затем закрывают головку 7 упорно-регулировочного механизма и одновременно с этим осуществляют перемещение стержня с короткой оправкой головкой упорно-регулировочного механизма на величину Δ1 в положение прошивки.
После установки оправки 2 со стержнем 1 в положение прошивки начинается сам процесс прошивки. При этом между поверхностями вилкообразного захвата 5 и поверхностями выточки хвостовика 4 стержня имеются зазоры, позволяющие осуществлять прошивку на больших оборотах стержня.
Предложенный способ установки стержня с короткой оправкой прошивного стана по сравнению с известными позволит сократить вспомогательное время цикла, а следовательно, увеличить производительность. Кроме того, предложенный способ позволит расширить сортамент прошиваемых гильз за счет возможности увеличения скорости вращения стержня с оправкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1998 |
|
RU2162019C2 |
| СПОСОБ УСТАНОВКИ СТЕРЖНЯ С КОРОТКОЙ ОПРАВКОЙ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2006 |
|
RU2341342C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1996 |
|
RU2136414C1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2162757C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2349402C1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2148446C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2138350C1 |
Изобретение относится к прокатному производству, а точнее, к оборудованию трубопрокатного стана, и может быть использовано для настройки стержня с оправкой выходной стороны прошивного стана с боковой выдачей проката. Задача изобретения - увеличение производительности стана. Стержень с короткой оправкой выточкой своего хвостовика взаимодействует с вилкообразным захватом, который смонтирован на транспортном средстве. Перед началом процесса прошивки сначала стержень с оправкой предварительно перемещают при открытой головке упорно-регулировочного механизма в положение, при котором носик оправки отстоит от положения прошивки на величину Δ1<Δ, где Δ - общая величина зазора между вилкообразным захватом и выточкой хвостовика стержня, а Δ1 - величина зазора между выточкой хвостовика стержня и передним торцом вилкообразного захвата. Затем закрывают головку упорно-регулировочного механизма и одновременно с этим перемещают стержень на величину Δ1 в положение прошивки. Изобретение обеспечивает сокращение цикла. При этом в процессе прошивки между поверхностями вилкообразного захвата и поверхностями выточки хвостовика стержня имеются зазоры, позволяющие осуществлять прошивку на больших оборотах стержня, что позволит сократить вспомогательное время цикла и расширить сортамент прошиваемых гильз. 8 ил.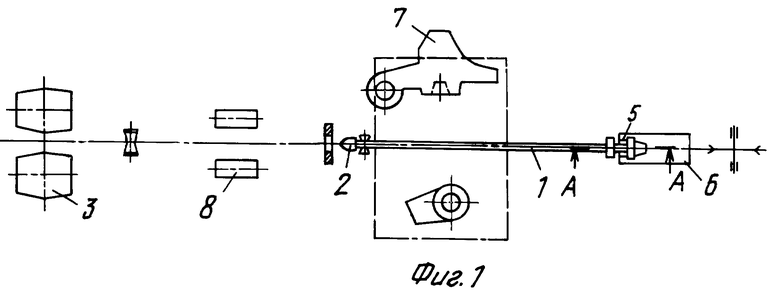
Способ установки стержня с короткой оправкой прошивного стана, включающий предварительное перемещение стержня с короткой оправкой в очаг деформации транспортным средством с вилкообразным захватом при открытой головке упорно-регулировочного механизма, окончательное перемещение стержня с оправкой в положение прошивки и центрирование стержня в центрователях, отличающийся тем, что предварительное перемещение стержня с короткой оправкой в очаг деформации транспортным средством с вилкообразным захватом осуществляют до положения, при котором носик оправки отстоит от положения прошивки на величину Δ1<Δ, а окончательное перемещение стержня с оправкой на величину Δ1 осуществляют головкой упорно-регулировочного механизма, при этом Δ - общая величина зазора между вилкообразным захватом и выточкой хвостовика стержня, Δ1 - величина зазора между выточкой хвостовика стержня и передним торцом вилкообразного захвата.
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1995 |
|
RU2103081C1 |
| RU 2052307 C1, 20.01.1996 | |||
| Упорно-регулировочный механизм стана винтовой прокатки | 1972 |
|
SU442860A1 |
| СПОСОБ ЛЕЧЕНИЯ ЗАБОЛЕВАНИЙ ЯЗЫКА | 1996 |
|
RU2121337C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИСПОЛЬЗОВАНИЯ ЭНЕРГИИ ИЗ СРЕДЫ, СОДЕРЖАЩЕЙ ГОРЮЧИЕ ВЕЩЕСТВА, ДАЖЕ ПРИ НИЗКОЙ КОНЦЕНТРАЦИИ | 1995 |
|
RU2179283C2 |
| DE 3335942 A1, 05.04.1984. | |||

