Изобретение относится к компрессоростроению, в частности к роторным компрессорам, и может быть использовано во всех отраслях народного хозяйства, где требуется сжатый газ или воздух, например в машиностроении, в стройиндустрии, химической промышленности, холодильной технике и т.д.
Известен роторный компрессор - детандер, содержащий корпус с размещенными внутри двумя роторами, ведущий из которых снабжен внутренним газораспределительным цилиндром и зубьями на наружной поверхности, входящими во впадины ведомого ротора, при этом на ведущем роторе перед зубьями по ходу вращения выполнены продольные пазы, а на ведомом перед впадинами - соответствующие продольные выступы [1].
Недостатком известного компрессора является отсутствие после его окончательной сборки свободного доступа к сопрягаемым парам, образующим рабочие зазоры. В результате этого необходимо выполнение повышенных требований к точности изготовления деталей для того, чтобы в собранной конструкции обеспечить выдерживание заданных рабочих зазоров и получить потребные эксплуатационные данные по производительности, коэффициенту полезного действия и долговечности.
Известна роторная объемная машина, например компрессор, содержащая корпус с патрубками всасывания и нагнетания и с размещенными в нем ведущим ротором с зубьями и пазами и ведомым ротором с впадинами и выступами, синхронизирующие шестерни, при этом во впадинах между зубьями одного из роторов, например ведущего, выполнены выступы, а на зубьях другого ротора - ведомого выполнены ответные каналы, закрытые с обоих торцов телом зуба, причем выступы и каналы выполнены на части длины роторов [2]
Конструкция известного роторного компрессора позволяет уменьшить гидравлические потери в результате увеличения площади окон нагнетания и снижения скорости перетекания газа. Окна нагнетания выполняют как на торцовых поверхностях корпуса, так и на участках его цилиндрической расточки. Заявленное исполнение роторного компрессора повышает КПД, однако при этом имеет тот недостаток, что после окончательной сборки, а также при проведении регламентных работ в нем отсутствует свободный доступ ко всем сопрягаемым парам, образующим рабочие зазоры, несмотря на то, что корпус выполнен поперечно разъемным, а полость всасывания открыта.
Из известных устройств наиболее близким по технической сущности является роторный компрессор, содержащий корпус с полостями всасывания и сжатия, подключенными к патрубкам всасывания и нагнетания, и размещенные в корпусе ведущий ротор с зубьями и пазами и ведомый ротор с впадинами и выступами, синхронизирующие шестерни, жестко закрепленные на валах привода роторов, а также газораспределительную втулку с впускным отверстием для нагнетания рабочей среды и устройства фиксации роторов на валах, обеспечивающие возможность регулирования взаимного расположения роторов друг относительно друга [3].
Недостатками известного роторного компрессора, выбранного в качестве прототипа, являются:
- повышенные требования к точности изготовления деталей, образующих сопрягаемые пары после окончательной сборки с заданными рабочими зазорами: между торцами роторов и щеками плит, между зубьями роторов и цилиндрическими расточками камер сжатия, между профильными поверхностями зубьев ведущего ротора и впадин ведомого ротора, между цилиндрическими поверхностями роторов;
- отсутствие свободного доступа для осуществления контроля вышеупомянутых рабочих зазоров сопрягаемых пар после окончательной сборки их узлов,
- неразборная конструкция устройства фиксации роторов для обеспечения регулирования взаимного расположения роторов друг относительно друга, что существенно усложняет проведение регламентных и ремонтных работ и ухудшает эксплуатационные характеристики компрессора.
В связи с вышеперечисленными недостатками известных устройств, в том числе и прототипа, становится актуальной задача создания роторного компрессора, имеющего более высокую эффективность работы за счет более точного регулирования рабочих зазоров в сопрягаемых парах после окончательной сборки их узлов и повышенные эксплуатационные характеристики по производительности, КПД и долговечности. При этом создаваемый роторный компрессор должен быть технологичен при изготовлении, конструктивно прост в сборке и разборке, удобен при проведении регламентных и ремонтных работ.
Технический результат, полученный при осуществлении изобретения, заключается в повышении эффективности работы путем обеспечения свободного доступа к местам контроля всех рабочих зазоров сопрягаемых пар после окончательной сборки их узлов, дающего возможность более точного выдерживания этих зазоров при одновременном с этим снижением требований к точности изготовления деталей.
Кроме того, повышение эффективности работы обеспечивают посредством надежного фиксирования роторов друг относительно друга, позволяющего также упростить проведение регламентных и ремонтных работ.
Указанный технический результат достигается тем, что в роторном компрессоре, содержащем корпус с полостями всасывания и сжатия и с размещенными в нем ведущим ротором с зубьями и пазами и ведомым ротором с впадинами и выступами, синхронизирующие шестерни, жестко закрепленные на валах привода роторов, а также газораспределительную втулку и устройства фиксации роторов на валах, особенность заключается в том, что корпус выполнен с продольным разъемом для образования в верхней части корпуса полости входного устройства и для образования в нижней части корпуса камер сжатия, при этом устройство фиксации одного из роторов, например, ведомого, выполнено в виде оребренной полости, образованной в теле ротора в приосевой его зоне с установленной в ней фиксирующей втулкой, снабженной выступами, размещенными между ребрами, и подвижно соединенной в осевом направлении с валом привода ротора, причем свободное пространство оребренной полости заполнено фиксирующим материалом и замкнуто запорной втулкой.
Газораспределительная втулка размещена в приосевой полости, например, ведомого ротора и выполнена с глухим днищем, охватывающим хвостовик вала, на котором размещено устройство фиксации ведомого ротора. Такое исполнение газораспределительной втулки уменьшит нежелательные перетечки из магистрали нагнетания в полость всасывания.
Продольный разъем корпуса расположен в зоне, верхнюю границу которой определяет плоскость осей роторов, а нижнюю границу - плоскость начала камер сжатия. Данное исполнение разъема позволит осуществить максимальный доступ к контролируемым зазорам сопрягаемых пар, а также обеспечит оптимальный объем пространства камер сжатия и заданный расход рабочей среды, подаваемой к потребителю.
Устройство фиксации другого из роторов, например ведущего, выполнено в виде его шлицевого соединения с валом привода и торцевой поджимной шайбы, скрепленной болтами с валом.
В качестве фиксирующего материала применены металлические шарики.
Минимальный радиальный зазор между взаимодействующими поверхностями по ребрам и выступам составляет не более 0,5 диаметра шарика. Это предотвратит возможность западания шариков в зону радиального зазора.
Расстояние от внутреннего торца запорной втулки до фиксирующей втулки в собранном положении составляет не менее 1,5 диаметра шарика. Данная величина размера обеспечит достаточную заполненность оребренной полости шариками.
Наружные торцевые кромки ребер ведомого ротора и выступов фиксирующей втулки скруглены. Тем самым обеспечивают лучшее соскальзывание шариков с ребер и выступов при заполнении оребренной полости.
Запорная втулка установлена на хвостовике вала посредством, например, шлицевого соединения и поджата гайкой с шайбой.
Совокупность признаков, перечисленных в соответствии с независимым пунктом формулы, полностью обеспечивает получение вышеизложенного технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны. Признаки, изложенные в зависимых пунктах формулы, характеризуют изобретение в частных случаях, в конкретных формах выполнения.
Наличие прямой причинно-следственной связи между совокупностью признаков, перечисленных в формуле изобретения, и вышеизложенным техническим результатом доказывает существенность этих признаков.
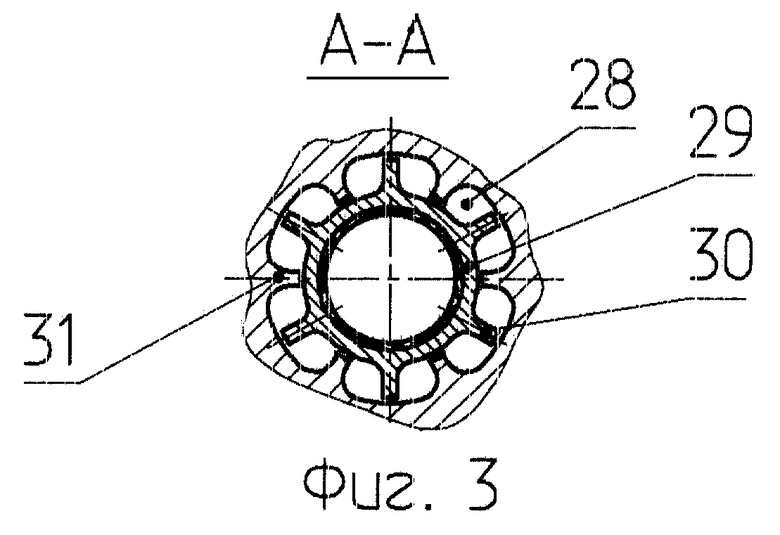
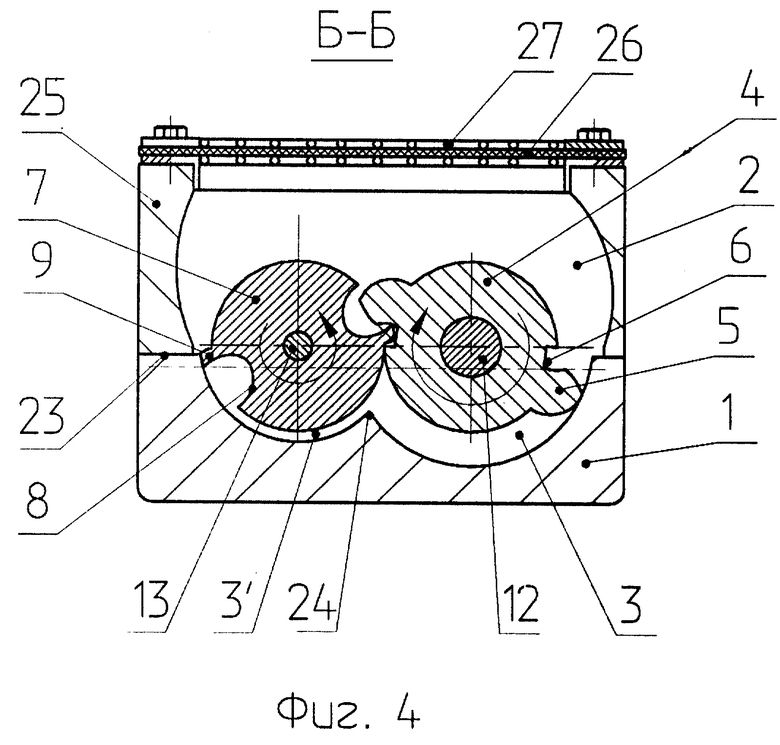
Вышеуказанный технический результат, а также средства его достижения, сущность и преимущества изобретения подробно поясняются нижеследующим описанием и чертежом, на котором фиг. 1 - продольный разрез роторного компрессора и редуктора привода с сечением по плоскости осей роторов, находящихся в положении, когда вершина зуба и дно впадины совпадают, фиг. 2 - узел устройства фиксации ведомого ротора с газораспределительной втулкой, фиг. 3 - поперечное сечение А-А оребренной полости, фиг. 4 - поперечное сечение Б-Б фиг. 1, фиг 5 - фиксирующая втулка с выступами.
Роторный компрессор содержит корпус 1, в котором организованы полости всасывания 2 и сжатия 3 и размещены ведущий ротор 4 с зубьями 5 и пазами 6 и ведомый ротор 7 с впадинами 8 и выступами 9. С боков полости всасывания 2 и сжатия 3, 3' ограничены торцовыми плитами 10 и 11. Роторы 4 и 7 установлены на валах привода соответственно 12 и 13 и закреплены на валах с помощью конкретных устройств фиксации, конструктивное исполнение которых составляет предмет изобретения. Взаимное расположение роторов 4 и 7 друг относительно друга обеспечивают синхронизирующие шестерни 14 и 15, жестко скрепленные с валами привода или изготовленные с ними заодно. Валы привода размещены на подшипниках 16, 17, 18, 19 в корпусе 20 редуктора, выполненном с продольным разъемом и закрытом сверху крышкой (не показана). Ведомый ротор 7 снабжен внутренней газораспределительной втулкой 21 с окном 22, имеющим определенную расчетную ширину.
Корпус 1 выполнен с продольным разъемом 23 для образования в нижней части корпуса камер сжатия 3 и 3', организованных посредством цилиндрических расточек с образованием гребня 24. Расположение разъема 23 корпуса определено границами зоны между плоскостью осей роторов и плоскостью, проходящей через начало камер сжатия 3 и 3' (фиг. 4). Перевод разъема 23 за верхнюю границу ухудшит доступ к контролируемым зазорам сопрягаемых пар, а также уменьшит пространство входного устройства, необходимое для размещения спецсредств по шумоглушению. Перевод разъема за нижнюю границу сократит объем пространства камер сжатия 3 и 3' и уменьшит расход рабочей среды, подаваемой к потребителю. Верхняя часть 25 разъемного корпуса образует входное устройство с полостью всасывания 2, снабженное средствами 26 фильтрации поступающей рабочей среды: газа или воздуха и шумоглушения 27 в виде сеток.
Устройство фиксации одного из роторов, например ведомого 7, на вале привода 13 выполнено в виде оребренной полости 28, образованной в теле ротора в приосевой его зоне, с установленной в этой полости фиксирующей втулкой 29, снабженной выступами 30, размещенными между ребрами 31, и подвижно соединенной в осевом направлении, например, посредством шлиц с валом 13 привода ротора. Свободное пространство оребренной полости 28 заполнено фиксирующим материалом, в качестве которого применены металлические шарики 32, и замкнуто запорной втулкой 33. Запорная втулка 33 установлена на хвостовике вала 13 посредством, например, шлицевого соединения и поджата гайкой 34 с шайбой 35.
Газораспределительная втулка 21 размещена в приосевой полости, например, ведомого ротора 7 и выполнена с глухим днищем 36, охватывающим хвостовик вала 13, на котором размещено вышеописанное устройство фиксации ведомого ротора.
Устройство фиксации другого ротора, например ведущего, 4 на вале привода 12 выполнено в виде его шлицевого соединения с валом и торцевой поджимной шайбы 37, скрепленной болтами 38 с валом.
Сборку роторного компрессора и редуктора его привода с обеспечением при этом операций и приемов, позволяющих в предлагаемой конструкции достичь заданный технический результат, проводят следующим образом.
На валы привода 12 и 13 монтируют узлы подшипников 16, 17, 18, 19 с постановкой в них соответствующих уплотнений. После этого валы привода размещают и закрепляют в корпусе редуктора 20 с выступанием концов валов за торцевую плиту 11 в полость корпуса 1 роторного компрессора. На выходные концы валов устанавливают роторы 4 и 7. Ротор 4 жестко фиксируют на вале 12 посредством шлиц с затяжкой болтами 38 поджимной шайбы 37. Заданные торцевые зазоры роторов 4 и 7 относительно плиты 11 обеспечивают с помощью регулировочных втулок 39 и 40, предварительно проконтролировав величину их выступания за поверхность щеки торцевой плиты 11. При необходимости втулки 39 и 40 шлифуют, убирая излишнее их выступание. После обеспечения торцевых зазоров устанавливают заданные величины зазоров между профильными поверхностями зубьев ведущего ротора 4 и впадин ведомого ротора 7 посредством свободного поворота ведомого ротора 7 относительно ведущего ротора 4 для изменения их взаимного расположения друг относительно друга. Заданная величина зазора обеспечивается полосками фольги, размещаемой между сопрягаемыми поверхностями. После этого осуществляют жесткое фиксирование ведомого ротора 7 на вале привода 13. Для этого в оребренную полость 28 устанавливают фиксирующую втулку 29 с размещением ее выступов между ребер 31 и заполняют свободное пространство оребренной полости металлическими шариками (операцию засыпки производят при вертикальном положении собираемого компрессора). Для предотвращения западания шариков в зону радиального зазора между взаимодействующими поверхностями по ребрам 31 и выступам 30 минимальная величина радиального зазора должна составлять не более половины диаметра шарика. Количество засыпаемых шариков должно быть определенно заданным для выдерживания величины размера B (позиция 41 на фиг. 2) между фиксирующей втулкой 29 и внутренним торцем запорной втулки 33. Величина размера B не менее 1,5 диаметра шарика обеспечит достаточную заполненность оребренной полости 28 шариками. Для лучшего соскальзывания шариков и предотвращения их залипания наружные торцевые кромки ребер 31 и выступов 30 скруглены. Втулку 33 размещают на хвостовике вала 13 по шлицам и поджимают гайкой 34 с шайбой 35. После обеспечения жесткого фиксирования ведомого вала 7 полоски фольги удаляют.
По завершении вышеописанных сборочных операций проверяют величину зазоров между зубьями 5 и 9 роторов и цилиндрическими расточками камер сжатия 3 и 3', а также между цилиндрическими поверхностями роторов, затем устанавливают торцевую плиту 10 с последующей проверкой торцевого зазора между торцами роторов 4 и 7 и щекой плиты 10. Подборку величины указанного торцевого зазора обеспечивают шлифованием поверхности щеки на необходимый размер. Возможность проверки всех рабочих зазоров после последовательной сборки каждого узла сопрягаемой пары позволяет осуществить точную подгонку деталей, не ставя при этом жестких требований к точности их изготовления. Все это существенным образом повышает технологичность конструкции заявляемого компрессора. Центрирование торцевых плит 10, 11 и корпуса 1 друг относительно друга обеспечивают направляющими штифтами 42 и 43, вставляемыми в корпус 20 редуктора. Последовательное крепление плит 10, 11 и корпусов 1, 20 между собой производят стяжными винтами (не показаны). После этого устанавливают газораспределительную втулку 21, глухое днище 36 которой охватывает хвостовик вала 13, на котором размещено устройство фиксации ведомого ротора 7. Сверху корпус 1 с расположенными внутри него роторами закрывают как крышкой верхней частью 25, проходящей между торцевыми плитами 10 и 11 для организации полости 2 входного устройства. Возможен также вариант исполнения самих торцевых плит 10 и 11 с продольным разъемом.
На этом процесс сборки закончен и роторный компрессор подготовлен к работе.
Работа компрессора происходит следующим образом. Газ или воздух проходит через фильтр 26 и средства шумоглушения 27 в полость всасывания 2, откуда определенный его объем переносится зубьями 5 и 9 в результате вращения роторов 4 и 7 из пространства всасывания в пространство камер сжатия 3 и 3' с последующим повышением давления рабочей среды при постоянном разобщении роторами входного устройства 25 и нагнетательного патрубка 44. Цикл сжатия газа заканчивается при совпадении окна нагнетания 22 газораспределительной втулки 21 с каналом 45, профрезерованным в теле ведомого ротора 7 по его впадине. Взаимное расположение окна нагнетания 22 и канала 45 определяет величину давления нагнетаемого газа. Более позднее их совпадение способствует достижению более высокого давления газа.
Исполнение газораспределительной втулки 21 с глухим днищем 36 существенно повышает сопротивление нежелательным перетечкам сжатого газа из магистрали нагнетания 44 в полость всасывания 2, увеличивая длину пути этим перетечкам.
В данном примере описан одноступенчатый роторный компрессор, но по аналогичной схеме исполнения возможен вариант компрессора со второй парой роторов, подсоединяемых к редуктору с противоположной стороны. Применение второй пары роторов позволит получать большую производительность (расход), а также при двухступенчатом варианте большее давление подаваемого к потребителю газа.
Описанные признаки и средства в исполнении заявляемого роторного компрессора обеспечивают большую эффективность его работы по сравнению с аналогами и прототипом за счет точного выдерживания рабочих зазоров всех сопрягаемых пар по окончании процесса сборки их узлов при одновременном снижении требований к точности изготовления деталей. Заявляемый роторный компрессор удобен в эксплуатации при проведении регламентных и ремонтных работ, не требующих разборки камер сжатия.
Изобретение соответствует условию изобретательского уровня, поскольку не выявлены решения, имеющие признаки, совпадающие с его отличительными признаками, с известностью того же их назначения и того же их влияния на указанный технический результат.
Промышленная применимость описанного компрессора доказывается рыночной потребностью его использования в химической промышленности, машиностроении, стройиндустрии и других возможных отраслях деятельности, использующих в производственном процессе системы подачи сжатого газа или воздуха.
Возможность осуществления изобретения подтверждается полным описанием средств и приемов, с помощью которых оно может быть реализовано в том виде, как охарактеризовано в формуле изобретения. Осуществление изобретения позволит реализовать поставленную задачу на стандартном оборудовании и с применением известных технологий и материалов.
Источники информации
1. SU 248713 A, 23.11.1969.
2. SU 513160 A, 06.05.1976.
3. RU 2110699 C1, 10.05.1998.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНЫЙ КОМПРЕССОР | 1996 |
|
RU2110699C1 |
| РОТОРНЫЙ ПРЯМОЗУБЫЙ КОМПРЕССОР | 2000 |
|
RU2180053C2 |
| РОТОРНАЯ МАШИНА | 2005 |
|
RU2282063C1 |
| ВИНТОВАЯ ПЕРЕДАЧА | 2006 |
|
RU2304736C1 |
| ВЛАГОМАСЛООТДЕЛИТЕЛЬ | 1999 |
|
RU2153917C1 |
| Роторная объемная машина | 1973 |
|
SU513160A1 |
| ВИНТОВАЯ МАШИНА | 1972 |
|
SU333288A1 |
| РОТОРНАЯ ВИНТОВАЯ МАШИНА | 2009 |
|
RU2448273C2 |
| УСТРОЙСТВО ОСУШКИ ГАЗА | 2000 |
|
RU2159903C1 |
| ДВИГАТЕЛЬНАЯ УСТАНОВКА И РОТОРНЫЙ ДВИГАТЕЛЬ | 1998 |
|
RU2171906C2 |


Изобретение относится к компрессоростроению, в частности к роторным компрессорам, и предназначено для использования во всех отраслях народного хозяйства, где требуется сжатый газ или воздух. Корпус роторного компрессора выполнен с продольным разъемом для образования в верхней части корпуса полости всасывания и для образования в нижней части камер сжатия. Устройство фиксации ведомого ротора выполнено в виде оребренной полости, образованной в теле ротора в приосевой его зоне с установленной в ней фиксирующей втулкой, снабженной выступами, размещенными между ребрами, и подвижно соединенной в осевом направлении с валом привода ротора. Свободное пространство оребренной полости заполнено сыпучим материалом, например металлическими шариками, и замкнуто запорной втулкой. Повышается эффективность работы. 8 з.п. ф-лы, 5 ил.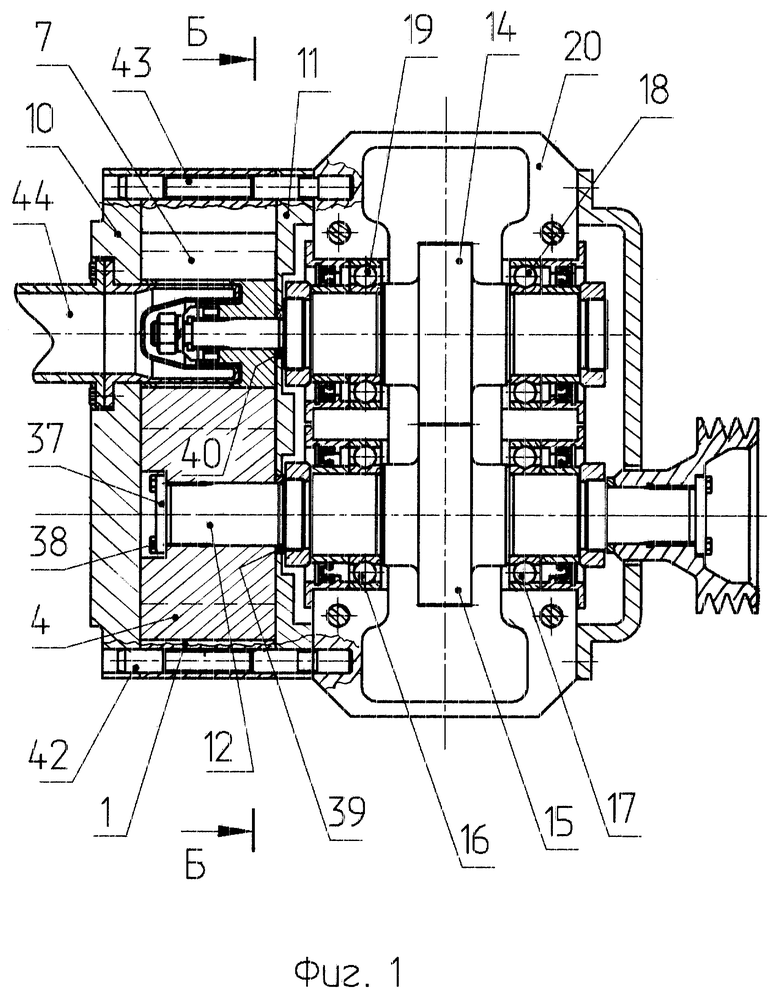
| РОТОРНЫЙ КОМПРЕССОР | 1996 |
|
RU2110699C1 |
| 0 |
|
SU248713A1 | |
| Роторная объемная машина | 1973 |
|
SU513160A1 |
| РЕАКТИВНОЕ СУДНО НА ВОЗДУШНОЙ ПОДУШКЕ | 2013 |
|
RU2537663C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ПОЛИСУЛЬФИДОВ ТЕТРАФОСФОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2049052C1 |

