Изобретение относится к трубопрокатному производству, а точнее к рабочим линиям трубопрокатных станов винтовой прокатки с боковой выдачей проката.
При работе линии трубопрокатного стана, например прошивного, значительное время в цикле прокатки затрачивается на собственно прошивку и на отвод оправочного стержня с гильзой от рабочей клети и на установку стержня в исходное положение.
Таким образом, производительность трубопрокатного стана в значительной степени зависит от скорости перемещения оправочного стержня и времени, затрачиваемого на замену оправочных стержней.
Известен задний стол трубопрокатного стана, содержащий упорно-регулировочный механизм удержания оправочного стержня и привод его перемещения в виде бесконечной нити (цепи) (см. Соловейчик П.М. Трубопрокатные агрегаты с автомат-станом. - М. : Металлургия, 1967, с. 76 - 87, рис. 34). В данной конструкции оправочный стержень перемещается вместе с упорно-регулировочным механизмом, поэтому вследствие больших инерционных масс упорно-регулировочного механизма цепи часто рвутся, быстро изнашиваются пластины, по которым движется цепь, и, как следствие, имеют место большие потери времени на ремонт механизма осевого перемещения стержня.
Известен упорно-регулировочный механизм, в котором оправочный стержень перемещается штангой, один конец которой несет вилкообразный захват для оправочного стержня, а второй закреплен в роликовой опоре с приводом перемещения, расположенной за упорной головкой (см. патент РФ N 2103081, кл. B 21 B 25/02, з. 12.04.95, оп. 27.01.98).
Такая конструкция упорно-регулировочного механизма позволяет уменьшить массу, перемещаемую при установке стержня в крайних положениях, и, следовательно, позволит использовать в качестве привода осевого перемещения оправочного стержня бесконечную нить, что обеспечит повышение скорости удаления стержня от рабочей клети и установки его в исходное положение.
Из известных задних столов трубопрокатного стана наиболее близким по технической сущности является задний стол, описанный в авт.св. СССР N 1020170, кл. B 21 B 25/02, з. 29.01.82, оп. 30.05.83.
Этот задний стол содержит упорно-регулировочный механизм удержания оправочного стержня, привод его осевого перемещения в виде бесконечной нити (цепи) и опору под хвостовик оправочного стержня.
Опора под хвостовик оправочного стержня выполнена в виде обоймы с тремя направляющими, перемещающейся внутри гильзы, присоединенной к упорной головке и второй конец которой установлен с возможностью перемещения в стационарной кольцевой наружной опоре.
Недостаток известной конструкции заднего стола трубопрокатного стана заключается в том, что оправочный стержень перемещается вместе с упорной головкой и, следовательно, скорость его перемещения и замены будет недостаточной.
Кроме того, из-за значительной перемещаемой массы (оправочный стержень вместе с упорной головкой) нагрузки на цепь будут значительными, вследствие чего цепь будет часто выходить из строя, а это увеличивает непроизводительные потери времени.
Кроме того, заниженная скорость перемещения оправочного стержня с упорной головкой ведет к потере температуры нагрева гильзы и, следовательно, увеличиваются тепловые потери.
Задача настоящего изобретения состоит в создании устройства, позволяющего повысить производительность за счет увеличения скорости перемещения оправочного стержня и уменьшения времени на замену оправочных стержней.
Поставленная задача достигается тем, что в заднем столе трубопрокатного стана, содержащем упорно-регулировочный механизм удержания оправочного стержня, привод его перемещения в виде бесконечной нити и опору под хвостовик оправочного стержня, согласно изобретению опора под хвостовик оправочного стержня выполнена в виде тележки, на которой закреплена бесконечная нить, и он снабжен поворотными в вертикальной плоскости вилкообразными рычагами, несущими консольные конические ролики, взаимодействующие с оправочным стержнем и установленные с зазором между их торцевыми поверхностями для расположения бесконечной нити между ними в пазу вилкообразного рычага.
Такое конструктивное выполнение заднего стола трубопрокатного стана обеспечит повышение производительности за счет сокращения времени на отвод и установку оправочного стержня благодаря тому, что уменьшается перемещаемая масса оборудования и канатный привод обеспечит более высокую скорость перемещения оправочного стержня. Кроме того, уменьшение инерционных масс уменьшает износ бесконечной нити и увеличивает срок ее службы, т.е. уменьшает непроизводительные потери времени на ремонт и замену бесконечной нити.
Предложенная конструкция поворотных рычагов позволяет использовать данный тип привода и поддерживать оправочный стержень при его перемещении к упорной головке и от нее, а при переходе на другой типоразмер быстро устанавливать на ось прокатки.
При сокращении времени перемещения оправочного стержня уменьшаются потери тепловой энергии, сокращаются отходы и улучшается качество гильз за счет уменьшения окалинообразования.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 изображен общий вид заднего стола (оправочный стержень частично удален из упорно-регулировочного механизма);
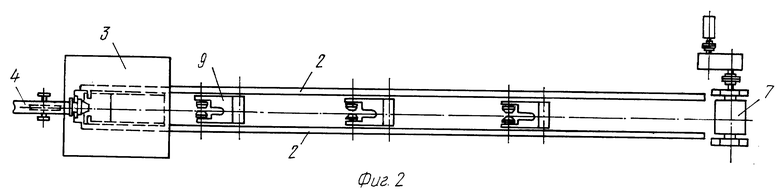
на фиг. 2 - то же, вид в плане;
на фиг. 3 - разрез Б-Б на фиг. 1.
Задний стол трубопрокатного стана содержит стационарную раму 1 с направляющими 2, на которой смонтирован упорно-регулировочный механизм 3 удержания оправочного стержня 4, механизм осевого перемещения оправочного стержня 4 в виде бесконечной нити (каната) 5 и опору под хвостовик оправочного стержня 4 в виде установленной на направляющих 2 тележки 6, на которой жестко закреплена бесконечная нить 5 так, что тележка 6 становится частью бесконечной нити 5.
Бесконечная нить снабжена приводным барабаном 7 и натяжным роликом 8. Между направляющими 2 установлены поворотные в вертикальной плоскости вилкообразные рычаги 9, несущие консольные конические ролики 10, установленные с зазором между их торцевыми поверхностями для расположения бесконечной нити 5 между ними в вилкообразном пазу 11 поворотных рычагов 9.
Поворотные рычаги 9 имеют индивидуальные приводы, например силовые цилиндры 12.
При прокатке оправочный стержень 4 удерживается от осевого перемещения упорно-регулировочным механизмом 3.
После окончания прокатки и откидывания головки упорно-регулировочного механизма 3 включается приводной барабан 7 бесконечной нити 5 и тележка 6 с закрепленным на ней хвостовиком оправочного стрежня 4 перемещается по направляющим 2 вдоль оси прокатки до выхода стержня из зоны упорно-регулировочного механизма 3.
При расположении стержня 4 над вилкообразными рычагами 9 они поднимаются и поддерживают его своими консольными роликами 10.
При переходе на другой типоразмер оправочного стрежня 4 высота подъема роликов 10 регулируется для установки его на ось прокатки поворотом вилкообразных рычагов 9.
Предложенный задний стол трубопрокатного стана по сравнению с известными позволяет повысить производительность прошивного стана, уменьшить потери тепловой энергии за счет использования первичного нагрева заготовок без дополнительного подогрева при дальнейшей обработке гильзы, улучшить качество гильз и снизить потери металла благодаря уменьшению окалинообразования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1998 |
|
RU2162019C2 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2148446C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1996 |
|
RU2136414C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2138350C1 |
| ЗАДАЮЩЕЕ УСТРОЙСТВО ТРУБОПРОКАТНОГО СТАНА | 1992 |
|
RU2033869C1 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2172220C2 |
| СПОСОБ УСТАНОВКИ СТЕРЖНЯ С КОРОТКОЙ ОПРАВКОЙ ПРОШИВНОГО СТАНА | 1998 |
|
RU2159685C2 |

Использование: изобретение относится к трубопрокатному производству, а точнее к рабочим линиям трубопрокатных станов винтовой прокатки. Сущность: задний стол трубопрокатного стана содержит упорно-регулировочный механизм удержания оправочного стержня, механизм осевого перемещения оправочного стержня в виде бесконечной нити и опору под хвостовик оправочного стержня в виде тележки, на которой закреплена бесконечная нить. Задний стол снабжен поворотными в вертикальной плоскости вилкообразными рычагами, несущими консольными коническими роликами, установленными с зазором между их торцевыми поверхностями для расположения бесконечной нити между ними в пазу поворотных вилкообразных рычагов. Такая конструкция заднего стола позволит повысить производительность трубопрокатного стана за счет увеличения скорости перемещения оправочного стержня. 3 ил.
Задний стол трубопрокатного стана, содержащий упорно-регулировочный механизм удержания оправочного стержня, привод его перемещения в виде бесконечной нити и опору под хвостовик оправочного стержня, отличающийся тем, что опора под хвостовик оправочного стержня выполнена в виде тележки, на которой закреплена бесконечная нить, и он снабжен поворотными в вертикальной плоскости вилкообразными рычагами, несущими консольные конические ролики, взаимодействующие с оправочным стержнем и установленные с зазором между их торцевыми поверхностями для расположения бесконечной нити между ними в пазу вилкообразного рычага.
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1995 |
|
RU2103081C1 |
| Упорно-регулировочный механизм трубопрокатного стана | 1990 |
|
SU1773514A1 |
| Соловейчик П.М | |||
| Трубопрокатные агрегаты с автомат-станом | |||
| - М.: Металлургия, 1967, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |

