Изобретение относится к области прокатного производства и может быть использовано в заготовочных и сортопрокатных станах.
Известна рабочая клеть прокатного стана, см. Королев А.А. Механическое оборудование прокатных и трубных цехов. М.: Металлургия, 1987, с. 92, рис. 11.30, содержащая станину с окнами, в верхнем и нижнем поясах которой установлены гайки с нажимными винтами, горизонтальные валки с подшипниковыми опорами в установленных в окнах станины подушках, контактирующих с нажимными винтами, и механизмы регулирования положения нажимных винтов, включающие редукторы, закрепленные на поясах станины, и электродвигатели с конечными выключателями для остановки механизмов в крайних положениях.
Недостатком этой клети является расположение редуктора нижних нажимных винтов под клетью, ниже уровня пола, где они подвержены интенсивному воздействию воды и окалины, что исключает возможность их надежной и долговечной работы.
Кроме того, конструктивно затруднена установка указателей положения валков и конечных выключателей в удобной для наблюдения и обслуживания зоне.
Из известных рабочих клетей прокатных станов наиболее близкой по технической сущности является рабочая клеть прокатного стана, описанная в патенте N 2060065 от 20 мая 1996, кл. B 21 B 13/04.
Эта рабочая клеть прокатного стана содержит станину с окнами, в верхнем и нижнем поясах которой установлены гайки с нажимными винтами, три горизонтальных валка с подшипниковыми опорами в размещенных в окнах станины подушках, из которых средние - нерегулируемые по высоте, а верхние и нижние установлены в контакте с нажимными винтами, и механизмы регулирования положения нажимных винтов, включающие редукторы их вращения с ручным приводом.
Недостатком этой рабочей клети является ручной привод нажимных винтов, исключающий возможность дистанционного управления их положения и требующий для безопасного обслуживания остановки главного привода клети при регулировании межвалкового расстояния. Использование в этой клети известного технического решения с электромеханическим приводом не обеспечит надежную и долговечную работу, так как редукторы нижних нажимных винтов, расположенные под клетью, ниже уровня пола, подвержены интенсивному воздействию воды и окалины.
Кроме того, такое конструктивное решение затрудняет установку указателей положения валков и конечных выключателей в удобной для обслуживания зоне.
Задача настоящего изобретения состоит в создании рабочей клети, имеющей надежный и долговечный механический привод дистанционного управления положением нажимных винтов при регулировании межвалкового расстояния, расположенный в удобной для наблюдения и обслуживания зоне.
Поставленная задача достигается тем, что в рабочей клети прокатного стана, содержащей станину с окнами, в верхнем и нижнем поясах которой установлены гайки с нажимными винтами, три горизонтальных валка с подшипниковыми опорами в размещенных в окнах станины подушках, из которых средние - нерегулируемые по высоте, а верхние и нижние установлены в контакте с нажимными винтами, и механизмы регулирования положения нажимных винтов, включающие редукторы их вращения, согласно изобретению механизм регулирования положения нижнего нажимного винта снабжен установленным на верхнем поясе станины редуктором с закрепленной на его корпусе гайкой, сопряженным с гайкой резьбовым валиком, несущим указательный лимб, и конечными выключателями, при этом один конец этого редуктора соединен с приводным валом редуктора вращения нижнего нажимного винта, а второй конец посредством зубчатых передач с отношением, равным передаточному отношению редуктора вращения нижнего нажимного винта, связан с резьбовым валиком, несущим лимб, механизм регулирования положения верхнего нажимного винта снабжен закрепленной на корпусе редуктора вращения верхнего нажимного винта гайкой, сопряженным с ней резьбовым валиком с хвостовиком, расположенным в пазу закрепленной на выходном валу этого редуктора шайбы и несущим указательный лимб, и конечными выключателями, при этом лимбы механизмов регулирования нижнего и верхнего нажимных винтов выполнены с делениями, число которых кратно шагу соответствующего нажимного винта, а торцевые поверхности лимбов контактируют с конечными выключателями в крайних положениях.
Такое конструктивное выполнение рабочей клети прокатного стана обеспечит значительное повышение надежности и долговечности привода дистанционного управления положением нажимных винтов в том числе быстроходных мелкомодульных передач, а также электродвигателей и конечных выключателей, наиболее чувствительных к вредному воздействию воды и окалины, улучшение условий обслуживания и настройки за счет компактного расположения их на верхнем поясе станины - в наименее подверженной загрязнению зоне рабочей клети.
Благодаря установке лимба на резьбовом валике, сопряженном с гайкой, закрепленной на корпусе редуктора, лимб при вращении перемещается в вертикальном направлении, контактируя в крайних положениях с конечными выключателями. Связь резьбового валика с выходным валом редуктора, установленного на верхнем поясе станины, посредством зубчатых передач с отношением, равным передаточному отношению редуктора вращения нижнего нажимного винта, обеспечивает синхронность вращения резьбового валика и винта, что позволяет контролировать посредством лимба положение нажимного винта и осуществлять остановку привода в крайних положениях.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 изображена рабочая клеть прокатного стана во фронтальной проекции;
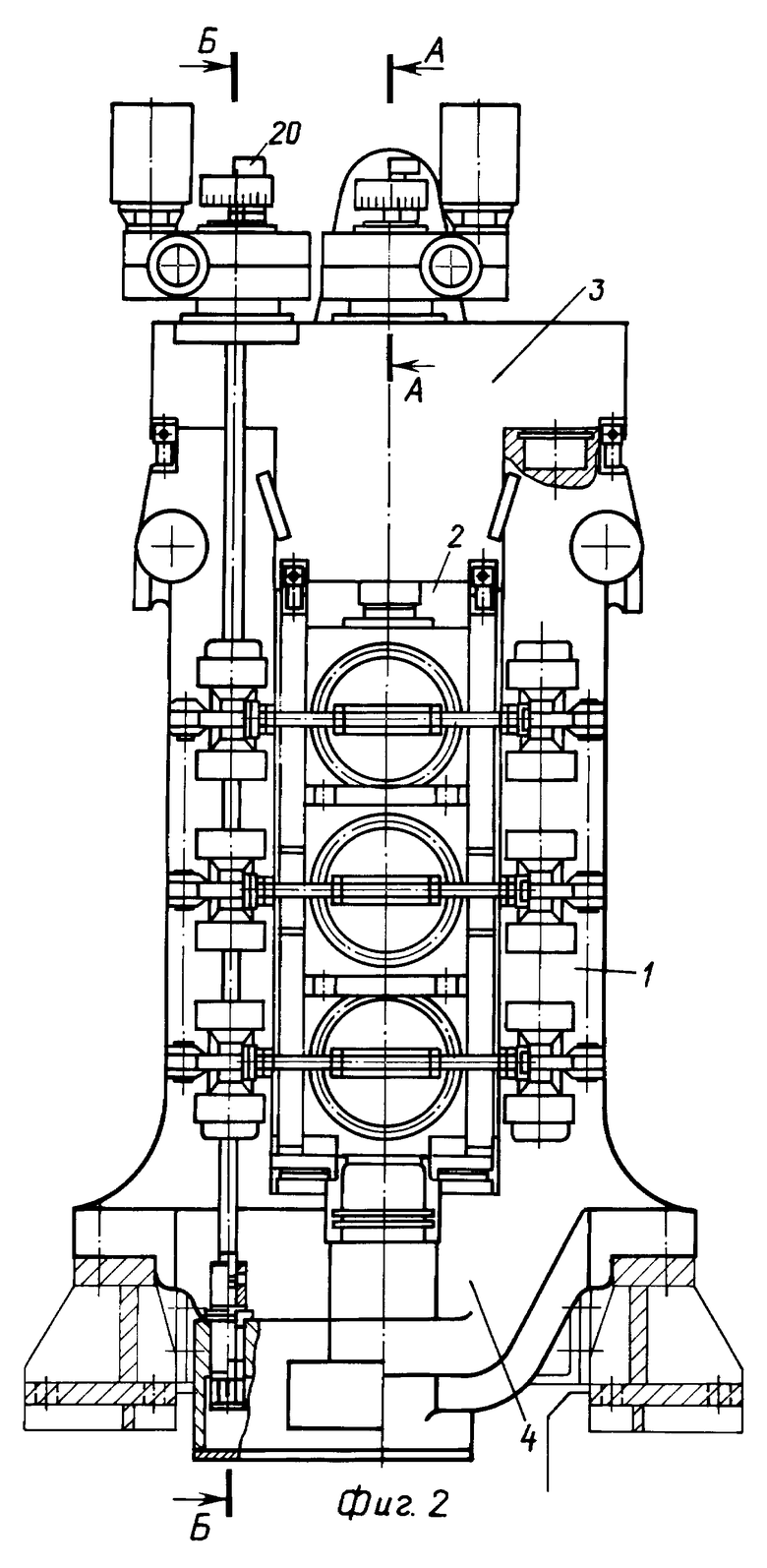
на фиг. 2 - рабочая клеть прокатного стана на виде сбоку;
на фиг. 3 - разрез А-А на фиг. 2;
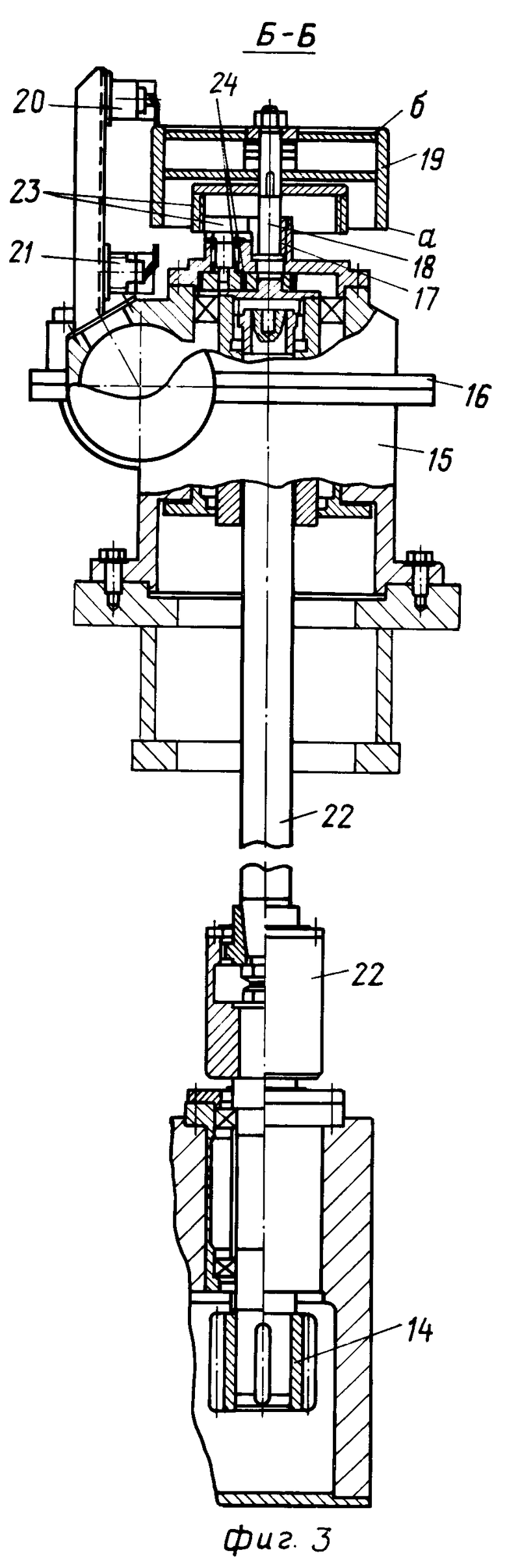
на фиг. 4 - разрез Б-Б на фиг. 2.
Рабочая клеть прокатного стана состоит из станины 1 с окнами 2, в верхнем 3 и нижнем 4 поясах которой установлены гайки 5, 6 с нажимными винтами 7, 8, три горизонтальных валка 9 с подшипниковыми опорами 10 в размещенных в окнах 2 станины 1 подушках 11, из которых средние - нерегулируемые по высоте, а верхние и нижние установлены в контакте с нажимными винтами 7, 8, и механизмы 12, 13 регулирования положения нажимных винтов 7, 8, включающие редукторы их вращения 14.
На верхнем поясе станины 1 клети установлен редуктор 15 для регулирования положения нижнего нажимного винта 7 с закрепленной на его корпусе 16 гайкой 17, сопряженным с гайкой 17 резьбовым валиком 18, несущим указательный лимб 19 с делениями, число которых кратно шагу нажимного винта 7 и конечными выключателями 20, 21. При этом приводной вал редуктора 14 вращения нижнего нажимного винта 7 соединен посредством муфты 22 с одним из концов выходного вала редуктора 15, второй конец которого посредством зубчатых передач 23, 24 с отношением, равным передаточному отношению редуктора 14 вращения нижнего нажимного винта 7, связан с резьбовым валиком 18, несущим лимб 19, а торцевые поверхности "а" и "б" лимба 19 контактируют с конечными выключателями 20, 21 в крайних положениях нажимного винта 7. Редуктор 25 привода верхнего нажимного винта 8 установлен также на верхнем поясе станины 1 и снабжен закрепленной на его корпусе гайкой 26, сопряженным с ней резьбовым валиком 27 с хвостовиком 28, размещенным в пазу закрепленной на выходном валу редуктора 25 шайбы 29. На резьбовом валике 27 закреплен указательный лимб 30 с делениями, число которых кратно шагу нажимного винта 8. Торцевые поверхности "в" и "г" лимба 30 контактируют с конечными выключателями 31, 32 в крайних положениях нажимного винта 8.
Устройство работает следующим образом.
При настройке положения нижнего валка вращения от выходного вала редуктора 15 посредством муфты 22 с промежуточным валом передается к редуктору 14 и к нажимному винту 7, торец которого сопряжен с подушкой 11, благодаря чему подушка с валком перемещается в окне 2 станины 1, приближаясь или удаляясь относительно среднего, неподвижного по высоте валка клети. Одновременно посредством зубчатых передач 23, 24 вращается резьбовой валик 18 и закрепленный на нем лимб 19.
Вследствие равенства передаточных отношений зубчатых передач 23, 24 и редуктора 14 нажимной винт 7 вращается синхронно с резьбовым валиком 18, который вместе с установленным на нем лимбом 19 перемещается относительно неподвижно установленной на корпусе 16 редуктора 15 гайки 17. В зависимости от направления вращения винта 7 и, следовательно, резьбового валика 18 одна из торцевых поверхностей "а" или "б" лимба 19 в крайнем положении винта 7 контактирует с конечным выключателем 20 или 21, обеспечивая отключение привода.
Настройка положения верхнего валка осуществляется аналогично. При этом синхронность вращения резьбового валика 27 и лимба 30 с нажимным винтом 8 обеспечивается благодаря тому, что винт 8 непосредственно сопряжен с выходным валом редуктора 25, а резьбовой валик связан с ним посредством хвостовика 28, размещенного в пазу закрепленной на редукторе 25 шайбы 29. Торцевые поверхности "в" и "г" лимба 30 контактируют с конечными выключателями 31 или 32 в крайних положениях нажимного винта 8, обеспечивая отключение его привода.
Предложенная рабочая клеть прокатного стана по сравнению с известными позволяет значительно повысить долговечность и надежность работы привода дистанционного управления положением нажимных винтов в том числе быстроходных мелкомодульных зубчатых передач редукторов механизмов регулирования положения нажимных винтов, а также электродвигателей и конечных выключателей, наиболее чувствительных к вредному воздействию воды и окалины за счет их размещения на верхнем поясе станины клети.
Устройство позволяет также улучшить условия эксплуатации механизмов и электрооборудования клети за счет их размещения в наиболее удобной для обслуживания зоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ УСТАНОВКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2203153C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1999 |
|
RU2165816C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ИЗНОСА В ПАРАХ ТРЕНИЯ НАЖИМНОГО УСТРОЙСТВА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147474C1 |
| МНОГОРУЧЬЕВАЯ ВЕРТИКАЛЬНАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ | 1999 |
|
RU2163174C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2000 |
|
RU2215608C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |
| УСТРОЙСТВО УРАВНОВЕШИВАНИЯ ВЕРХНЕГО ВАЛКА РАБОЧЕЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1994 |
|
RU2094143C1 |

Использование: изобретение относится к области прокатного производства и может быть использовано в заготовочных и сортопрокатных цехах. Сущность: рабочая клеть прокатного стана содержит станину с окнами, в верхнем и нижнем поясах которой установлены гайки с нажимными винтами, три горизонтальных валка с подшипниковыми опорами в подушках, из которых средние - нерегулируемые по высоте, а верхние и нижние установлены в контакте с нажимными винтами, и механизмы регулирования положения нажимных винтов, включающие редукторы их вращения. На верхнем поясе станины установлен редуктор с закрепленной на его корпусе гайкой, сопряженным с гайкой резьбовым валиком, несущим указанный лимб. Приводной вал редуктора вращения нижнего нажимного винта соединен с одним из концов выходного вала редуктора, второй конец которого посредством зубчатых передач соединен с резьбовым валиком, несущим лимб, взаимодействующий торцевыми поверхностями с конечными выключателями в крайних положениях. Редуктор привода верхнего нажимного винта снабжен гайкой, резьбовым валиком с хвостовиком и шайбой под хвостовик резьбового валика. На резьбовом валике закреплен лимб, торцевые поверхности которого контактируют с конечными выключателями в крайних положениях, обеспечивая отключение его привода. Изобретение обеспечивает надежный и долговечный механический привод дистанционного управления положением нажимных винтов при регулировании межвалкового расстояния. 4 ил.
Рабочая клеть прокатного стана, содержащая станину с окнами, в верхнем и нижнем поясах которой установлены гайки с нажимными винтами, три горизонтальных валка с подшипниковыми опорами в размещенных в окнах станины подушках, из которых средние - нерегулируемые по высоте, а верхние и нижние установлены в контакте с нажимными винтами, и механизмы регулирования положения нажимных винтов, включающие редукторы их вращения, отличающаяся тем, что механизм регулирования положения нижнего нажимного винта снабжен установленным на верхнем поясе станины редуктором с закрепленной на его корпусе гайкой, сопряженным с гайкой резьбовым валиком, несущим указательный лимб, и конечными выключателями, при этом один конец этого редуктора соединен с приводным валом редуктора вращения нижнего нажимного винта, а второй конец посредством зубчатых передач с отношением, равным передаточному отношению редуктора вращения нижнего нажимного винта, связан с резьбовым валиком, несущим лимб, механизм регулирования положения верхнего нажимного винта снабжен закрепленной на корпусе редуктора вращения верхнего нажимного винта гайкой, сопряженным с ней резьбовым валиком с хвостовиком, расположенным в пазу закрепленной на выходном валу этого редуктора шайбы и несущим указательный лимб, и конечными выключателями, при этом лимбы механизмов регулирования нижнего и верхнего нажимных винтов выполнены с делениями, число которых кратно шагу соответствующего нажимного винта, а торцевые поверхности лимбов контактируют с конечными выключателями в крайних положениях.
| RU 2060065 C1, 20.05.1996 | |||
| Рабочая клеть стана поперечно-винтовой прокатки | 1974 |
|
SU538797A1 |
| КОРОЛЕВ А.А | |||
| Механическое оборудование прокатных и трубных цехов | |||
| - М.: Металлургия, 1987, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| КОРОЛЕВ А.А | |||
| Конструкция и расчет машин и механизмов прокатных станов | |||
| - М.: Металлургия, 1985, 2-е изд-е, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |

